



图3-11a所示为在外径ϕ50mm工件上车削一条等牙宽变螺距螺纹。该螺纹的牙顶宽是2.702mm;工件端面处的即面螺距是8.25mm。主轴旋转一周时螺距增加0.5mm。
等牙宽变螺距螺纹必须在轴向分刀车出。如果刀序从右向左排列,那么各刀在主轴旋转一周时的螺距增加值相同,但是在起刀点的即面螺距值是递增的。此例中,起刀点A距端面29mm。轴向第1刀在径向分3刀(包括2刀粗车)车出。从图中可看出这3刀在A点处的即面螺距都是6.25mm,主轴旋转一周时螺距都增加0.5mm。如图3-11b所示,讨论轴向右起第2刀的相关尺寸。该刀在A点处的即面螺距是6.3mm,主轴旋转一周时螺距仍增加0.5mm。又如图3-11c所示,讨论最后1刀的相关尺寸。该刀在A点处的即面螺距是6.75mm,主轴旋转一周时螺距仍增加0.5mm。
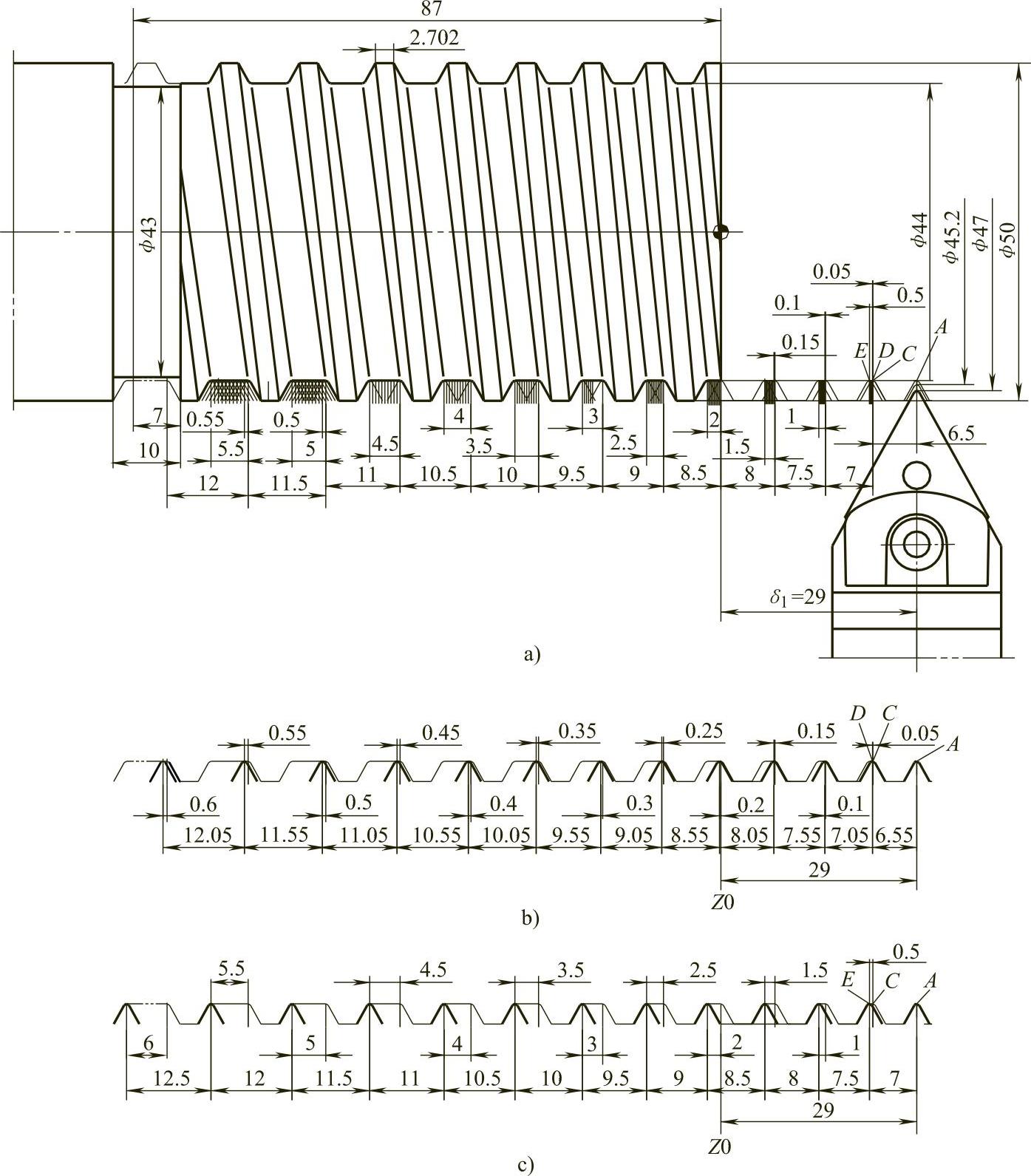
图3-11 等牙宽变螺距螺纹的加工
a)左右分11刀车削等牙宽变螺距螺纹 b)右起第2刀的相关尺寸 c)右起第11刀即最后1刀的相关尺寸
下面的O304程序是用于车削该螺纹的普通加工程序,O305程序是引入了一个变量的宏程序。这两个程序均适用于发那科系统,其效果是一样的。
O304;
N01 G54 T0101 S500 M03;
N02 G00 X47 Z29;
N03 G34 Z-87 F6.25 K0.5;(右起第1刀的粗车1)
N04 G00 X150;
N05 Z29;
N06 X45.2;
N07 G34 Z-87 F6.25 K0.5;(右起第1刀的粗车2)
N08 G00 X150;
N09 Z29;
N10 X44;
N11 G34 Z-87 F6.25 K0.5;(右起第1刀)
N12 G00 X150;
N13 Z29;
N14 X44;
N15 G34 Z-87 F6.3 K0.5;(右起第2刀)
N16 G00 X150;
N17 Z29;
N18 X44;
N19 G34 Z-87 F6.35 K0.5;(右起第3刀)
N20 G00 X150;
N21 Z29;
N22 X44;
N23 G34 Z-87 F6.4 K0.5;(右起第4刀)
N24 G00 X150;
N25 Z29;
N26 X44;
N27 G34Z-87F6.45K0.5;(右起第5刀)
N28 G00 X150;
N29 Z29;
N30 X44;
N31 G34Z-87 F6.5 K0.5;(右起第6刀)
N32 G00 X150;
N33 Z29;
N34 X44;
N35 G34 Z-87 F6.55 K0.5;(右起第7刀)
N36 G00 X150;
N37 Z29;
N38 X44;
N39 G34 Z-87F6.6 K0.5;(右起第8刀)
N40 G00 X150;
N41 Z29;
N42 X44;
N43 G34 Z-87 F6.65 K0.5;(右起第9刀)
N44 G00 X150;
N45 Z29;
N46 X44;
N47 G34 Z-87 F6.7 K0.5;(右起第10刀)
N48 G00 X150;
N49 Z29;
N50 X44;
N51 G34 Z-87 F6.75 K0.5;(最后1刀)
N52 G00 X150;
N53 X200 Z100 M05;
N54 M30;
O305;
N01 #1=6.25; (#1代表起刀点A处的即面螺距)
N02 G54 T0101 S500 M03;
N03 G00 X47 Z29;
N04 G34 Z-87 F#1 K0.5;(右起第1刀的粗车1)
N05 G00 X150;
N06 Z29;
N07 X45.2;
N08 G34 Z-87 F#1 K0.5;(右起第1刀的粗车2)
N09 G00 X150;
N10 Z29;
N11 X44;
N12 G34 Z-87 F#1 K0.5;(右起第1~11刀)
N13 #1=#1+0.05;
N14 IF[#1LE6.75]GOTO9;
N15 G00 X150;
N16 X200 Z100 M05;
N17 M30;
PP304.MPF程序和PP305.MPF程序是适用于西门子系统的相应程序。前者是普通加工程序,后者是R参数程序,两个程序的效果是一样的。(https://www.xing528.com)
PP304.MPF
N01 G54 S500 M03
N02 T1 D1
N03 G00 X47 Z29
N04 G34 Z-87 K6.25 F0.5;右起第1刀的粗车1
N05 G00 X150
N06 Z29
N07 X45.2
N08 G34 Z-87 K6.25 F0.5;右起第1刀的粗车2
N09 G00 X150
N10 Z29
N11 X44
N12 G34 Z-87 K6.25F0.5;右起第1刀
N13 G00 X150
N14 Z29
N15 X44
N16 G34 Z-87 K6.3 F0.5;右起第2刀
N17 G00 X150
N18 Z29
N19 X44
N20 G34 Z-87 K6.35 F0.5;右起第3刀
N21 G00 X150
N22 Z29
N23 X44
N24 G34 Z-87 K6.4 F0.5;右起第4刀
N25 G34 X150
N26 Z29
N27 X44
N28 G34 Z-87 K6.45 F0.5;右起第5刀
N29 G00 X150
N30 Z29
N31 X44
N32 G34 Z-87 K6.5F0.5;右起第6刀
N33 G00 X150
N34 Z29
N35 X44
N36 G34 Z-87 K6.55F0.5;右起第7刀
N37 G00 X150
N38 Z29
N39 X44
N40 G34 Z-87 K6.6 F0.5;右起第8刀
N41 G00 X150
N42 Z29
N43 X44
N44 G34 Z-87 K6.65 F0.5;右起第9刀
N45 G00 X150
N46 Z29
N47 X44
N48 G34 Z-87 K6.7 F0.5;右起第10刀
N49 G00 X150
N50 Z29
N51 X44
N52 G34 Z-87 6.75 F0.5;最后1刀
N53 G00 X150
N54 X200 Z100 M05
N55 M02
PP305.MPF
N01 R1=6.25; R1代表起刀点A处的即面螺距
N02 G54 S500 M03
N03 T1 D1
N04 G00 X47 Z29
N05 G34 Z-87 K=R1 F0.5;右起第1刀的粗车1
N06 G00 X150
N07 Z29
N08 X45.2
N09 G34 Z-87 K=R1F0.5;右起第1刀的粗车2
N10 LABEL1:G00 X150
N11 Z29
N12 X44
N13 G34 Z-87 K=R1 F0.5;右起第1~11刀
N14 R1=R1+0.05
N15 IF R1<=6.75GOTOB LABEL1
N16 G00 X150
N17 X200 Z100M05
N18 M02
图3-12所示为零件上的等牙宽变螺距螺纹的照片。

图3-12 零件上的等牙宽变螺距螺纹的照片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。