



(1)状态转移图与步进梯形图
要用继电器梯形图编制顺序控制程序需要有一定的经验,并且所编的复杂程序也难以读懂。若采用状态转移图进行编程方便很多。状态转换图就是用状态描述工艺流程图。而步进梯形图则是由状态转移图直接转换的梯形图,由于步进梯形图直观地表示了工艺流程,因此,采用步进梯形图具有简单直观的特点,使顺序控制变得容易,大大缩短了设计者的设计时间。
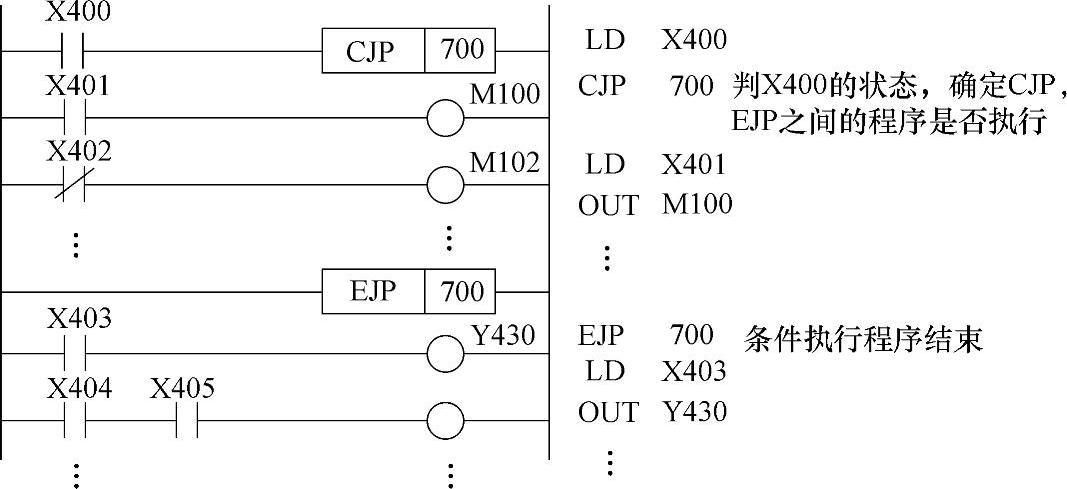
图5-65 CJP/EJP指令的用法
F1系列PLC有40点状态继电器,其编号为S600~S647。
F2系列PLC有168点状态继电器,其编号为S600~S647、S800~S877、S900~S977。
STL/RET指令是状态转移图常用指令。STL是步进接点指令,RET是步进返回指令。STL步进接点的通断由其对应的状态继电器所控制,每一个步进继电器执行一个步进。STL步进接点只有常开接点,无常闭接点。步进状态图和步进梯形图如图5-67所示,以步进接点为主体,最后必须用RET指令返回。另外,由于STL指令是步进的,当后一个步进接点得电时,前一个接点便自动复位,即STL指令有使转移自动复位到原状态的功能。
(2)多流程步进顺序控制
多流程步进过程是具有两个以上的顺序动作的过程,其状态转移图具有两条以上的状态转移支路。常用的状态转移图有如图5-68所示的4种结构。
其中,图5-68a表示单流程结构。这时状态不必按顺序编号:其他流程的状态(如S645)也可作状态转移的条件。
图5-68b表示选择分支与连接的结构。这时多个流程由条件选择执行,状态不能同时转移。
图5-68c表示并联分支与连接的结构。这时多个流程同时转移执行,状态同时转移。
图5-68d表示跳步与循环的结构。这时某些状态跳步或循环。
任何复杂的过程均可由以上几种结构组成。
(3)状态转移图应用举例
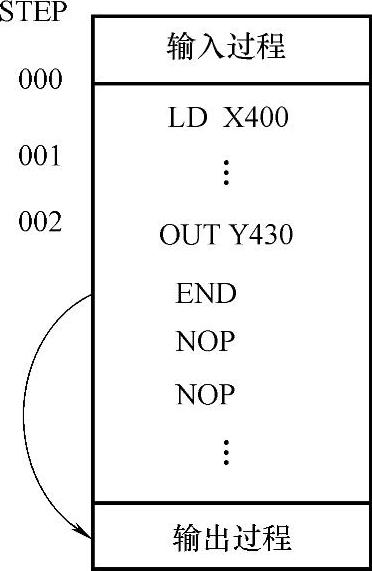
图5-66 END指令的用法
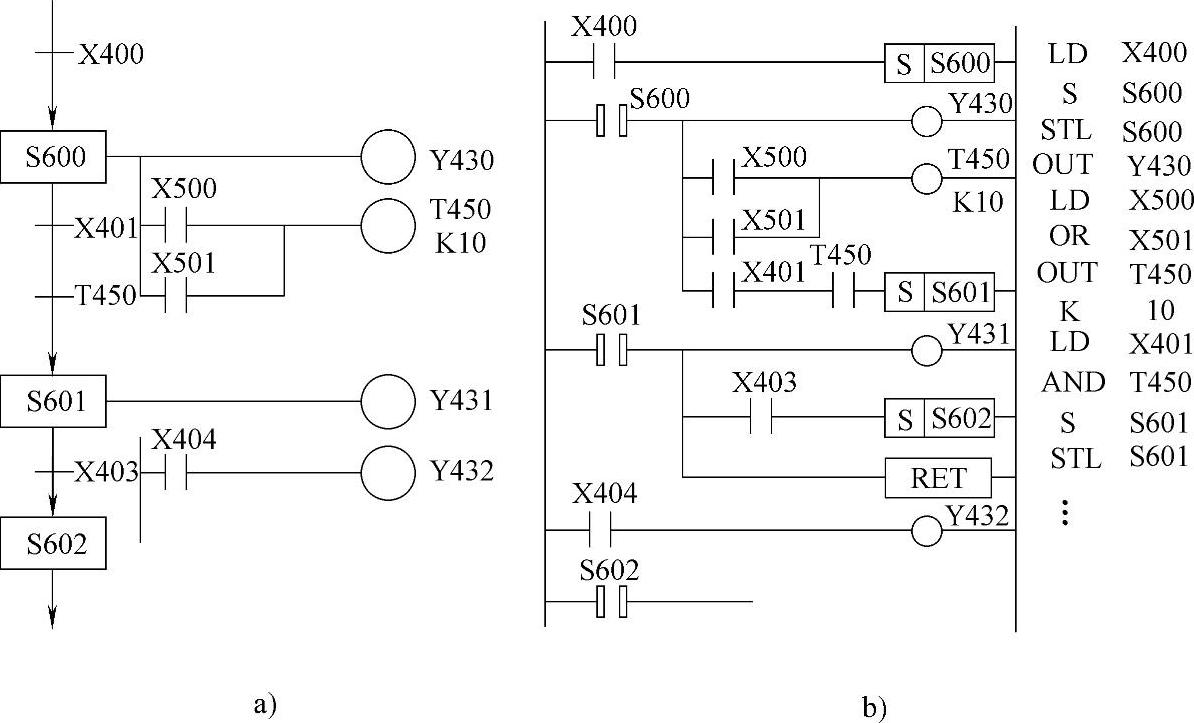
图5-67 STL/RET的用法
a)状态图 b)梯形图
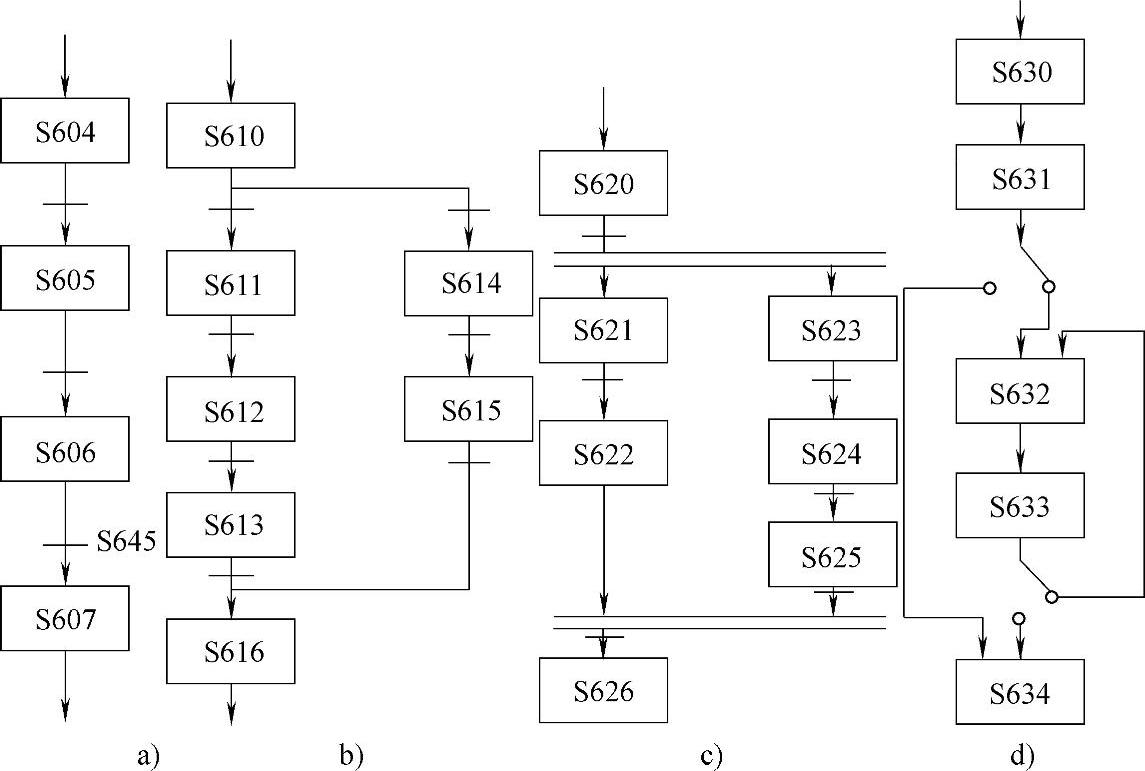
图5-68 常用状态转移图的结构
a)单流程 b)选择分支与连接 c)并联分支与连接 d)跳步与循环
例5-17 如图5-69所示为小车运行过程。当小车处于后端,按下启动按钮,小车向前运行;压下前限位开关后,翻斗门打开;7s后小车向后运行,到后端,即压下后限位开关后,打开小车底门,完成一次动作。要求控制小车的运行,有以下几种方式:手动;自动单周期——即小车往复运行一次后停在后端等待下次启动;自动连续——即小车起动后自动往复运行;单步运行——即每步动作都要启动;往复运行2次——即小车往复运行2次后,回到后端停下,等待启动。
第一步,设置输入/输出点(参见图5-70)。
第二步,设计程序结构。
如图5-71所示为总程序结构框图,可分为自动程序、手动程序和往复运行程序3个程序块,由跳转指令选择执行。
第三步,设计手动程序。
如图5-72所示为手动程序梯形图,其中设置打开翻斗门时间为7s,打开小车底门时间为5s,向前向后运行互锁。
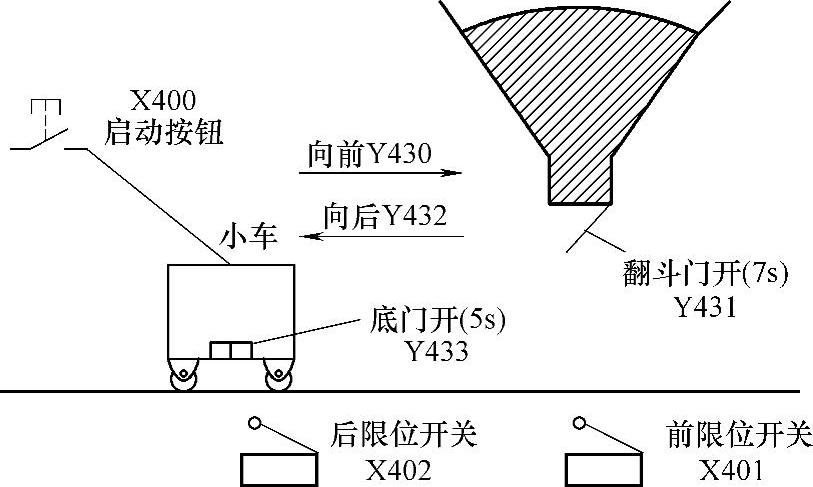
图5-69 小车运行过程
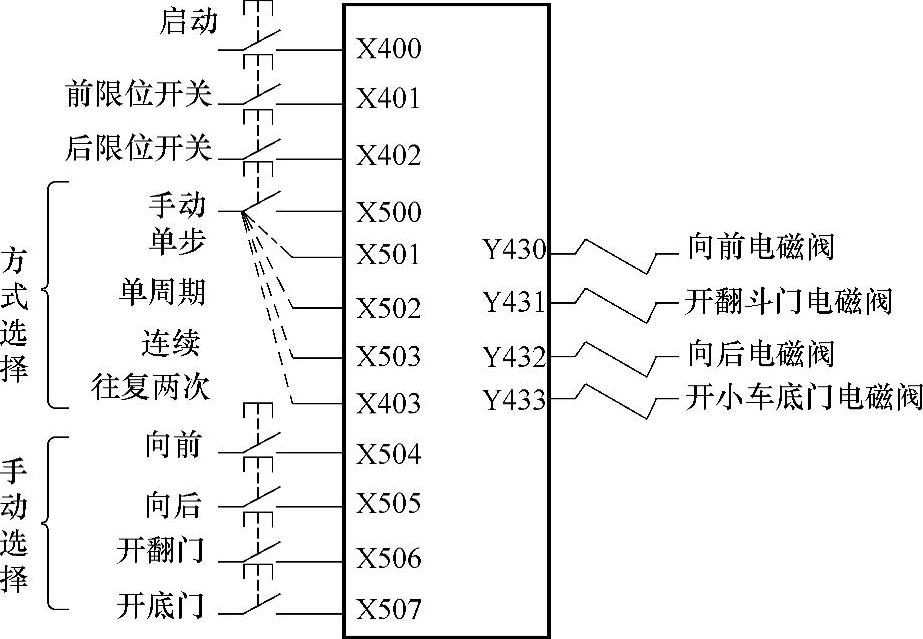
图5-70 I/O点分配

图5-71 总程序结构框图
第四步,设计自动程序。
自动程序的状态图表示如图5-73所示。图中S600为初始状态,用初始化脉冲置位,为进一步操作做好准备。按下启动按钮X400,自动执行步进,每一步进驱动对应相应的负载动作,步进到最后一个状态S604,小车的底门打开5s。这时如果自动连续开关X503合上,状态转移到S601;如果自动单循环开关X502合上,状态转移到初始状态S600,等待下次启动。相应的梯形图如图5-74所示。
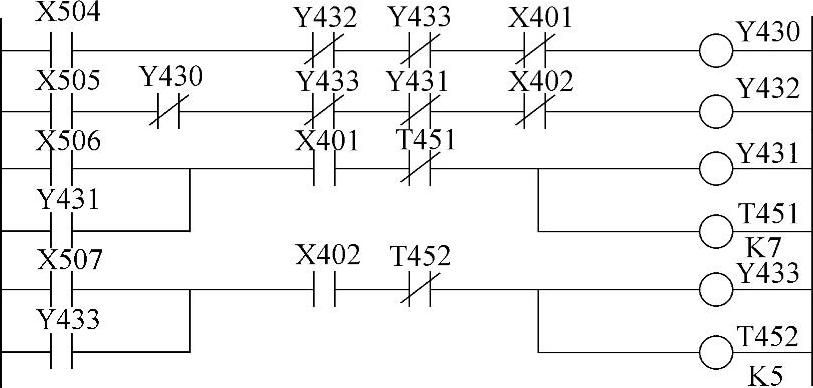
图5-72 手动程序梯形图
第五步,设计往复运行2次程序。
如图5-75所示为小车往复运行两次的状态图。当小车为初始状态时,小车位于后端,按下启动按钮X400,则M200复位,同时小车向前运行至前端停下,翻斗门打开7s,小车向后返回,停在后端,小车底门打开5s,M200置位,记忆下第一次动作,返回到S601状态。开始第二次动作,重复第一次后,第二次动怍结束。由于有第一次的动作记忆,小车回到初始状态停下,直至再次按下启动按钮X400,才能继续动作。

图5-73 自动程序状态图
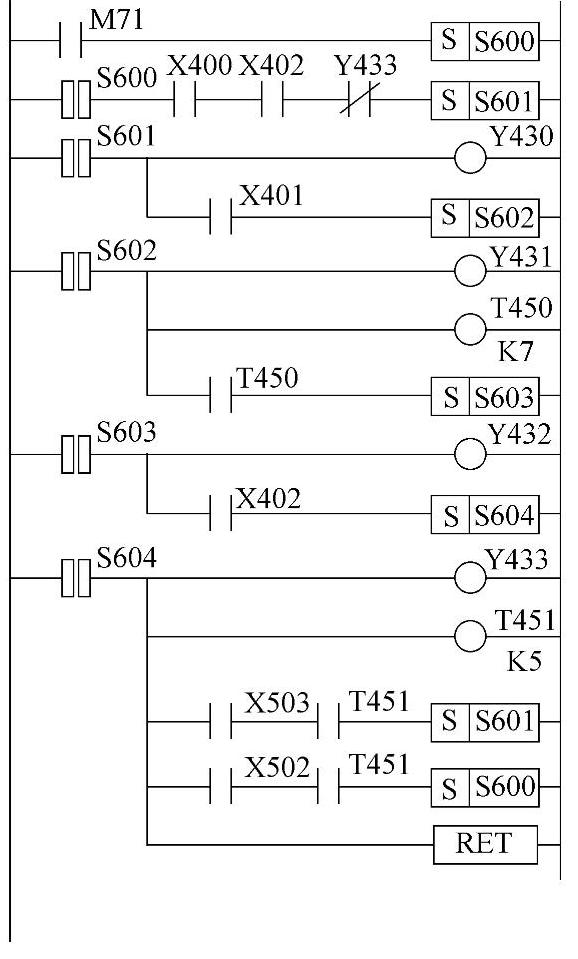
图5-74 自动程序梯形图
根据图5-75的状态图设计出的梯形图如图5-76所示。
根据程序结构总图和各部分程序梯度图即可写出整个过程的梯形图和语句表。(https://www.xing528.com)
例5-18 如图5-77所示为某机械手及其动作。当机械手处于原点时(即左限位开关和上限位开关合上),启动开始,机械手夹住工件移向A点,放下工件,然后,回到原位完成一次动作。
①分析控制要求
机械手的全部动作由气缸驱动,而气缸又由相应的电磁阀控制。如图5-78所示为机械手的动作过程。由图5-78可知机械手经8步动作完成1个周期,即下降-夹紧-上升-右移-下降-放松-上升-左移。
机械手的操作方式包括手动方式和自动方式。其中自动方式又分为单步、单周期、连续操作方式。
②确定输入/输出设备及I/O点数
a.设备的输入信号
操作方式转换开关:手动、单步、单周期、连续;

图5-75 小车反复运行两次状态图
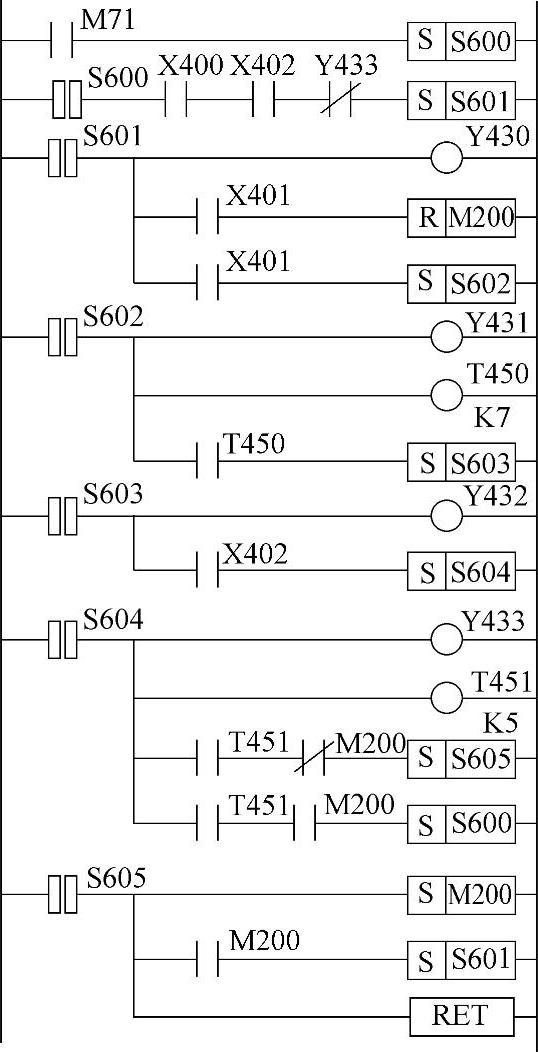
图5-76 小车反复运行两次梯形图
手动时运动选择开关:上/下、左/右、夹/松;
位置检测元件:机械手的上、下、左、右限位行程开关;
无工件检测元件:通过光电开关检测右工作台有无工件。
b.设备的输出信号
气缸运动电磁阀:上升、下降、右移、左移、夹紧;
指示灯:机械手处于原点指示。
据上面分析可知,PLC共需15点输入,6点输出。
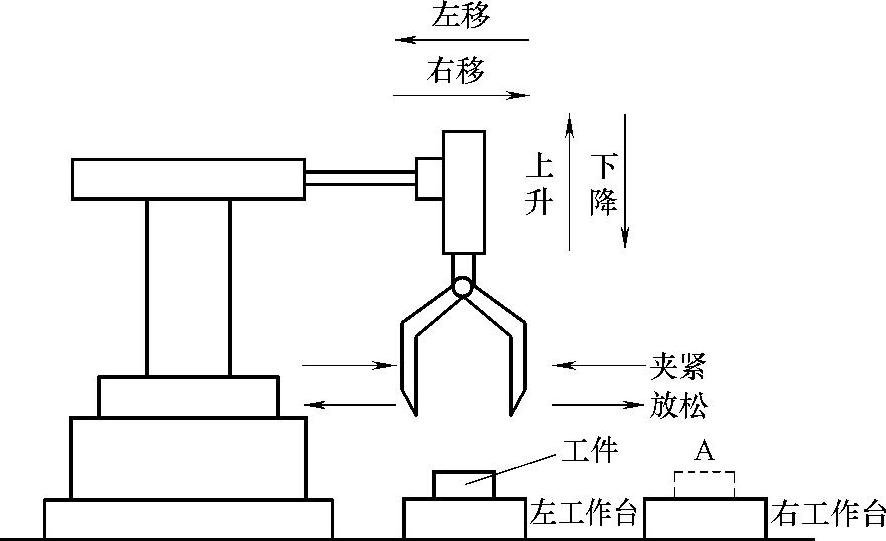
图5-77 机械手动作示意图
③选择PLC
该机械手的控制为纯开关量控制,且所需的I/O点数不多,因此选择一般的小型低档机即可。假定F系列PLC资料齐全、供货方便,且设计者对其比较熟悉,根据上面I/O点数可选F1-40M,其主机I/O点数为24/16点。
④分配PLCI/O点的编号
图5-79给出了机械手各I/O点在F1-40M机型上的编号。
⑤PLC程序设计
在进行编程前,先应绘制出整个控制程序的结构框图,如图5-80所示。
在该结构框图中,当操作方式选择开关置于“手动”时,输入点X407接通,其输入继电器常闭接点断开,执行手动操作程序。当操作选择开关置于“单步”“单周期”或“连续”时,其对应的输入点X410、X411、X412接通,相应继电器常闭接点断开、执行自动操作程序。由于手动程序和自动程序均采用了跳转指令,因此在两个程序段可以采用同样的一套输出继电器。

图5-78 机械手动作过程
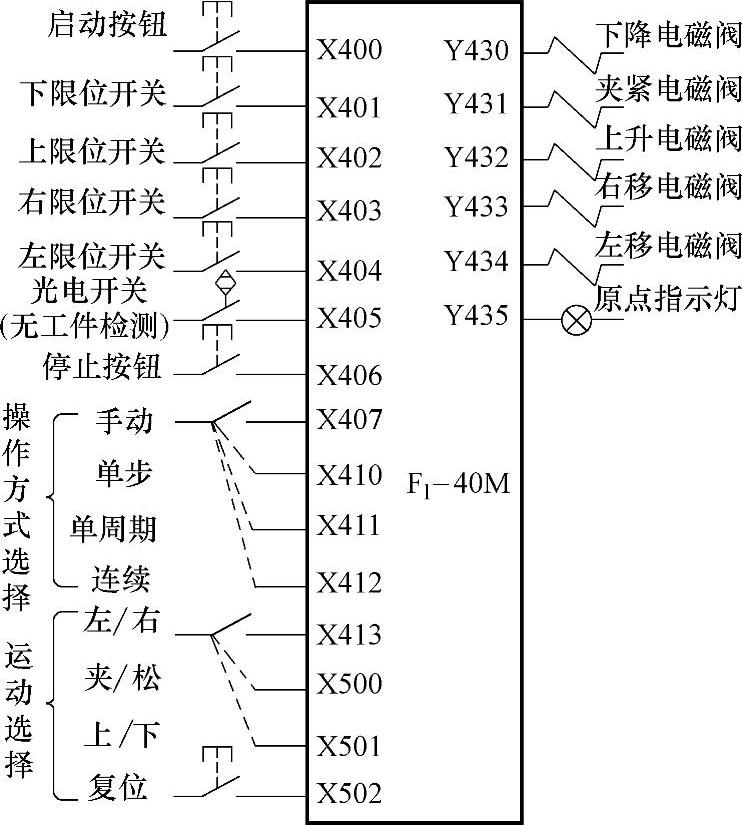
图5-79 PLCI/O连接图
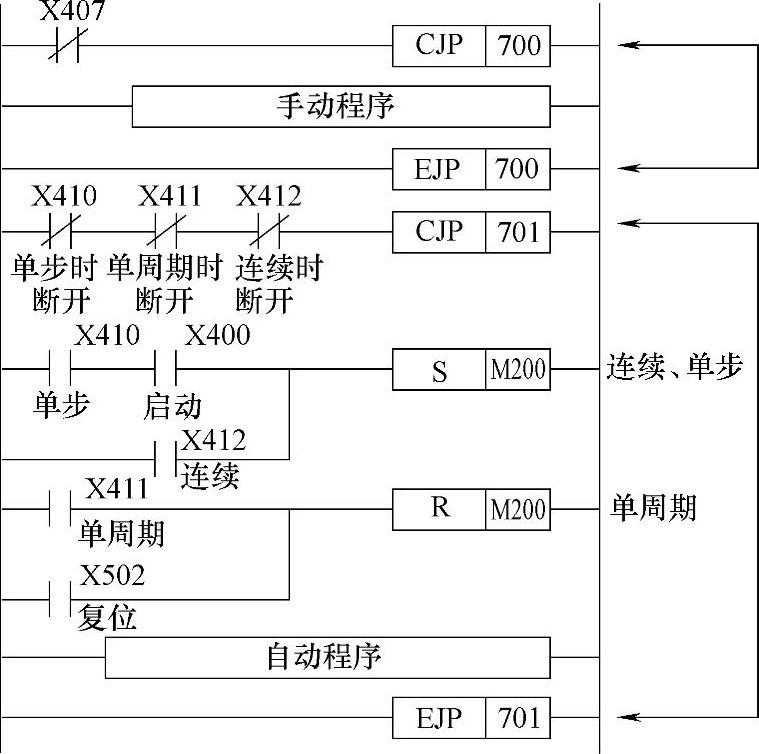
图5-80 总程序结构框图
a.手动操作程序
在手动操作方式下,各种动作都是用按钮操作来实现,其控制程序可以独立于自动操作程序而另行设计。手动操作控制很简单,可以很方便地按一般继电器控制线路来设计,其梯形图如图5-81所示。
b.自动操作程序
自动操作的状态转移图如图5-82所示,机械手在原点时,按下按钮,状态S600接通,执行第一程序,机械手完成第一步动作(下降)。以后,每完成一步动作,状态转移一步,原来的状态自动复位,机械手完成下一步的动作。
在单周期操作方式下,状态转移到最后一步后不再转移,机械手完成最后一步动作(左移)后自动停在原点。
在机械操作方式下,M200接通,当机械手完成最后一步动作后,状态由最后一步又转移到第一步,机械手的动作又开始第二周期的循环。
根据自动操作的状态转移图,就可以设计出自动操作步进梯形图,如图5-83所示。其控制原理与用移位寄存器实现的自动操作的控制原理相同。
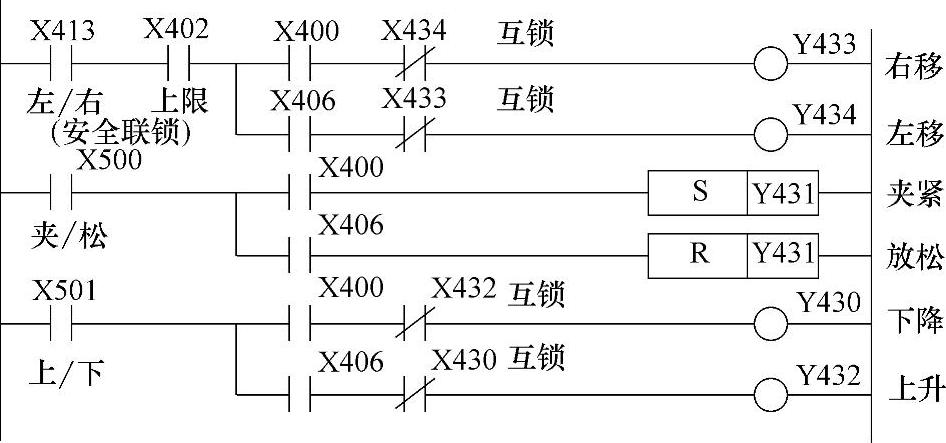
图5-81 手动操作梯形图
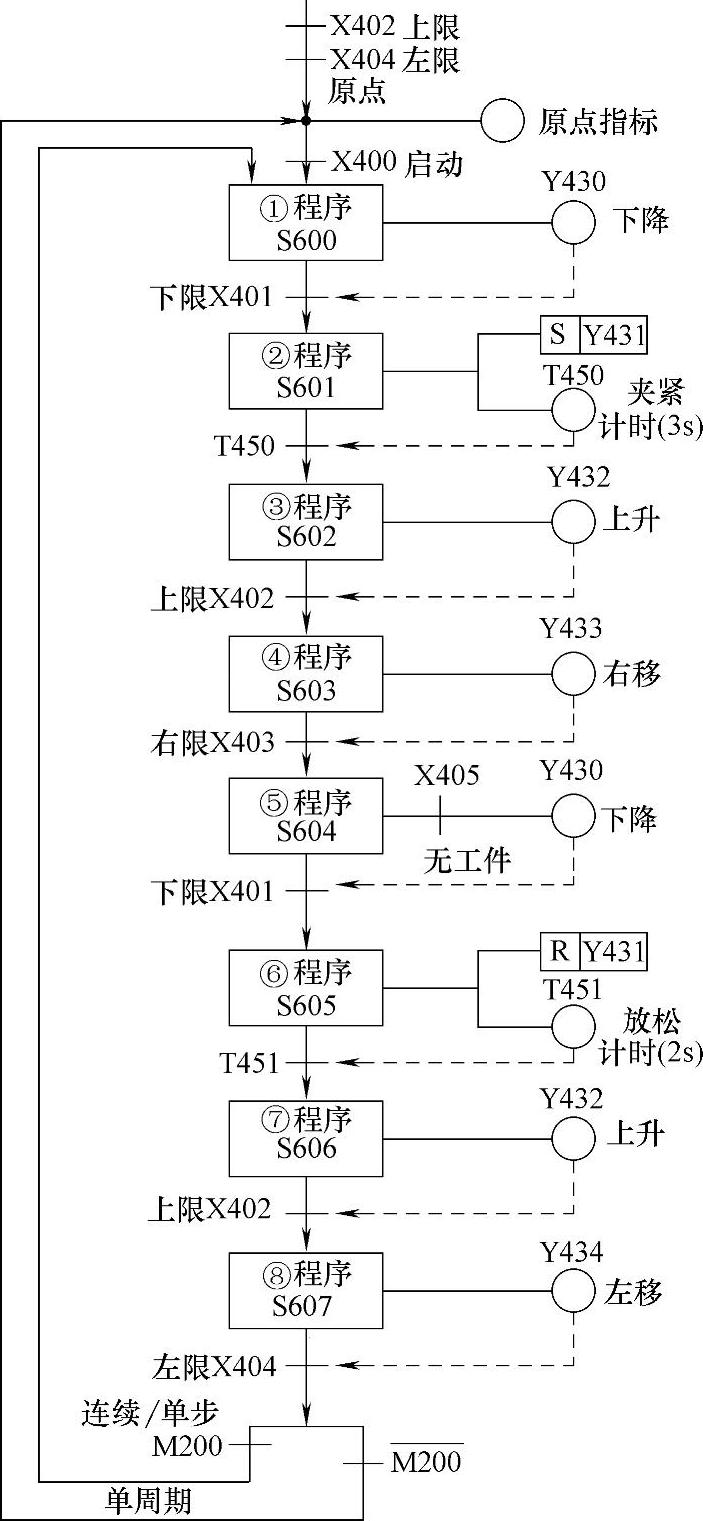
图5-82 自动操作的状态转移图
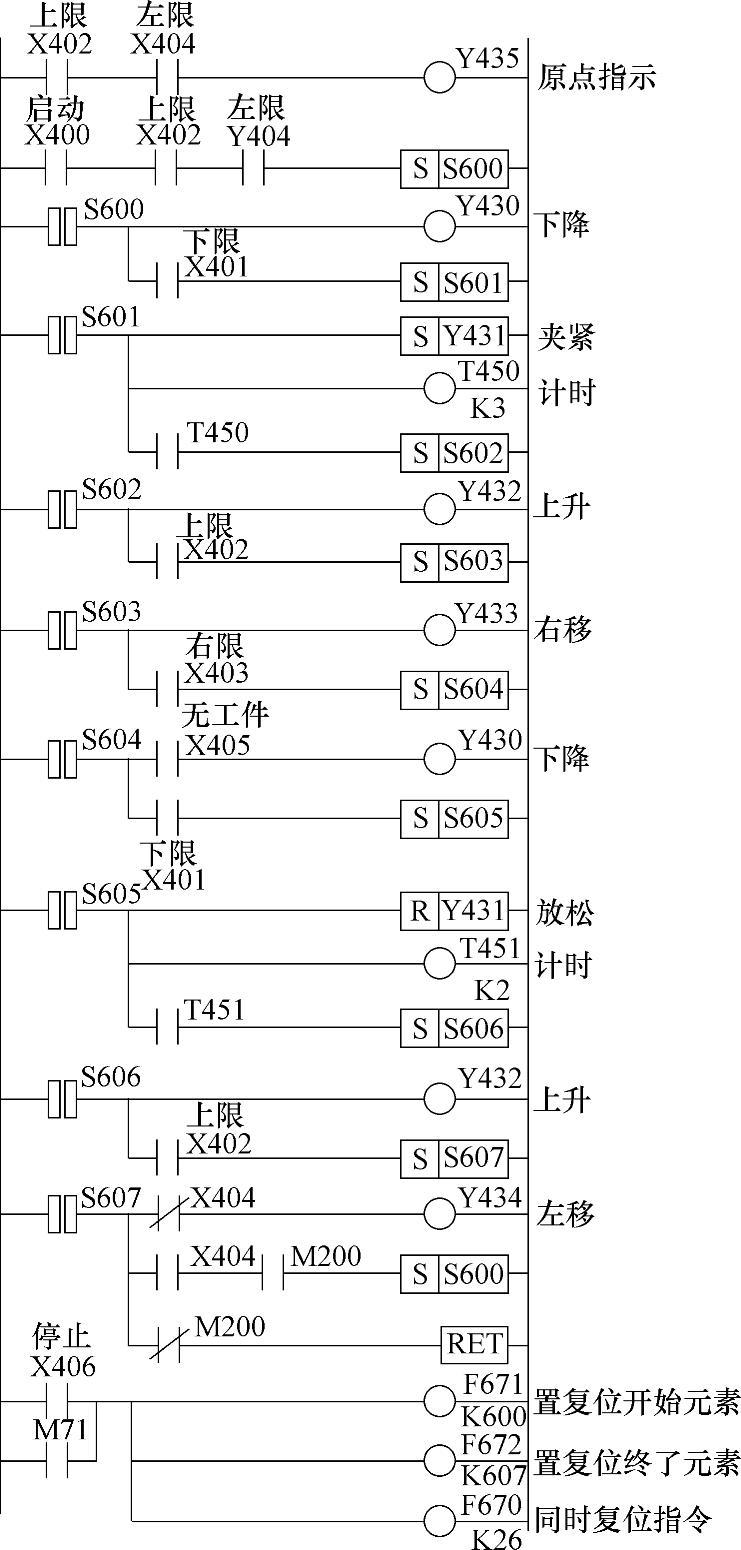
图5-83 自动操作的步进梯形图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。