



1.进给方向
三角形螺纹刀片的刀尖刃口由三部分组成:切根(圆弧)刃、前侧刃和后侧刃。粗车三角形螺纹常用的进给方式有四种:垂直进给、沿右牙侧面进给、沿左牙侧面进给和左右交叉进给,分别如图2-11a、b、c、d所示。采用第一种进给方式时,每一刀刃口的三部分都参加切削,对刀尖很不利。采用第二、三种进给方式时,只有在第1刀时刀尖刃口的三部分都参加切削,之后各刀切削中只有切根刃和一个侧刃参加切削,可减少崩刃的可能。显然,在正向即从右向左走刀时采用第二种方式,而反向走刀时用第三种方式。采用第四种方式可使刀尖的左、右侧刃磨损趋于平均。
粗车三角形螺纹还有一种(第五种)进刀方式,即沿修正牙侧面进给,如图2-11f所示。大量试切表明,沿修正牙侧面进给比严格沿牙侧面进给对螺纹质量和刀片寿命都有利。所谓“修正牙侧面”,是指进给方向与螺纹轴线垂直面的夹角比牙型半角略小,或者说进给方向与牙侧面之间有一个小夹角。试验表明,这个小夹角以3°~5°为宜。作者在加工三角形螺纹时采用了图2-11f中的角度,即夹角为3.43495°。取这个带小数点的角度,是因为牙型半角30°减去此小夹角后为26.56505°,而这个角度的正切值正好是0.5。
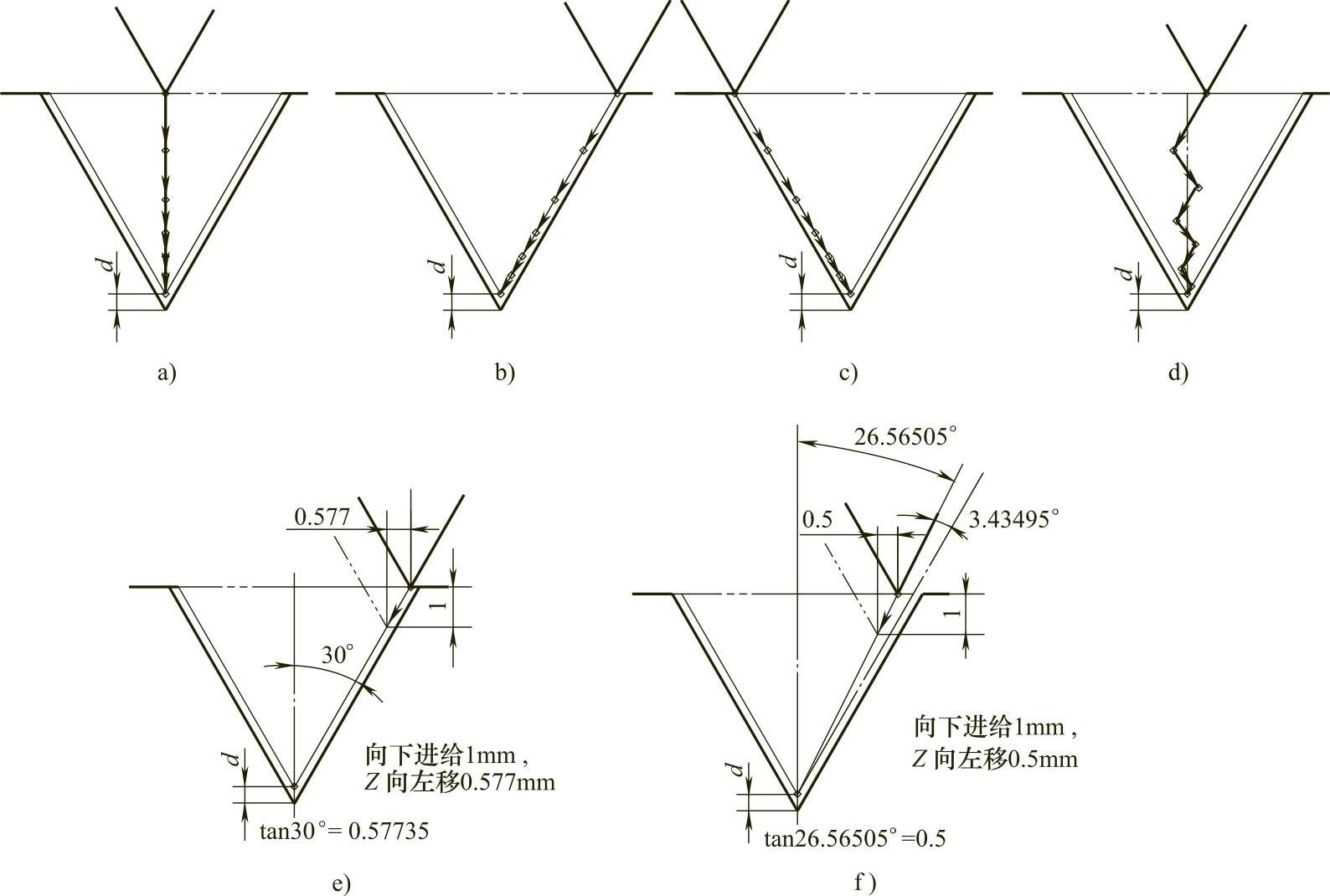
图2-11 粗车三角形螺纹时的进给方向和尺寸关系
a)垂直进给 b)沿右牙侧面进给 c)沿左牙侧面进给 d)左右交叉进给 e)严格沿牙侧面进刀的尺寸关系 f)沿修正牙侧面进刀的尺寸关系
2.沿牙侧面进给和沿修正牙侧面进给的关系
图2-12所示为沿右牙侧面进给示意。从图中可以看出,同一刀累计背吃刀量dn与纵向累计位移Zn的关系为
Zn=dntan(α/2) (2-4)
式中,α为牙型角,当牙型角用为60°时,有
Zn=0.57735dn
如果某一刀的累计背吃刀量是1mm,那么刀具同时应向负Z方向移动约0.577mm。(https://www.xing528.com)
从理论上说,采用沿右牙侧面进给方式时刀尖的后侧刃不参加切削(不出切屑)。
粗车牙型角为60°的普通螺纹,选择沿修正牙侧面进给时,如果取图2-11f中所示的修正角度值,那么同一刀纵向累计位移Zn与累计背吃刀量dn的关系为
Zn=0.5dn
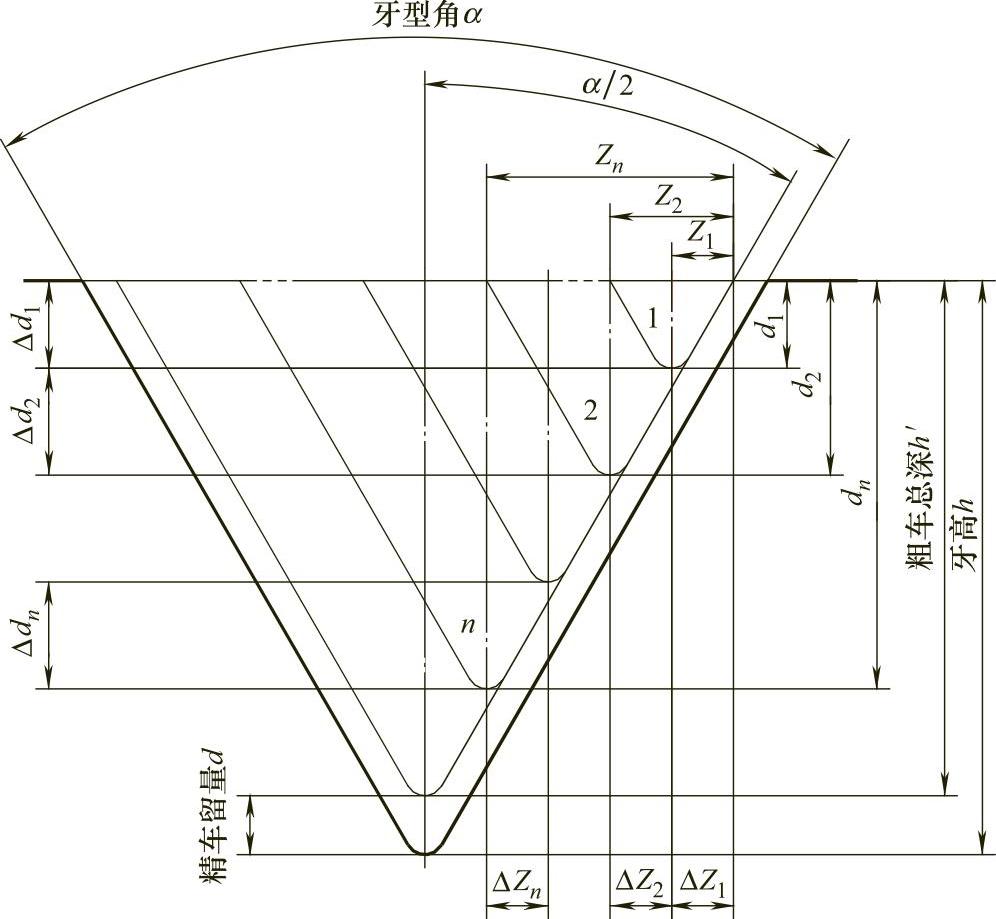
图2-12 粗车三角形螺纹时沿右牙侧面进给示意
如果某一刀的累计背吃刀量是1mm,那么刀具同时应向负Z方向移动0.5mm。
不用担心沿26.56505°进刀切出的牙型不是60°,因为这种刀片前、后侧刃的夹角是60°。采用沿修正右牙侧面进给方式切削时,刀尖的后侧刃也出少许切屑。
当牙型角为55°,且严格沿牙侧面进给时,同一刀纵向累计位移Zn与累计背吃刀量dn的关系为
Zn=0.52057dn
如果取Zn=0.45dn,那么此时进给方向比半牙型角小3.27°,即修正3.27°。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。