



所谓泛螺距刀片,是指可用于车削多种螺距螺纹的刀片。这种刀片的刃口部分只有前、后侧刃和切根刃,没有修顶刃。由于其刃口呈V形,所以也称V形螺纹刀片。

图2-1 内、外定螺距刀片的刃口及用其车螺纹最后一刀的示意图
a)3mm定螺距外螺纹刀片刃口放大图 b)3mm定螺距内螺纹刀片刃口放大图 c)用定螺距刀片车外螺纹最后一刀示意图 d)用定螺距刀片车内螺纹最后一刀示意图
这里用一种泛螺距刀片来说明这类刀片的使用情况。图2-2a、b所示为某国际著名品牌:一种可车1.5~3mm螺距普通螺纹的泛螺距刀片(刃口是按比例画的)。3mm螺距螺纹的牙底要比1.5mm螺距螺纹的牙底宽一倍。由于螺纹的牙底不允许太浅,所以这种泛螺纹刀片的切根刃只能按1.5mm螺距螺纹的牙底来设计和制造,从而造成该刀片在使用时出现下列三种情况。第一种情况是用它车削1.5mm螺距的螺纹,如图2-2c、d所示。这时切出的牙底是符合设计牙型的,只是牙顶两侧没有倒角(在顶部可能会有毛刺);第二种情况是用它车削3mm螺距的螺纹,如图2-2e、f所示。这时切出的牙底要比设计牙型的牙底深(多出的部分见图中涂黑部分),且牙顶两侧也没有倒角。尽管牙底深不影响配合,但会影响螺纹的强度,也容易在牙根处出现应力集中。第三种情况是用它车削1.75mm、2mm、2.5mm这三种螺距的螺纹,这时的情况介于第一、二种情况之间(未画图)。各厂家生产的泛螺距刀片对应的螺距分档不尽相同。
泛螺距刀片只适用于车削对强度没有特别要求的螺纹和用于学员实训中。在车削批量产品上的螺纹时不应选用泛螺距刀片,在车削重要用途的螺纹和精密螺纹时,不能使用这种泛螺距刀片。(https://www.xing528.com)
如图2-3所示,左上和右上分别是进口某品牌1.5mm螺距规格的右手外、内螺纹刀片,左下和右下分别是国产1.5~3mm螺距规格的右手外、内螺纹刀片。
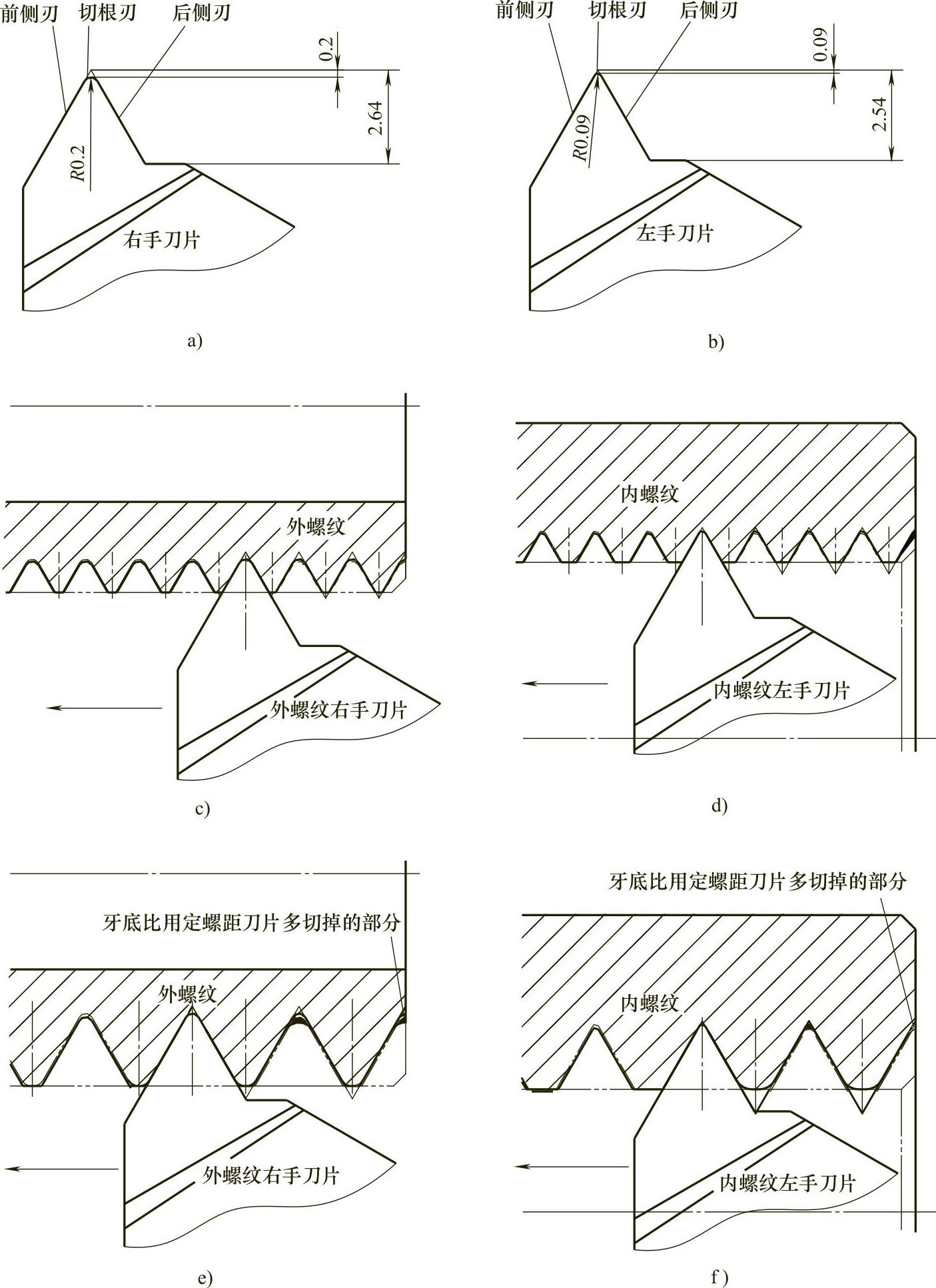
图2-2 内、外泛螺距刀片的刃口及用其车螺纹最后一刀的示意图
a)1.5~3mm泛螺距外螺纹刀片刃口放大图 b)1.5~3mm泛螺距内螺纹刀片刃口放大图 c)用1.5~3mm螺距刀片车削1.5mm螺距外螺纹最后一刀示意图 d)用1.5~3mm螺距刀片车削1.5mm螺距内螺纹最后一刀示意图 e)用1.5~3mm螺距刀片车削3mm螺距外螺纹最后一刀示意图 f)用1.5~3mm螺距刀片车削3mm螺距内螺纹最后一刀示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。