



【摘要】:粗车三角形螺纹时,可以单独使用沿牙侧面进给和用等截面积切削这两个原则中的一个,但正确的选择应该是同时使用这两个原则。图2-13所示为同时使用这两个原则的示意图。如果精车留量为0.05mm,那么粗车总深h′为1.75mm。假如选定粗车用5刀,即N=5,那么第1刀的横向背吃刀量d1为第1~5刀粗车及第6刀精车的横向累计背吃刀量、横向单刀背吃刀量、纵向累计位移和纵向单刀位移数据见表2-1。
粗车三角形螺纹时,可以单独使用沿牙侧面进给和用等截面积切削这两个原则中的一个,但正确的选择应该是同时使用这两个原则。图2-13所示为同时使用这两个原则的示意图。下面介绍此时的尺寸关系。
1.横向
横向第1刀的背吃刀量d1与粗车总深h′、粗车总刀数N的关系还是用前述式(2-1),即

第n刀的累计背吃刀量dn还是用前述式(2-2),即
第n刀的单刀背吃刀量Δdn还是用前述式(2-3),即

2.纵向
某一刀的累计纵向位移Zn与横向累计背吃刀量dn的关系还是用前述式(2-4),即
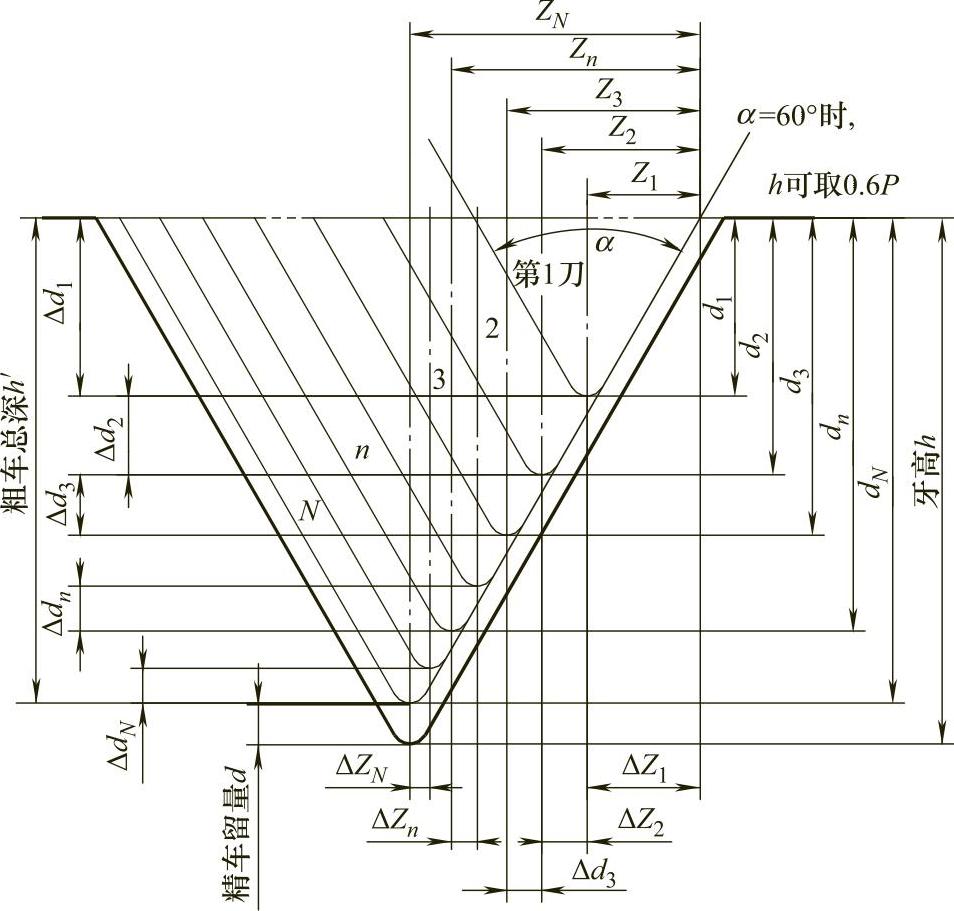
图2-13 粗车三角形螺纹时同时使用两个原则示意
Zn=dntan(α/2)(https://www.xing528.com)
某一刀的单刀纵向位移ΔZn与横向单刀背吃刀量Δdn的关系为
ΔZn=Δdntan(α/2) (2-5)
【例2】车M24普通内螺纹或外螺纹,螺距为3mm,牙高h取螺距的0.6倍,为1.8mm。如果精车留量为0.05mm,那么粗车总深h′为1.75mm。
首先根据工艺需要确定粗车刀(次)数。假如选定粗车用5刀,即N=5,那么第1刀的横向背吃刀量d1为

第1~5刀粗车及第6刀精车的横向累计背吃刀量、横向单刀背吃刀量、纵向累计位移和纵向单刀位移数据见表2-1。
表2-1 M24螺纹精车留量取0.05mm、粗车分5刀车的数据
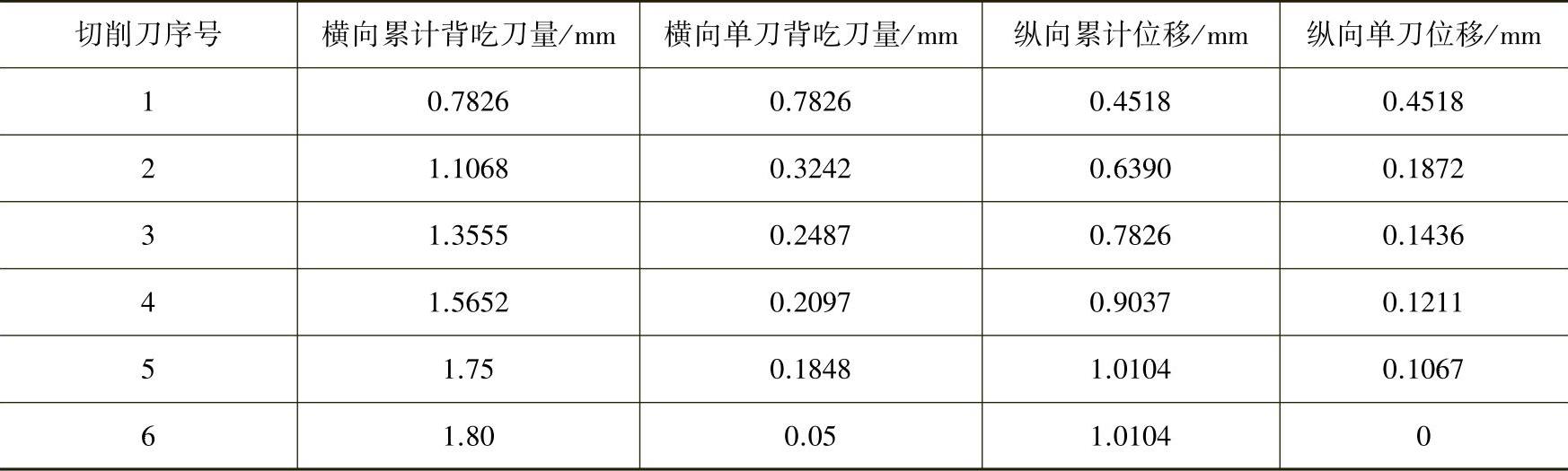
这些数据的位置如图2-14所示。编程时这四组数据一般不需要全用,有时用第1、3组数据,有时用第2、4组数据。
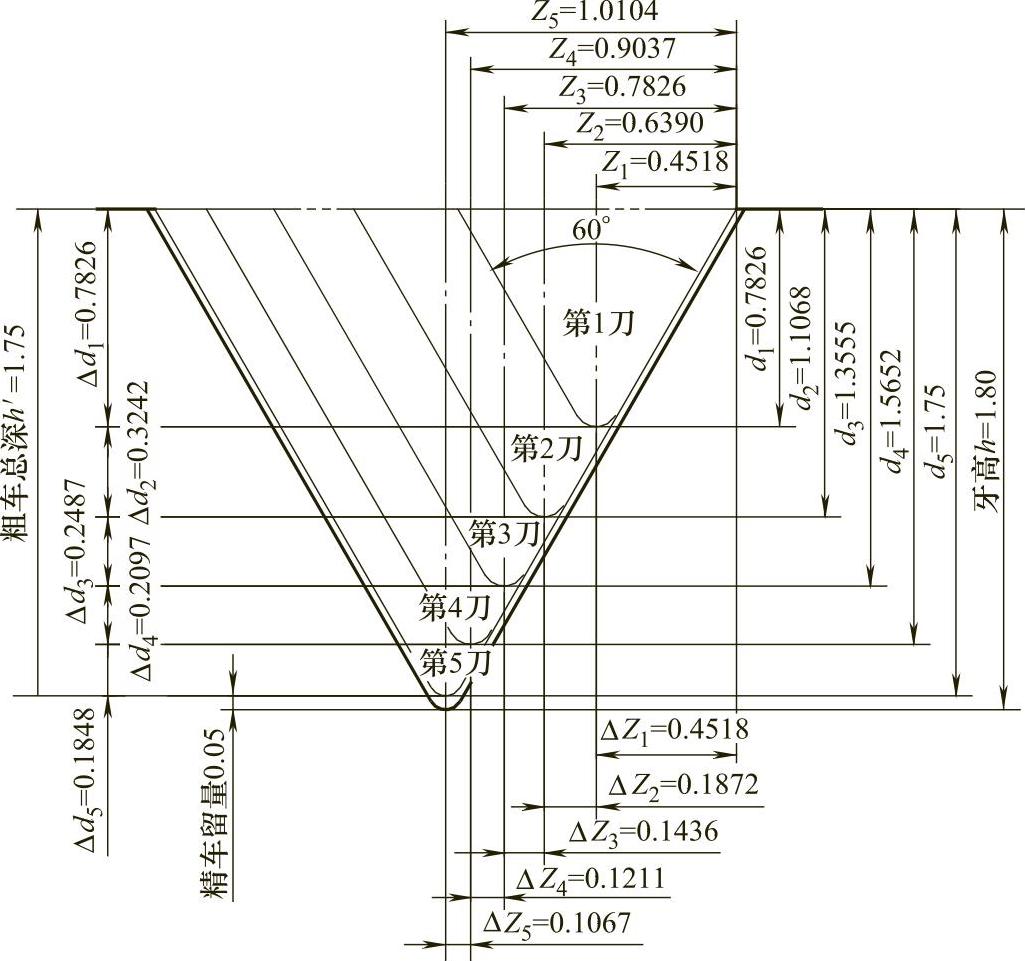
图2-14 分5刀粗车M24螺纹时沿牙侧面用等截面积切削的尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。