



零件名称:阶梯锥形件
材料及板厚:SPCE钢,1.2mm
零件图(见图9-46a)
排样图(见图9-46b)
模具结构图(见图9-46c)
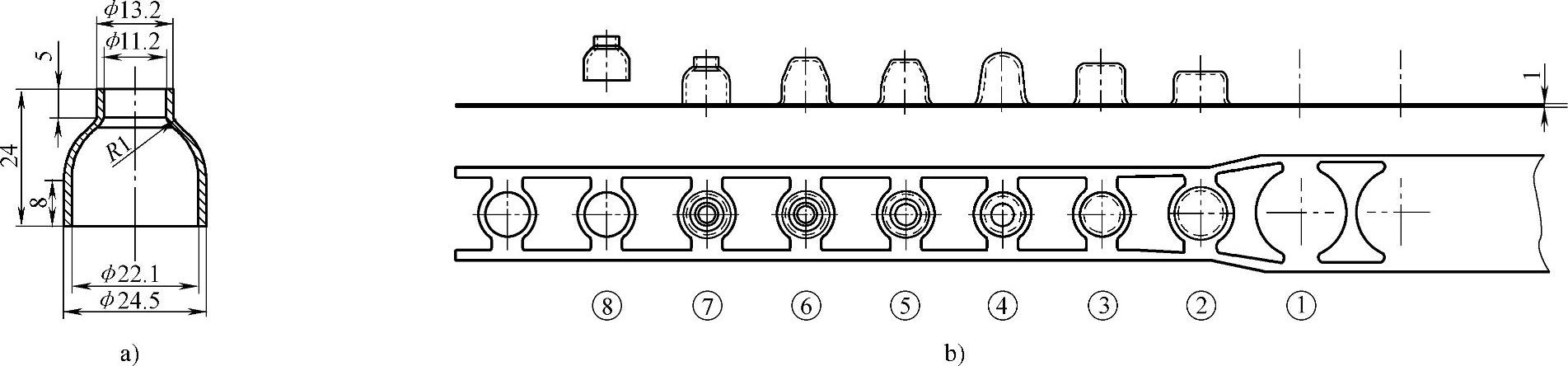
图9-46 阶梯锥形件级进模
a)零件图 b)排样图
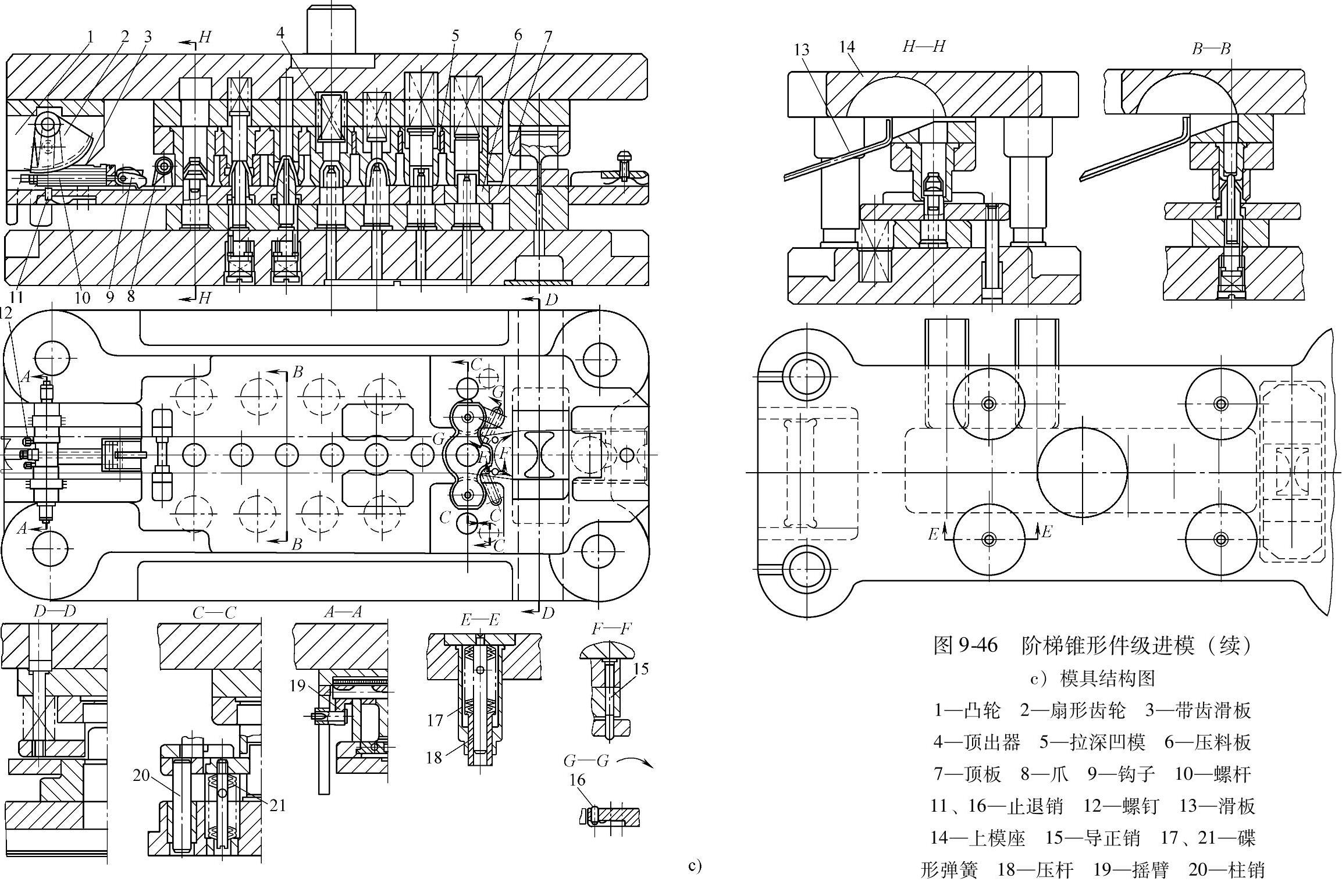
图9-46 阶梯锥形件级进模(续)
c)模具结构图
1-凸轮 2-扇形齿轮 3-带齿滑板 4-顶出器 5-拉深凹模 6-压料板 7-顶板 8-爪 9-钩子 10-螺杆 11、16-止退销 12-螺钉 13-滑板 14-上模座 15-导正销 17、21-碟形弹簧 18-压杆 19-摇臂 20-柱销(https://www.xing528.com)
说明:
1)该模具是一副倒装结构带有钩式自动送料、落料、冲孔、拉深等8个工位的级进模结构。即①冲工艺切口;②首次拉深;③二次拉深;④三次拉深;⑤四次拉深;⑥冲底孔;⑦翻口孔;⑧落料。
2)该模具主要特点是:
①在工作过程中,第二道拉深凹模5首先接触第一道拉深的工序件,而顶板7被压下,为了保证第一道拉深有压料,压料板6和顶板7分开成两体,由碟形弹簧21为压料板6提供压料力。
②当顶板7下行而第一道拉深尚未开始时,压料板6保持不动。这样就使第二道拉深右边的带料,被拉向左移动而致使第一道拉深偏心。为了消除这种现象采用导正销15阻止带料左移。导正销15应在顶板7下行前,就伸入带料。
③为了避免顶板7在工作过程中倾斜,顶板7由柱销20导正,并被4个由碟形弹簧17作用的压杆18推动。
④止退销11、16和爪8都是为了防止钩子9返回右行时,带动带料右移。止退销16同时也作为带料初始送进时的初定位用。
⑤因工件上的翻口孔最后要攻螺纹,故必须保证侧壁厚度,所以在第三道拉深时,顶部拉成球形。在第四道拉深时,顶部是靠顶出器4挤压成形,以保证顶部的侧壁厚度。
⑥因压力机行程小,为了保证送料进距,采用由摇臂19、扇形齿轮2和带齿滑板3组成的放大送进机构。固定在上模座14的凸轮1通过嵌入槽中的滚轮,使摇臂19、扇形齿轮2和带齿滑板3运动使钩子9送料。钩子9的位置可用螺杆10和螺钉12进行调节。
⑦冲孔废料和落下的工件,沿着上模板14上的槽和滑板13滑走。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。