



在粗车时也应采用等截面积切削和沿牙侧面(或沿修正牙侧面)进给。手工编程时优先使用复合循环指令编程,也可采用自动编程。
国内外较常用的60°密封管螺纹(即NPT螺纹)的牙比普通螺纹要尖得多。车NPT螺纹时常犯的错误是车出的牙不够尖,从而影响密封效果。在使用NPT标准刀片时,既要保证牙顶宽度(标准就很小)合适,又不能使螺纹车刀的负荷太大,这就要求保证螺纹坯径的精度。
由于坯径有1∶16的锥度,所以用常规量具进行在机测量很不方便。在批量生产时,可制作图3-2所示的简易检具来进行坯径的在机检验。内外圆锥管螺纹(不仅是NPT螺纹)
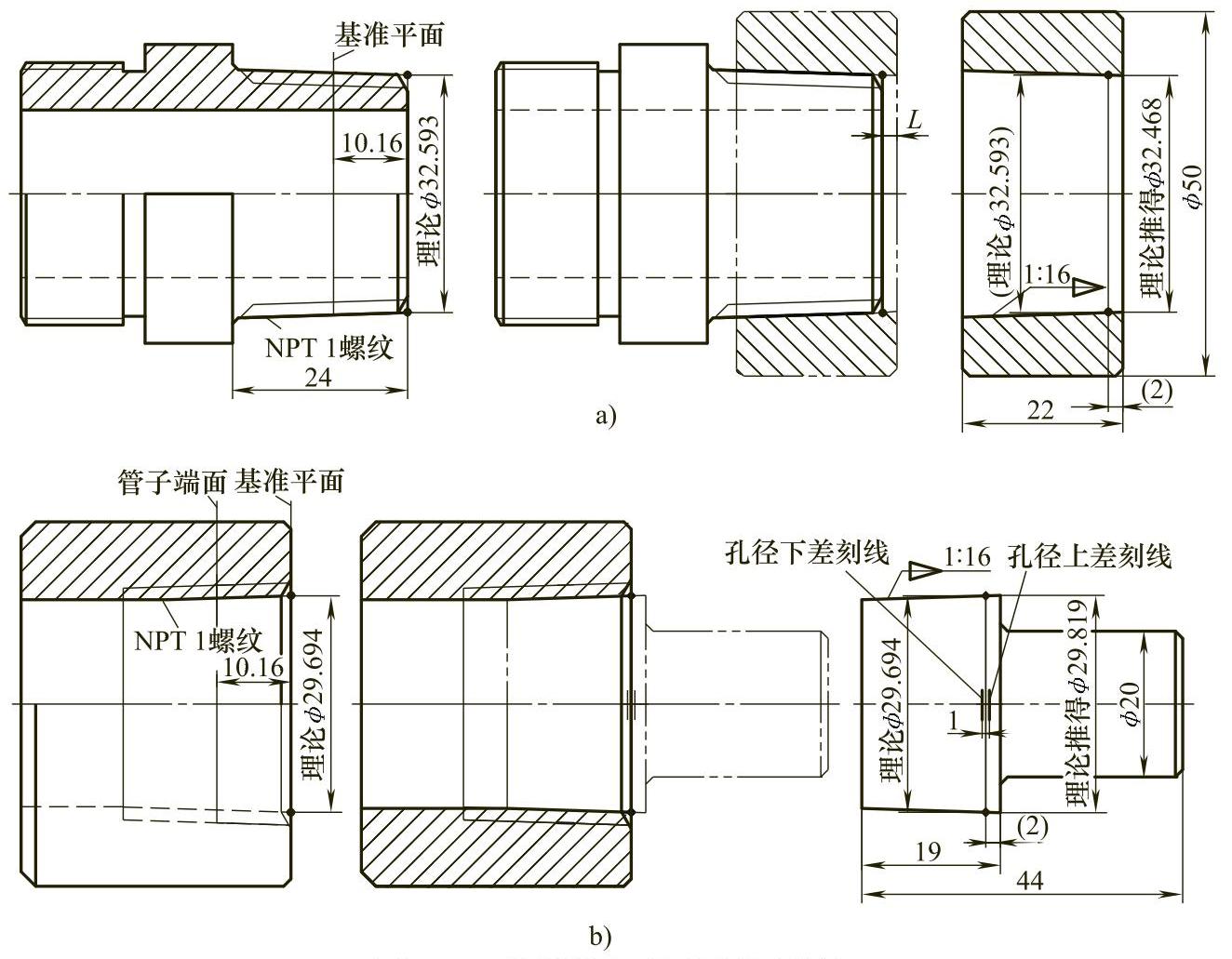
图3-2 锥螺纹坯径的保证措施
a)内锥螺纹坯径的保证措施 b)外锥螺纹坯径的保证措施
坯径检具的锥度都是1∶16,内圆锥管螺纹坯径检具的大外径和外圆锥管螺纹坯径检具的小内径的理论推算值只作为制作时参考。实际制作的检具的此直径值可略大或略小(此值不必精确计量出来),只要锥度准确就可以。内圆锥管螺纹坯径检具上的两条刻线的位置是首件(螺纹)试切时确定的。确定孔径下差刻线的原则是定螺距刀片的刃底正好切到孔表面。作者所用检具的上差刻线距离下差刻线1mm,此时的公差带为0.0625mm,读者使用时可根据具体情况缩放公差带,即缩放上差刻线与下差刻线之间的距离。检验时以工件外端面不超过这两条刻线为合格。外圆锥管螺纹坯径检具上不用刻线。用它进行检验时,用深度千分尺测量工件端面与检具外端面的距离L。通过首件(螺纹)试切确定最小距离Lmin。作者选用的最大距离Lmax是在最小距离的基础上加1mm,此时的公差带也为0.0625mm,读者使用时也可以根据具体情况缩放公差带的宽度。
若要用普通米制标准螺纹刀片来车削NPT锥螺纹,则不能用定螺距刀片,而应使用泛螺距刀片。例如在车图3-3中的尺寸代号为1NPT外锥螺纹(螺距2.209mm)时,不能用螺距为2.5mm的定螺距刀片,而应使用1.5~3mm的泛螺距刀片,因为定螺距刀片的刃尖不够尖。
用泛螺距普通米制螺纹刀片或用人工刃磨的螺纹车刀来车NPT锥螺纹时,为了既保证螺纹牙顶宽度(牙尖)合适又不使切削刃的负荷太大,必须采取一些操作措施。以车削图3-3中的NPT 1外锥螺纹为例,这些操作措施如下:
刀架上安装一把用于车端面、倒角和车螺纹坯径的端面外圆车刀(1号刀)和一把装米制1.5~3mm泛螺距刀片的螺纹车刀或手工刃磨的螺纹车刀(2号刀),分别对刀。按图中的尺寸(其中端面上的外径是理论尺寸)编写用1号刀车端面、倒角和螺纹坯径的1号加工程序,再编写用2号刀车螺纹的2号加工程序,然后按如下顺序操作:
①把01号X向刀补值增加(如加0.5),把02号X向刀补值略多增加(加0.8),执行一遍1号程序和2号程序,这时螺纹的中径偏大、牙顶偏秃(后者可观察到)。
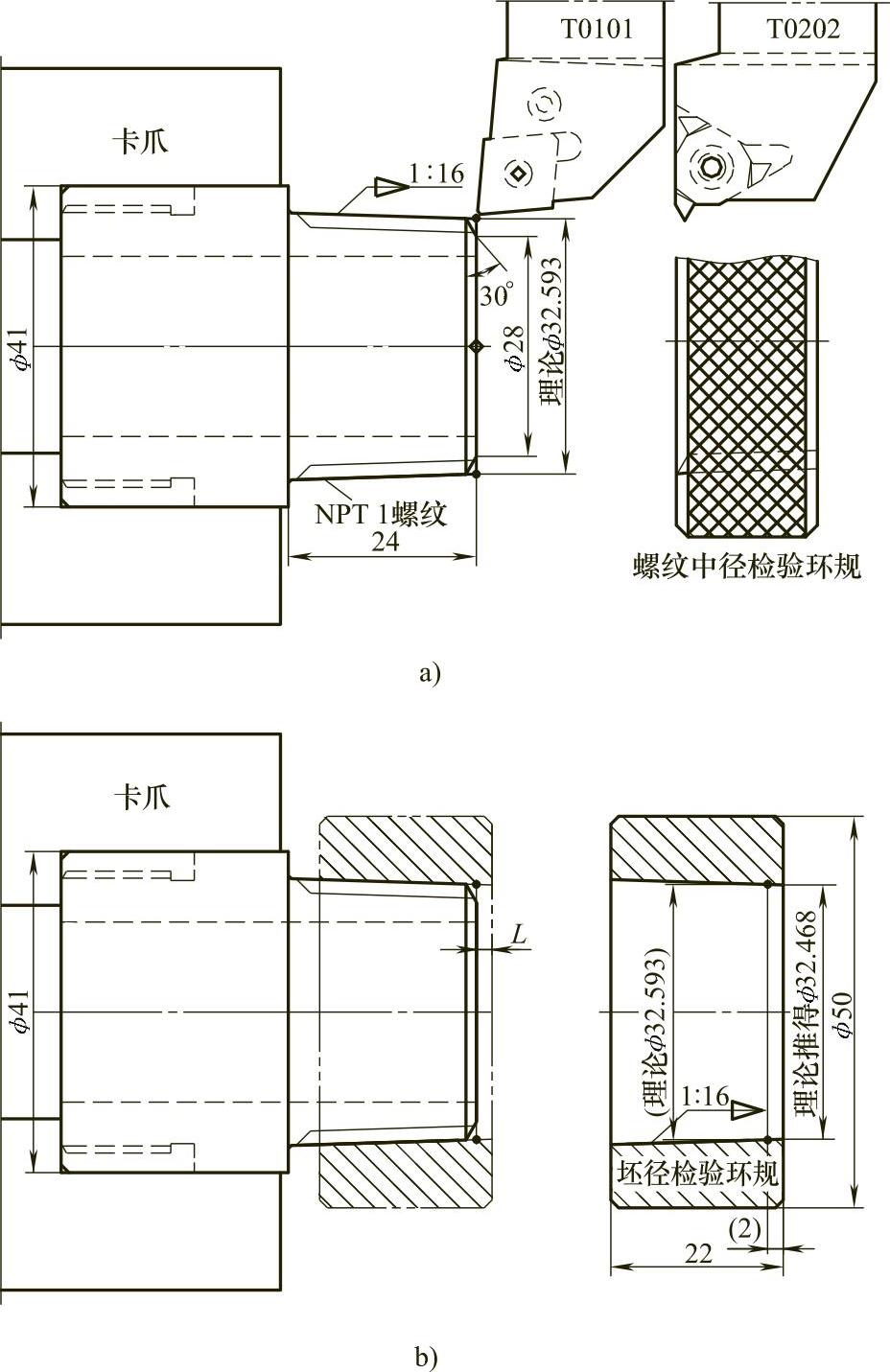
图3-3 用泛螺距普通米制螺纹刀片车削NPT 1螺纹的操作(https://www.xing528.com)
a)通过试切既保证螺纹的中径合适又保证螺纹的牙尖合适 b)再用做好的坯径检验环规测得L值
②把02号X向刀补值稍减小(如减0.15),执行一遍2号程序,观察牙顶的尖秃程度。如牙顶还是偏秃,就再进行此项操作,直到牙顶尖秃程度合适为止。
③用螺纹中径环规试拧一下。在正常情况下要么能拧进去一圈,要么一圈都拧不进去。
④根据是否能拧进去和拧进去多长,同步减小01号和02号X向刀补值(如各减去0.1),执行一遍1号程序和2号程序,再用螺纹中径环规试拧。如果拧进去的深度还不够,就再做此项操作,直到螺纹中径合适为止。
⑤用砂布除去螺纹牙顶上的毛刺。
⑥如果是单件生产,操作完上述①~⑤步就结束了。如果是批量生产,再用预先做好的坯径检验环规套上去(见图3-3b),测得深度L值。此值可作为继续生产时检验此螺纹坯径时的参考(公差带)中值的间接值。
试车首件内圆锥管螺纹和确定检验螺纹坯径和塞规的参考(公差带)中值的间接值的方法与上述相同。
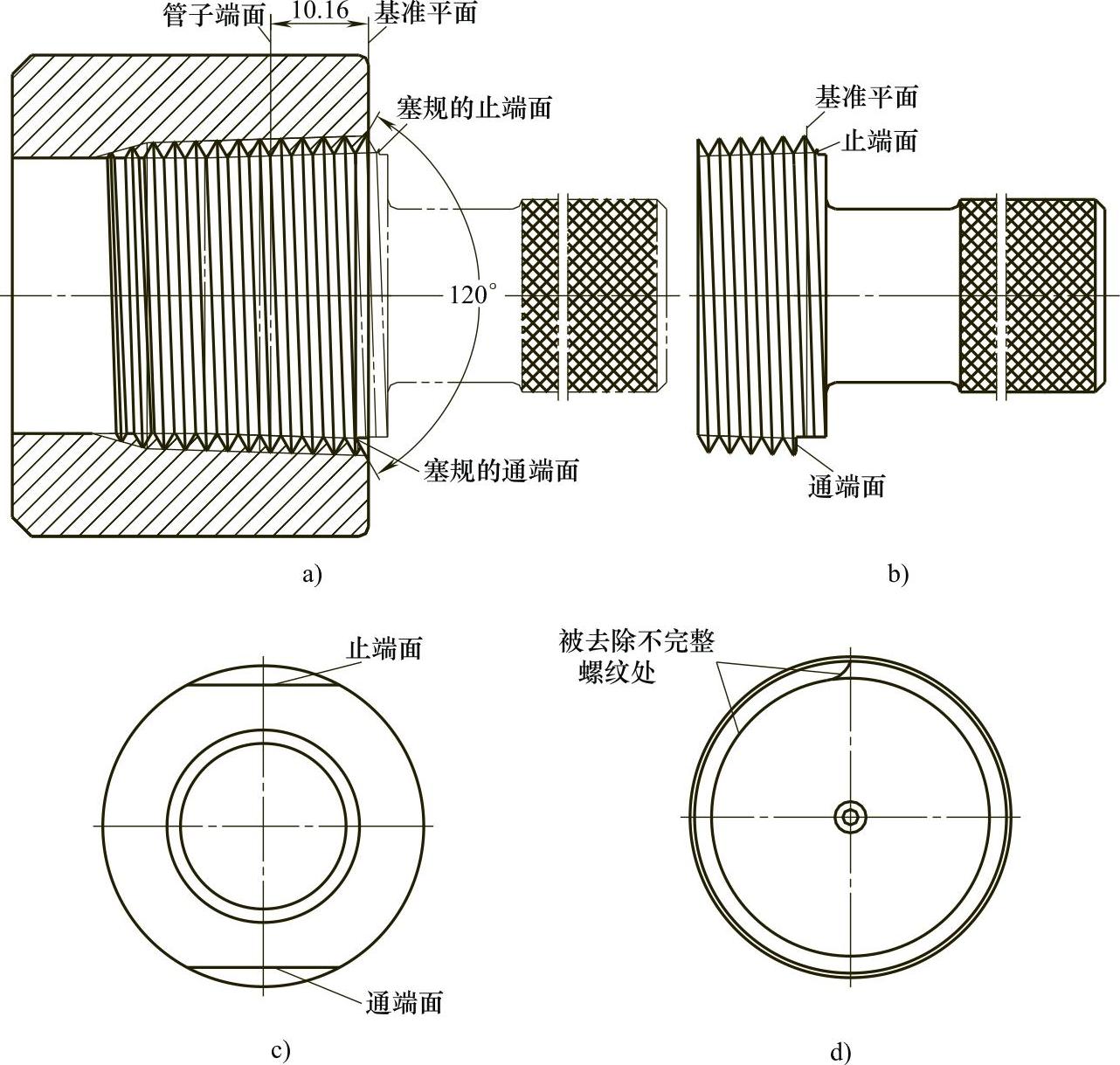
图3-4 用环规和塞规检验NPT 1锥螺纹的注意事项
a)用塞规检测NPT 1内锥螺纹 b)NPT 1内锥螺纹塞规主视图 c)NPT 1内锥螺纹塞规右视图 d)NPT 1内锥螺纹塞规左视图
还有一个用环规和塞规检验NPT 1螺纹中径的变通问题。NPT螺纹检验用的环规和塞规是按来源于ISO标准的国家标准制造的。以图3-4所示的尺寸代号为1的NPT内锥螺纹为例,通常在检验时(塞规拧进去后)工件端面位于塞规的通端面与止端面之间就为合格。其实不然,即与实际使用有矛盾。根据国家标准可知,尺寸代号为1的NPT内锥螺纹从基准平面到管子端面只有4.6圈,去掉120°倒角大约只剩4圈,而当中径下差刻线即塞规通端面与工件端面平齐的时候,只剩3.5圈左右。换句话说,在这种用塞规“检验合格”的情况下,用环规“检验合格”的管头上的外锥螺纹只能拧进去大约3.5圈。这显然不够。作者在加工和使用NPT螺纹时多次遇到这个问题。标准改不了,但可以变通。作者使用的变通办法是:把NPT内锥螺纹塞规(见图3-4)上的止端面作为实际检验时的通端面,而把通端面对止端面镜像后作为实际检验时的止端面,按此加工出的NPT锥螺纹使用时正合适。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。