



①用装定螺距刀片的左手螺纹车刀从左向右车削(见图3-5a)。
如果所用数控车床上配的是四方刀架,也可以用装定螺距刀片的左手螺纹车刀从左向右车。采用这种方法的条件是螺纹的左端要有较大的空间。如果所用数控车床上配的是多工位刀架,就不推荐使用这种方法加工。
②用装定螺距刀片的左手螺纹车刀从右向左车削(见图3-5b)。
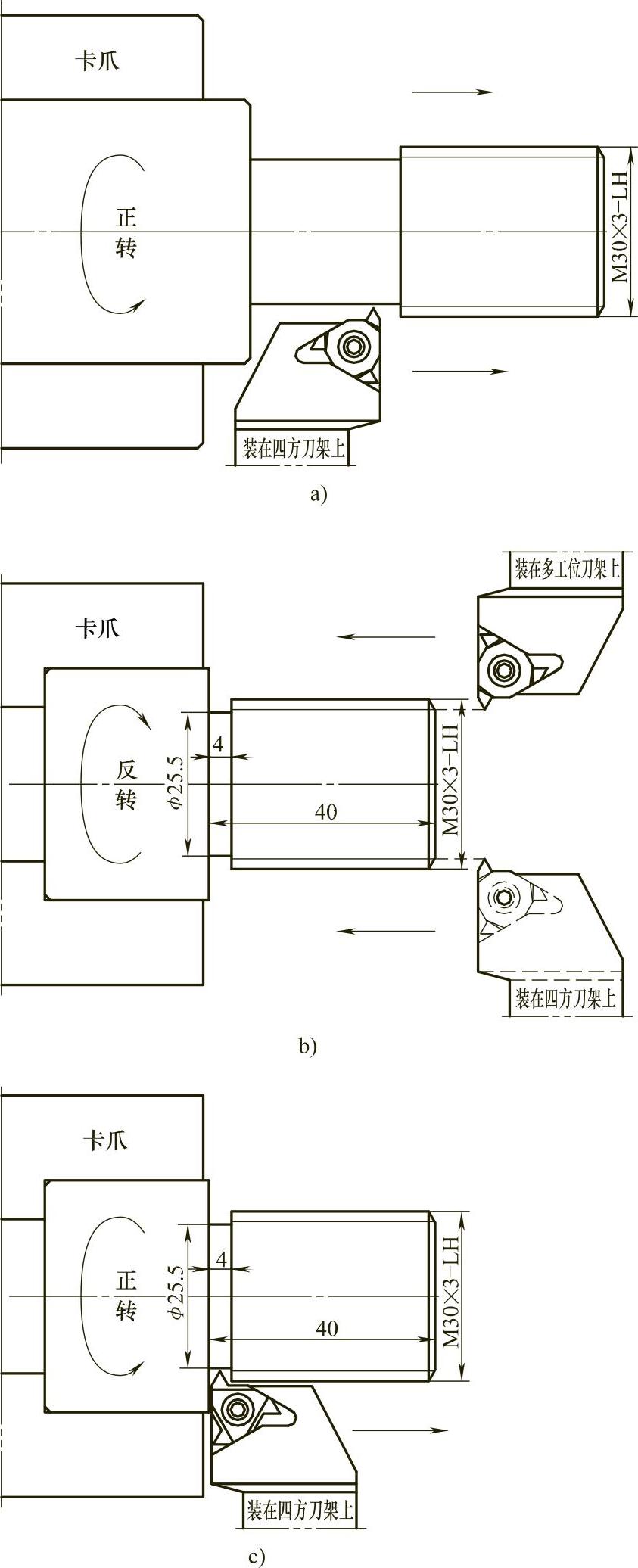
图3-5 左旋螺纹的车削加工
a)用装定螺距刀片的左手螺纹车刀从左向右车削左旋螺纹 b)用装定螺距刀片的左手螺纹车刀从右向左车削左旋螺纹 c)用装泛螺距刀片的右手螺纹车刀从左向右车削左旋螺纹
无论所用数控车床上配的是四方刀架还是多工位刀架,都推荐使用这种方法来加工。在绝大多数多工位刀架上,外圆车刀既可以正装也可以反装,所以如图3-5b所示装刀没问题。而在四方刀架上,普通左手螺纹车刀如图3-5b所示趴着装后,刀尖高无法抬高到对准工件回转中心,所以应采用Z形外螺纹车刀(见图3-6a)。这种Z形外螺纹车刀可以采购,也可以自制。自制的方法和步骤如图3-6b所示。左旋螺纹采用从右向左走刀加工的优点是不言而喻的。(https://www.xing528.com)
③用装泛螺距刀片的右手螺纹车刀从左向右车削(见图3-5c)。
如果所用的数控车床上配的是四方刀架,又没有Z形螺纹车刀,那么也可以采用此方法来车削左旋螺纹。注意这里的标准刀片只能用泛螺距刀片。当然也可以采用手工刃磨的螺纹车刀。在图3-5b所示螺纹左端空间不大的场合,无论用标准螺纹车刀还是手工刃磨刀来加工,都存在一个问题——升速段偏短。这会影响螺纹左端部分的螺距精度。这也是应尽量少用这种方法的原因。
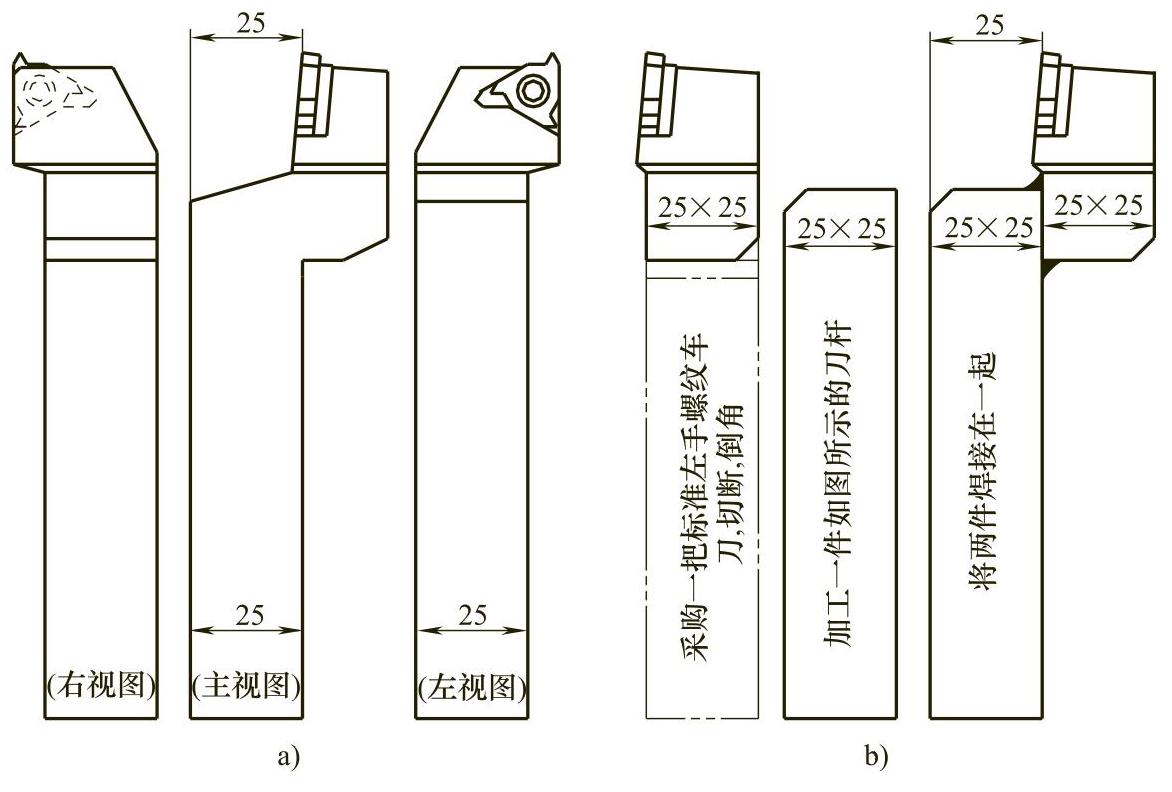
图3-6 用于四方刀架上车削左旋螺纹的Z形车刀
a)采购的标准Z形螺纹车刀 b)自制Z形螺纹车刀的3个步骤
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。