



加工中心是带刀库和自动换刀装置的数控机床,它将数控铣床、数控镗床、数控钻床的功能组合在一起,零件在一次装夹后,可以对其加工面进行铣、镗、钻、扩、铰及攻螺纹等多工序加工,打破了在一台数控机床上只能完成一两种工艺的传统概念。由于加工中心能有效地避免由于多次安装造成的定位误差,所以它适用于产品更换频繁、零件形状复杂、精度要求高、生产批量不大而生产周期短的产品,加工中心如图9-27所示。加工中心主机由床身、底座、立柱、横粱、滑座、工作台、主轴箱、进给机构和刀具交换装置和其他辅助装置等基本部件组成,它们各自承担着不同的任务,以实现加工中心的切削以及辅助功能。

图9-27 卧式加工中心
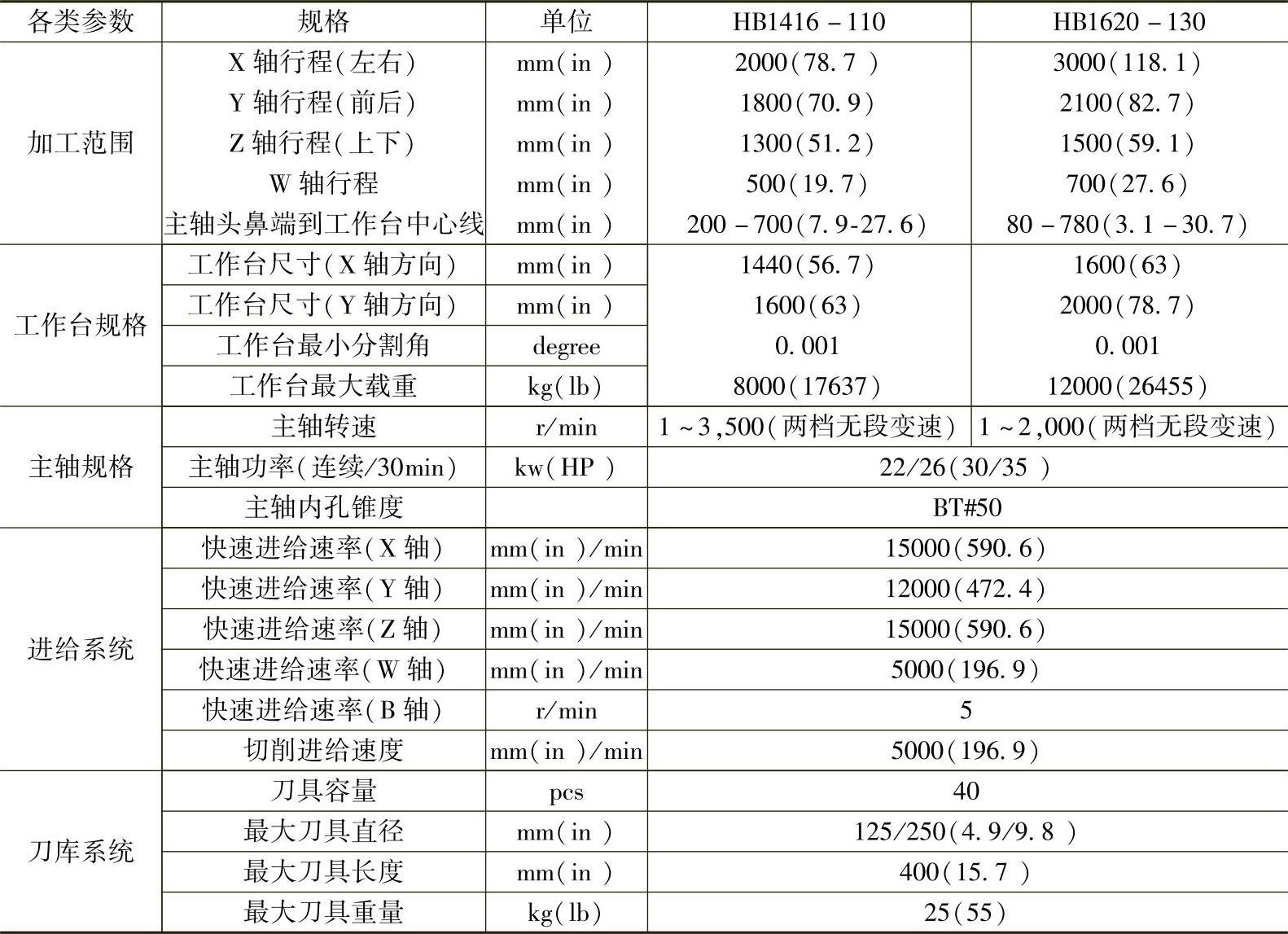
以上海鼎盛机械科技有限公司HB-卧式镗铣加工中心为例(图9-27),其机械装置的规格见表9-2。
表9-2 鼎盛HB-卧式镗铣加工中心机械装置的规格
(1)加工中心空间构型
卧式加工中心根据其技术特点常采用框架结构双立柱,主轴箱在其中移动,构成Y坐标轴;X、Z坐标轴的移动方式有所不同,要么是工作台移动,如图9-28a所示。要么是立柱移动,如图9-28b所示。如图9-28所示的两种布局形式是卧式加工中心最基本也是常用的布局形式。以这两种基本形式为基础,通过不同的组合还可以派生出多种布局形式,比如X、Z两坐标轴都采用立柱移动,工作台采用完全固定的结构形式;或X坐标轴采用立柱移动、Z坐标轴采用工作台移动的T形床身结构形式等。
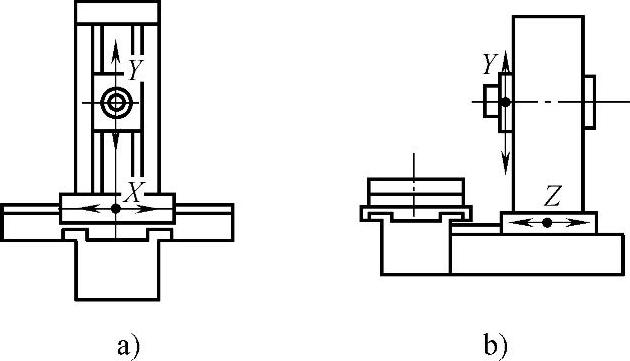
图9-28 卧式加工中心的常用布局形式
立式加工中心是加工中心中数量最多的一种,应用范围也最为广泛。其中,十字滑鞍工作台不升降结构,其工作台可以在水平面内实现X轴和Y轴两个方向的移动,该结构由于工作台承载工件一起运动,故常为中小型立式加工中心采用。T形床身立柱移动结构,工作台在前床身上移动,可以实现X方向的运动,立柱在后床身上移动,可以实现Z方向的运动,适用于规格较大的立式加工中心。三坐标单元结构,其特点是在后床身上装有十字滑鞍,可以实现机床X、Y两个坐标的进给运动,通过主轴箱在立柱中的上下移动可以实现主轴的Y向运动。机床三个方向的运动不受工件重量的影响,故承载稳定,再加上工作台为固定式,所以该结构对提高机床的刚性和精度保持性是十分有利的,常为规格较大、定位精度要求较高的加工中心所采用。
(2)加工中心自动换刀装置
自动换刀装置(Automatic Tool Changer)简称ATC,在加工中心中扮演着极重要的角色。自动换刀装置是指能够自动完成主轴与刀具储存位置之间刀具交换的装置。ATC的主要组成部分是刀库、机械手和驱动装置。刀库的功能是存储刀具并把下一把即将要用的刀具准确地送到换刀位置,供换刀机械手完成新旧刀具的交换。常见的刀库主要有转塔式刀库、盘式刀库、链式刀库、直线式刀库、组合刀库等。当刀库容量大时,常远离主轴配置且整体移动不易,这就需要在主轴和刀库之间配置换刀机构来执行换刀动作。完成此功能的机构包括送刀臂、摆刀站和换刀臂,总称为机械手。具体来说,它的功能是完成刀具的装卸和在主轴头与刀库之间的传递。驱动装置则是使刀库和机械手实现其功能的装置,一般由步进电动机或液压(或气液机构)或凸轮机构组成。
(3)加工中心控制系统
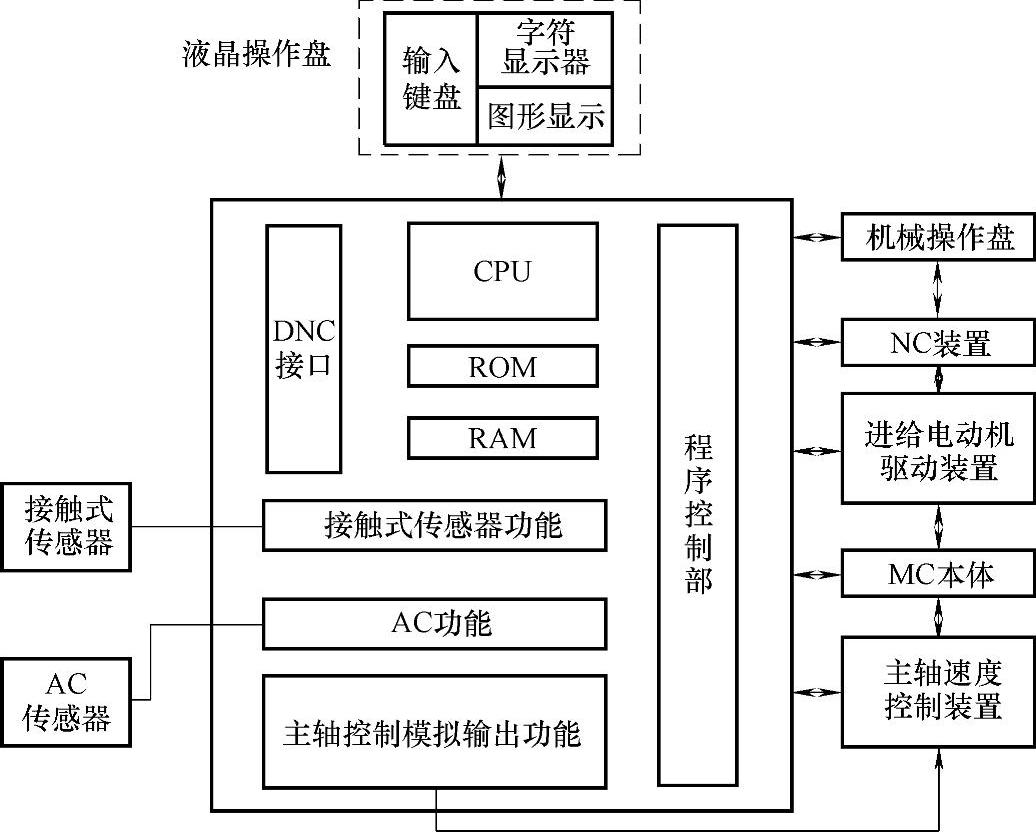
加工中心的控制系统如图9-29所示,控制电路中采用了高速微处理器及许多大规模集成电路。以顺序控制为主,实现接触式传感功能、管理功能、自适应功能,利用工(刀)具码(T码)选择工(刀)具,利用速度码(S码)选择主轴转速,以及回转工作台的分度控制等。
 (https://www.xing528.com)
(https://www.xing528.com)
图9-29 加工中心控制系统
(4)加工中心接口技术
加工中心需要与数据输入输出设备、外部机床控制面板等外围设备进行数据的传送和信息通信。接口是保证信息快速、正确传送的关键部分,其作用是将外围设备送进微机的信息转换为微机所能接受的格式,反之亦然。它完成电平转换、数据缓冲、锁存及隔离功能。
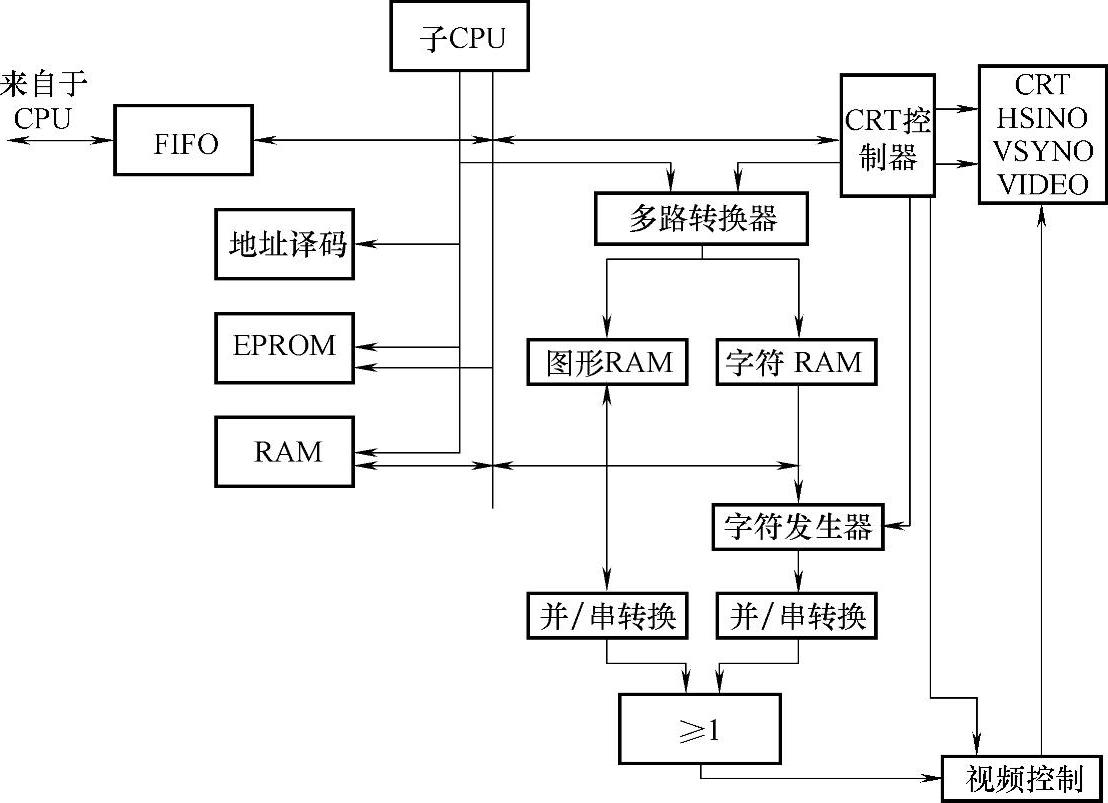
图9-30 CRT显示器接口框图
1)键盘及其接口
键盘由一组排列成矩阵方式的按键开关组成,键盘有两种基本类型:全编码键盘和非编码键盘。前者虽然使用方便,但价格较贵。在数控系统中一般采用非编码式键盘,这种键盘提供行和列的矩阵,按键的识别和相应编码的产生由软件实现。识别按键的方法很多,如行扫描法、线反转法等。
2)显示器及接口
CRT接口与CNC软件配合,在CRT上显示字符或图形,CRT显示器一般采用光栅扫描方式。图9-30是CRT显示器接口框图。CRT显示控制电路由视频电路、刷新存储器(字符RAM和图形RAM)及其地址控制电路、字符发生器与CRT的水平和垂直同步脉冲产生电路组成。其中刷新RAM的读出地址以及水平垂直同步脉冲均由一只大规模集成电路(Large Scale Integrated Circuit,LSI)的CRT控制器产生,由CPU控制。CPU可以是CRT单独拥有的,也可以是CNC装置的。图9-30中显示器由CRT本身的子CPU控制显示电路,它与主CPU通过先进先出(First Input First Output,FIFO)连接。子CPU通过地址总线依次送来刷新RAM的写入地址,将其送到地址锁存储器寄存,再经多路开关选通刷新RAM的地址,将数据总线来的数据写入刷新RAM。
3)I/O接口
CNC装置与外围设备不能直接连接,而是通过相应的接口芯片和I/O接口电路与之相连。接口芯片负责CPU与外围设备的信息交换,通过I/O接口电路与设备连接。接口电路的主要任务有两项:一是进行电平转换和功率放大,CNC装置的信号一般是TTL电平,但被控设备特别是机床的控制信号不一定都是TTL电平,负载也较大,因此有必要进行信号电平转换和功率放大;二是防止噪声以避免引起误动作,采用光电耦合器或继电器将CNC装置与被控设备的信号在电气上加以隔离。
4)串口通信及接口
CNC装置与一些输入/输出设备(如键盘、磁盘机、磁带机、打印机等)、机床控制面板、手摇脉冲发生器等交换信息时,需要能传送数据的通信接口。CNC装置传送数据的方式一般分为串行方式和并行方式。串行传送用于传输较远的设备间的数据,传送速度慢,但只占用一条传输线,因此串行传送是一种极有用的方式。CNC装置与上级计算机或CNC计算机直接通信,当与工厂局部网络连接时,还需具备网络通信能力。
以现有技术水平为基础和起点,今后世界MC的技术发展趋势主要有以下几方面。进一步提高加工精度、可靠性、稳定性,发展各式新型MC,扩大使用范围;通过高速化、复合化,不断提高效率;在“四新”上突破,不断开发出新型MC;结合信息技术(IT)发展,NC系统的开放化不断提高,MC向智能化、无人化、网络化发展;将进一步发展环保化、节能、省地面、个性化、适应性更强的MC;进一步提高性能价格比;进一步提高自动化、集成化,不断向制造系统发展。总之,在世界范围内,机械制造业将进一步发展,机床工业承担着提供各种先进工艺装备的重任。而MC具有很多突出的优点,今后必将获得更大的发展。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。