



一个特征指标要由一系列具有一定功能的环节按一定关系连接起来加以实现。实现特征指标的环节构成方案可用功能框图的形式来表示,如图8-4所示(功能框图与分析控制系统时所用的传递函数框图是不同的。功能框图中只表示各功能之间的相互连接关系,并不表示各功能的某种参量的具体关系。功能框图只是作为进一步建立具体关系的参考,它可以用来分析各环节方案的等效性和互补性,表示各种结构方案的异同,并可作为对产品进行定性分析或粗略定量考察的工具)。
下面结合图8-4所示的三种砂轮磨削速度的控制方案,来说明特征指标对系统结构方案的影响,或者说,如何根据特征指标去选择系统结构方案。
设特征指标为砂轮的磨削速度。砂轮磨削速度的稳定性是影响被加工零件表面质量分散程度的重要因素,不同用途的磨床对砂轮磨削速度的稳定性有不同的要求。根据磨削速度的三种不同品质等级,可设计出不同的结构方案,其功能框图分别如图8-4a、b、c所示。
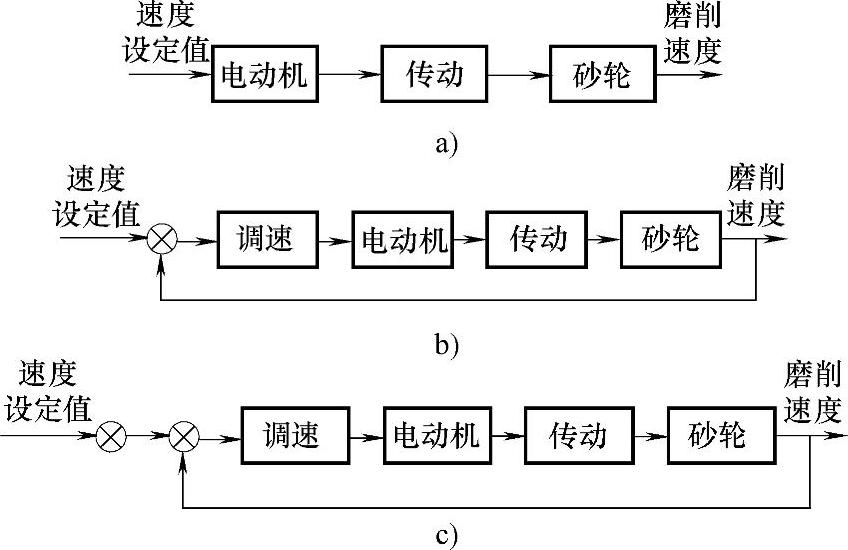
图8-4 砂轮磨削速度控制的三种结构方案(李成华.机电一体化技术,2008)
在图8-4a所示结构方案中,砂轮转速不可调整,磨削速度的变化主要是由于砂轮磨损导致直径改变而产生的,变化幅度上限为30%。在图8-4b所示结构方案中,以砂轮直径为反馈量调整砂轮转速,磨削速度的变化主要是由电网电压波动、平带打滑、磨削力变化等原因而引起的,变化幅度在4%左右。如果采用同步齿形带消除打滑,采用稳压器抑制电压波动,可使磨削速度的变化幅度降至1%左右。也就是说,这一结构方案所对应的磨削速度变范围在1%~4%。图8-4c在砂轮主轴上增加了转速反馈,可将磨削速度的变化幅度控制在0.5%左右。
如果以磨削速度的变化幅度为约束条件,以成本和可靠性为优化目标,来选择合理的结构方案,则可有下面几种结果:(https://www.xing528.com)
1)当磨削速度允许变化幅度可大于30%时,三种结构方案都是可行的,但按优化指标进行评价,可确定图8-4a所示结构方案最佳,因为该方案结构简单,所以成本低、可靠性好。
2)当磨削速度允许变化幅度要求不大于30%时,后两种方案都是可行的,优化结果为图8-4b所示方案较好。由于该方案具有机电互补性,因而还应进一步进行子功能分配、性能指标分配等定量优化工作。经过定量优化可得出该方案的变形方案,即采用手动开环调整砂轮转速的方案,这样可简化结构、降低成本、提高可靠性。
3)当磨削速度允许变化幅度要求不大于5%时,则后两种方案也都是可行的,优化结果是两种方案的综合评价指标值相差不多,因此还应增加优化指标,进行进一步的定量优化,以便做出最后的决策。
4)当磨削速度允许变化幅度要求不大于1%时,则只有第三种方案可行,但为获得该方案的具体结构实现方案,还应作进一步的定量优化。
由上述讨论可以看出,特征指标对产品的总体结构有限定作用,即限制了可采用结构的范围;优化指标及权重系数则是在特征指标所限定的范围内,作为方案选择的依据,它们直接影响着结构方案的确定。因此,在总体设计阶段,特征指标、优化指标及权重系数的选择和量化是确定总体结构方案的关键,应给予充分的重视,确保其合理性和正确性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。