



在修换前检查时,对磨损零件作出修复或更换的决定,是一项很重要、很细致的工作。
不该修换的零件进行了修换会造成浪费;该修换的零件不修换,会影响叉车的使用性能,不能保证修理质量。如果有较完善的检测手段或已经掌握了经过筛选整理的大量数据,就能比较准确地判断零件可否继续使用,是否应该采取更换或者修复的补偿措施。因此,为各种零件确定一个磨损极限标准作为判断是否应该修换的依据,便是一项十分重要的事情。不过决定零件是否应该修换,不能单以零件的尺寸精度、表面粗糙度或几何误差为依据,还必须考虑零件的磨损程度对叉车整体性能的影响。
1)一般零件其磨损程度虽已超过公差,但未超过次一级配合公差的,可以继续使用。
2)对完成预定使用功能的影响。零件因磨损而不能完成预定使用功能,如离合器丧失传递动力的作用,液压件达不到预定的压力,凸轮配气系统不能保持预定的运动规律,出现以上情况时,就必须更换或修复。
3)对性能和操作机构的影响。有些零件在磨损之后,虽然还能完成使用功能,但降低了性能,如传动齿轮发生磨损后仍能传递预定的转矩和速度,但是因间隙过大、噪声增高、效率降低,使传递的平稳性遭到破坏,就必须根据磨损程度来决定修复或更换。
4)对效率的影响。当零件磨损时,会导致效率的降低。如气缸等零件发生磨损,会影响发动机的效率,应根据磨损的具体情况来决定是否对某些零件进行修换。
5)零件修复方法的经济性。在保证修理质量的前提下,修理费用与修后使用寿命的比值,要低于换后新零件的制造(或外购)费用与换后新零件使用寿命的比值,即
式中,S修为修复零件所需的全部费用;S新为更换新件的制造(或外购)费用;T修为修复的零件的使用寿命;T新为新零件的使用寿命。
6)根据在修理中,以是否具有修复磨损零件的工艺技术能力和条件来决定修复或更换。
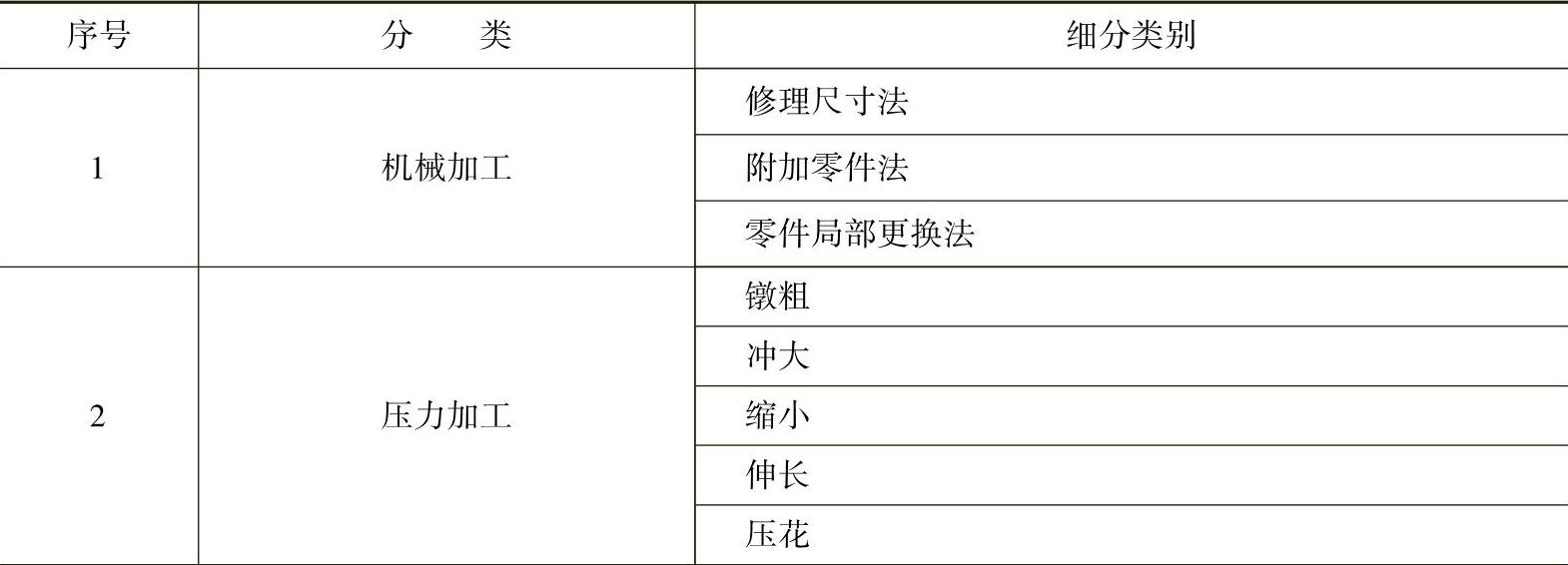
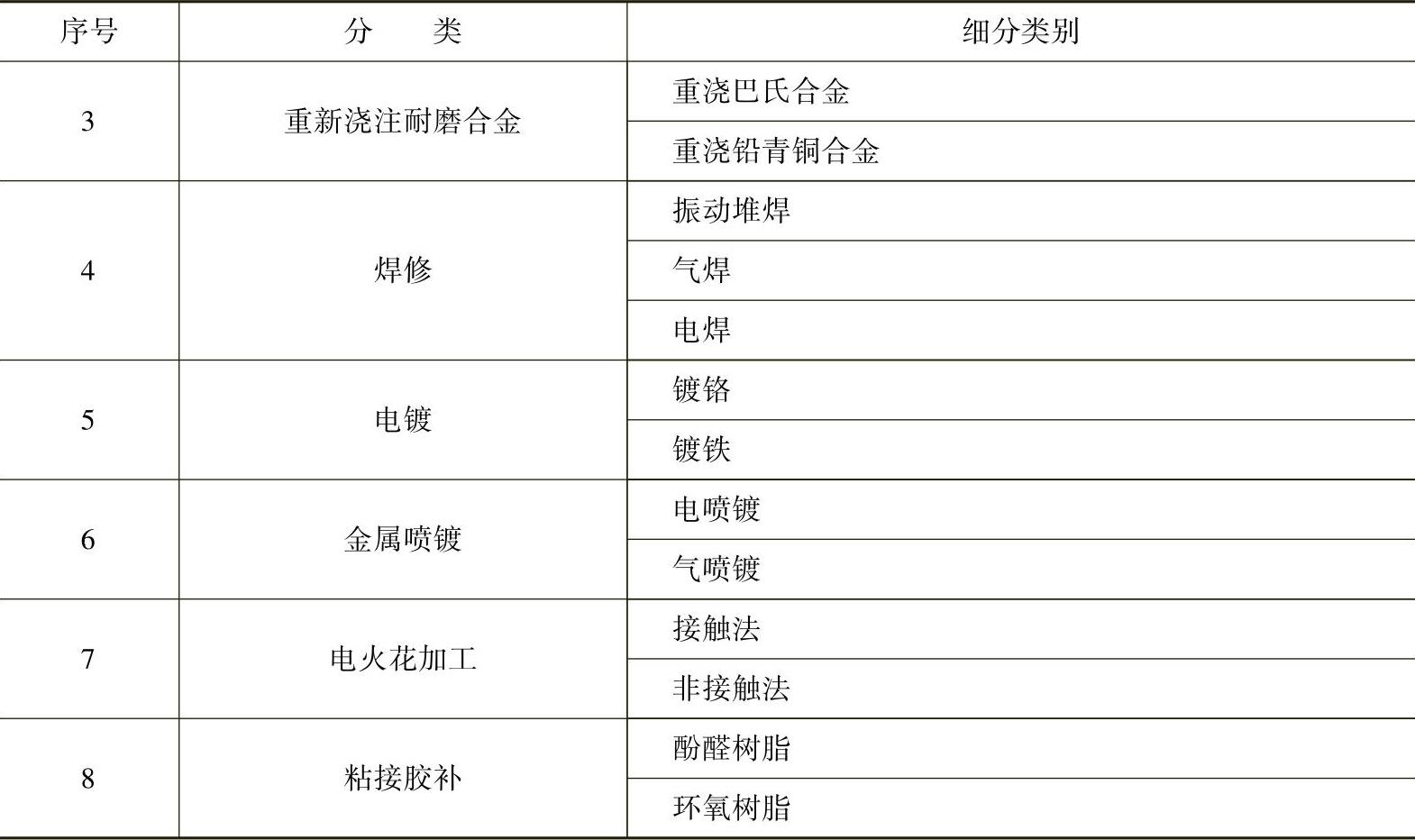
零件在使用过程中被磨损,因此需要换新或修复。采用增加修复零件的数量,可降低叉车的修理成本。修复零件被磨损尺寸的方法见表2-8。
表2-8 修复零件被磨损尺寸的方法
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
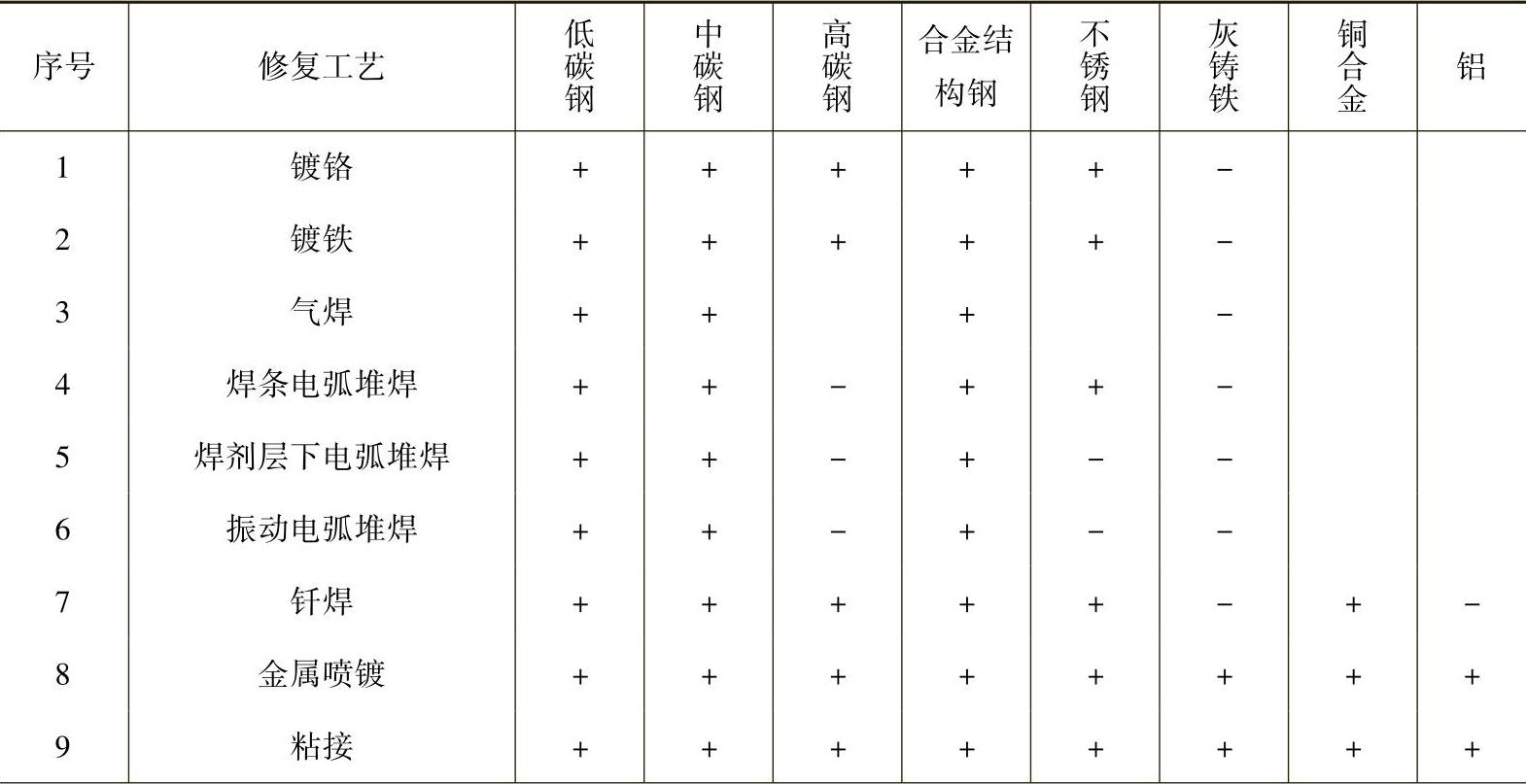
在修理时,要根据工艺的合理性和修理工艺对零件材质的适应性来选择零件的修复方法。各种修复工艺对零件材质的适应性见表2-9。
各种修复层的合理厚度:镀铬,0.1~0.3mm;镀铁,0.1~5mm;金属喷镀,0.05~10mm;振动电弧堆焊,0.3~3mm。
表2-9 各种修复工艺对零件材质的适应性
(续)
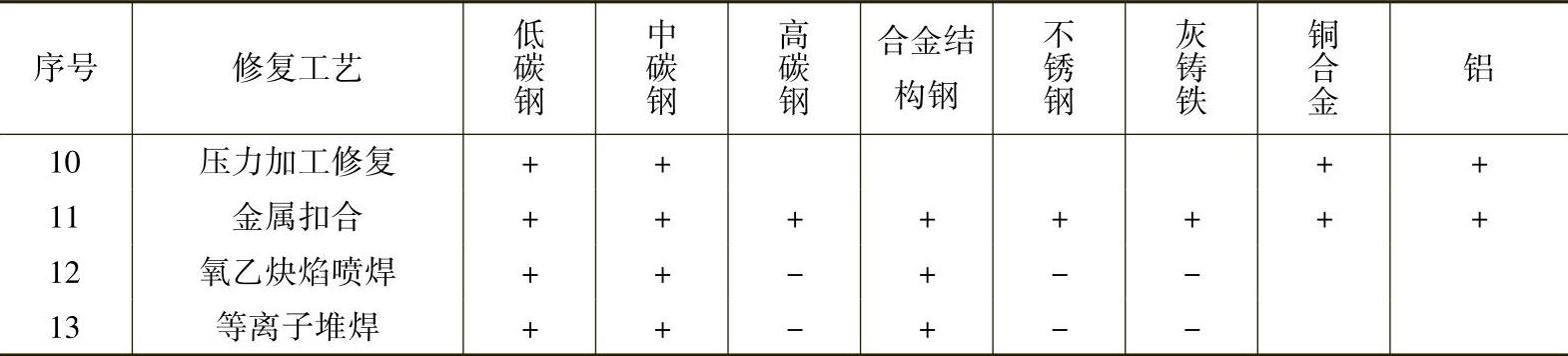
注:表中“+”表示修理效果良好;“-”表示能修理,但需采取特殊措施。
修补层与基体金属的结合强度(抗拉强度):焊条电弧焊,706MPa;振动电弧堆焊,491MPa;镀铬,481MPa;金属喷镀,20MPa;粘接,10MPa。
7)按修补层的耐磨性选择:①镀铬层的硬度最高,也最耐磨,但磨合性较差。②振动电弧堆焊的耐磨性和磨合性都比较好,它的耐磨性相当于45钢淬硬层的80%~90%。③镀铁层的耐磨性和磨合性与振动电弧堆焊差不多,相当于45钢淬硬层的70%~80%。④金属喷镀层的磨合性特别好,耐磨性也很好,用喷镀法修复的曲轴,其使用寿命相当于新曲轴的80%~90%。
修补层对零件疲劳强度的影响:以45钢正常化试棒的疲劳强度为100%,各种修补层的疲劳强度值为:喷镀,86%;电弧焊,79%;镀铬,75%;镀铁,71%;振动电弧堆焊,62%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。