



图3-9所示为在外径ϕ50mm工件上加工一条等槽宽变螺距螺旋槽,其中图3-9a所示为零件图。槽底面宽为1.2mm,两侧圆角半径为R0.4mm,右侧圆角径向中心线在工件端面位置的即面螺距是5.75mm,主轴旋转一周时螺距增加0.5mm。这里要注意的是,左侧圆角径向中心线在工件端面位置的即面螺距不是5.75mm(小于5.75mm)。
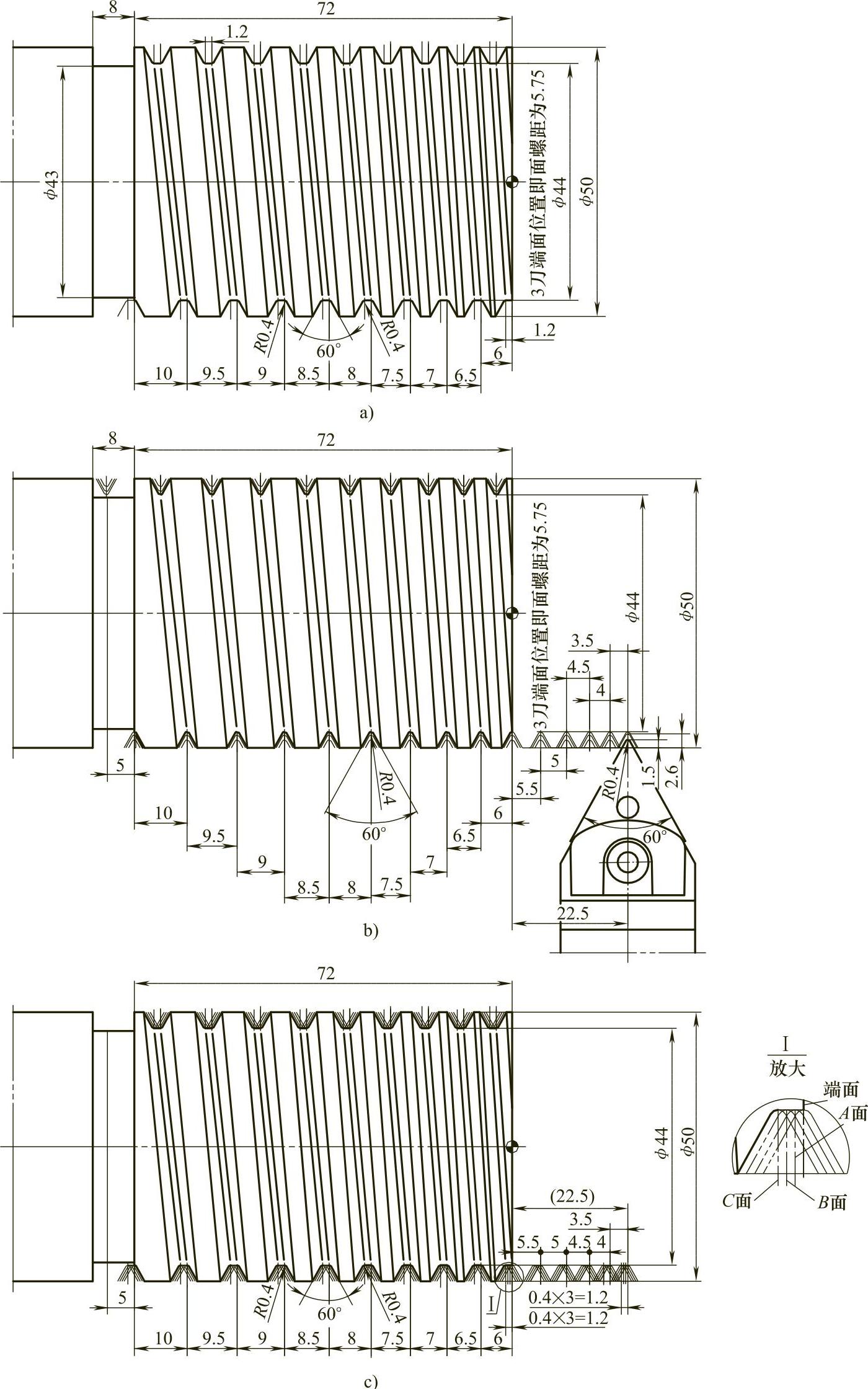
图3-9 零件上的等槽宽变螺距螺纹的数控车削加工
a)有等槽宽变螺距螺纹的零件 b)先径向切3刀c)再轴向加切3刀
这里用装三角形刀片的对称车刀来车削,刀片的刀尖圆弧半径为R0.4mm,采用径向3刀和轴向3刀共6刀车成。
图3-9b所示为径向3刀的编程用图,升速段δ1取22.5mm,那么起点处的即面螺距为3.25mm。编写的径向3刀程序段见适用于发那科系统的O303加工程序中的N01~N14段。
O303;
N01 G54 T010 1S500 M03;
N02 G00 X47 Z22.5;
N03 G34 Z-77 F3.25 K0.5; (径向第1刀)
N04 G00 X150;
N05 Z22.5;
N06 X44.8;
N07 G34 Z-77 F3.25 K0.5; (径向第2刀)
N08 G00 X150;
N09 Z22.5;
N10 X44;
N11 G34 Z-77 F3.25 K0.5; (径向第3刀)
N12 G00 X150;
N13 Z22.1;
N14 X44;
N15 G34 Z-77 F3.25 K0.5; (轴向第1刀)
N16 G00 X150;
N17 Z21.7;
N18 X44;
N19 G34Z-77F3.25K0.5;(轴向第2刀)
N20 G00X150;
N21 Z21.3;
N22 X44;
N23 G34 Z-77 F3.25 K0.5; (轴向第3刀)
N24 G00 X150;
N25 X200 Z100 M05;
N26 M30;
图3-9c所示为轴向3刀的编程用图,每刀轴向间隔为0.4mm。轴向第1刀在图中A面位置的即面螺距、第2刀在B面位置上的即面螺距及第3刀在C面位置的即面螺距均为5.75mm。编程时,这3刀的升速段δ1分别取22.1mm、21.7mm和21.3mm较方便(δ1都用22.5mm也可以,但计算麻烦)。编写的轴向3刀程序段见O303加工程序中的N15~N23段。应注意的是,只有轴向3刀在升速段δ1分别取22.1mm、21.7mm和21.3mm的前提下,N15段、N19段和N23段的F值才能都指令为3.25。(https://www.xing528.com)
加工该等宽变螺距螺纹的西门子系统PP303.MPF程序如下:
PP303.MPF
N01 G54 S500 M03
N02 T1 D1
N03 G00 X47 Z22.5
N04 G34 Z-77 K3.25 F0.5;径向第1刀
N05 G00 X150
N06 Z22.5
N07 X44.8
N08 G34 Z-77 K3.25 F0.5;径向第2刀
N09 G00 X150
N10 Z22.5
N11 X44
N12 G34 Z-77 K3.25 F0.5;径向第3刀
N13 G00 X150
N14 Z22.1
N15 X44
N16 G34Z-77 K3.25 F0.5;轴向加第1刀
N17 G00 X150
N18 Z21.7
N19 X44
N20 G34Z-77K3.25F0.5;轴向加第2刀
N21 G00X150
N22 Z21.3
N23 X44
N24 G34 Z-77 K3.25F0.5;轴向加第3刀
N25 G00 X150
N26 X200 Z100 M05
N27 M02
图3-10所示为零件上的等槽宽变螺距螺纹的照片。
图3-10 零件上的等槽宽变螺距螺纹的照片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。