



车削多线螺纹有两种方法。一种是先通过粗、精车把第一条线车成,再通过粗、精车把第二条线车成……直到把最后一条线车完,如图3-7a所示M72×Ph9P3的三线螺纹车削方法。另一种方法是均匀车削各线,即粗、精车的每一刀都按一、二、三…的顺序车削,如图3-7b所示。车螺纹时粗、精车用同一把刀。由于刃口在车削过程中有磨损,所以用第二种方法比用第一种方法对各线精度的一致性有利。
上述两种方法都可以分为从不同起点车削各线和从同一起点车削各线,如图3-8所示。如果升速段和降速段取得足够长,那么从不同起点车削各线和从同一起点车削各线的效果基本一样。当然,其程序是不一样的。下面以车M72×Ph9P3外螺纹为例介绍3个程序。牙高取1.8mm,粗车分5刀,精车余量取0.05mm,粗车沿牙侧面进给,等截面积切削。
从不同起点车削、依次车削三线螺纹(即用第一种方法)的发那科系统用的O301加工程序如下:
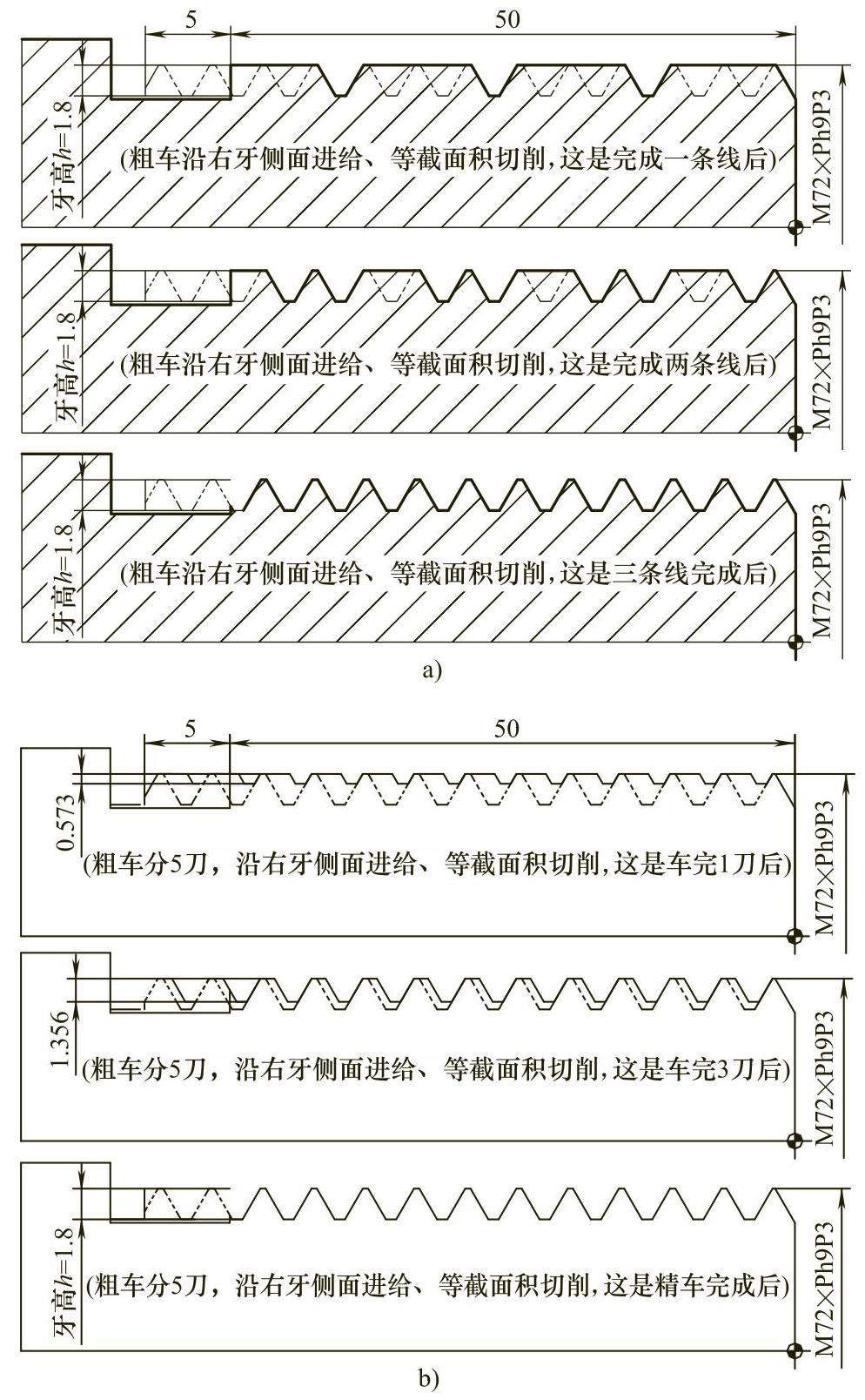
图3-7 分5刀粗车M72×Ph9P3三线螺纹的两种方法
a)先车第一线再车第二线最后车第三线 b)三条线匀着车
O301;
N09 G54 S300M03;
N10 G00 X150 Z100 T0101;
N11 Z20;
N12 G76 P010060 Q0 R0.05;
N13 G76 X68.4 Z-55 P1800 Q783 F9;
N14 G00 Z23;
N15 G76 P010060 Q0 R0.05;
N16 G76 X68.4 Z-55 P1800 Q783 F9;
N17 G00 Z26;
N18 G76 P1010060 Q0 R0.05;
N19 G76 X68.4 Z-55 P1800 Q783 F9;
N20 G00 X150 Z100 M05;
N21 M30;
从同一起点车削、依次车削三线螺纹(即用第一种方法)的西门子808系统和828系统用的PP301.MPF加工程序如下:
PP301.MPF
N01 R1=3; R1代表螺纹的线数
N02 R2=0;R2代表位移角度值
N03 G54 S300 M03
N04 T1 D1
N05 G00 X150 Z100
N06 LABE L1:G00X 150 Z20
N07 CYCLE99(0,72,-50,72,20,5,1.8,0.05,30,R2,5,1,9,300103,R1,0,0,0,0,0,0,0,0,1,,,,0)
N08 R2=R2+360/R1
N09 IF R2<360 GOTOB LABEL1
N10 G00 X150 Z100 M05
N11 M02
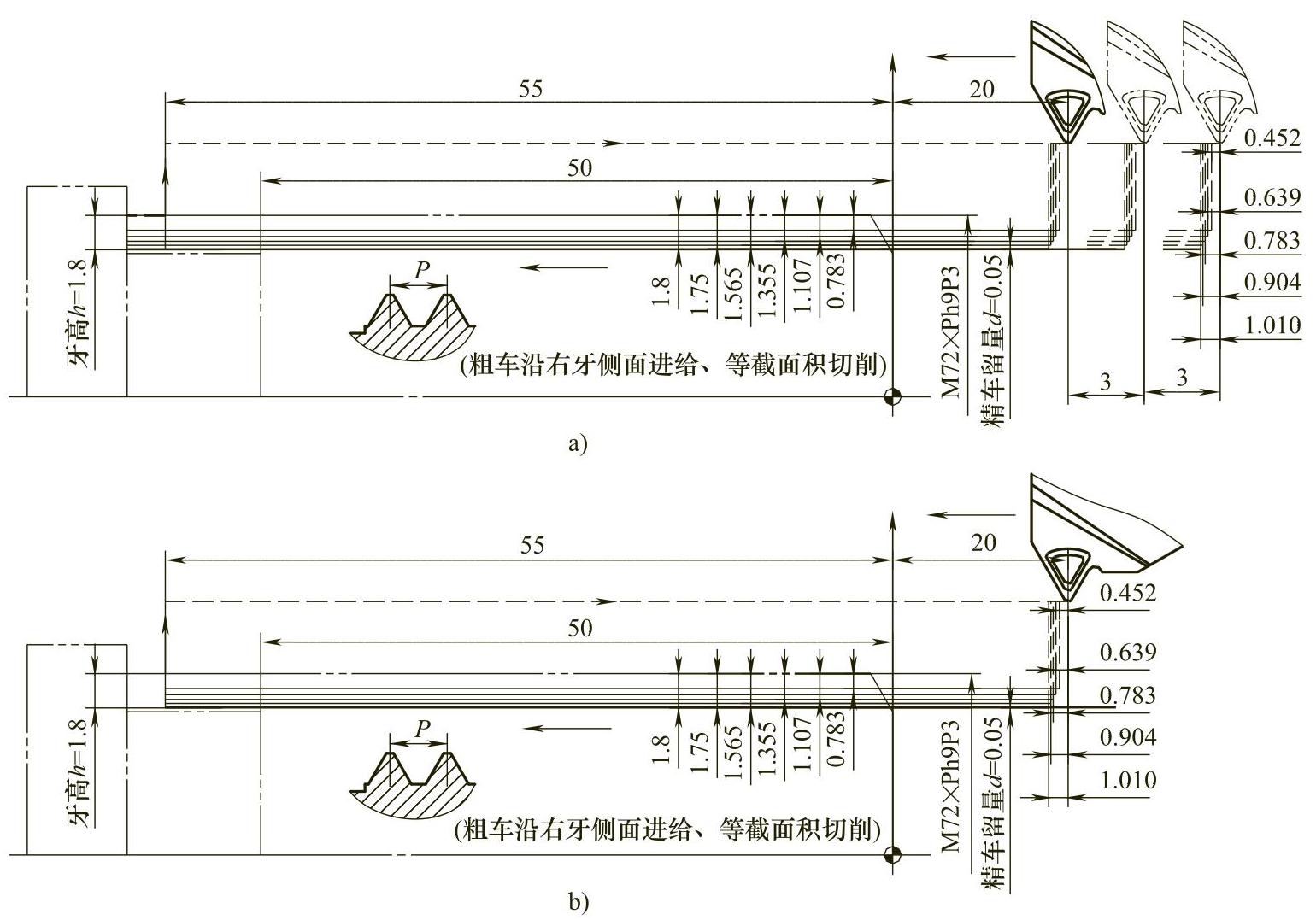
图3-8 分5刀粗车M72×Ph9P3三线螺纹
a)从不同的起点车三条线 b)从同一个起点车三条线
从同一起点车、均匀车削三线螺纹(即用第二种方法)的发那科系统用的O302加工序程序如下:
O302;(https://www.xing528.com)
N07 G54 S300 M03;
N08 G00 X150 Z100 T0101;
N09 #1=3; (#1代表螺纹的线数)
N10 G00 X150 Z20;
N11 #2=0; (#2代表位移角度值)
N12 G00 X150 Z19.548; (20-0.452)
N13 G92 X70.434 Z-55 F9 Q#2; (72-0.783×2)
N14 #2=#2+360000/#1;
N15 IF [#2LT360000] GOTO12;
N16 #2=0;
N17 G00 Z19.361; (20-0.639)
N18 G92 X69.786 Z-55 F9 Q#2; (72-1.107×2)
N19 #2=#2+360000/#1;
N20 IF [#2LT360000]GOTO17;
N21 #2=0;
N22 G00 Z19.217; (20-0.783)
N23 G92 X69.288 Z-55 F9 Q#2; (72-1.356×2)
N24 #2=#2+360000/#1;
N25 IF [#2LT 360000]GOTO22;
N26 #2=0;
N27 G00 Z19.096; (20-0.904)
N28 G92 X68.87 Z-55 F9 Q#2; (72-1.565×2)
N29 #2=#2+360000/#1;
N30 IF[#2LT360000]GOTO27;
N31 #2=0;
N32 G00 Z18.99; (20-1.010)
N33 G92 X68.5 Z-55 F9 Q#2; (72-1.75×2)
N34 #2=#2+360000/#1;
N35 IF[#2LT360000]GOTO32;
N36 #2=0;
N37 G92 X68.4 Z-55 F9 Q#2; (72-1.8×2)
N38 #2=#2+360000/#1;
N39 IF[#2LT360000]GOTO37;
N40 G00 X150 Z100 M05;
N41 M30;
显然,采用均匀车削多线螺纹的方法在编程时要麻烦一些,但用这种方法对多线螺纹的加工精度有利,所以还是值得采用的,尤其在批量加工时更是如此。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。