



零件名称:锥形件
材料及板厚:SPCC钢,1.0mm
零件图(见图9-43a)
排样图(见图9-43b)
模具结构图(见图9-43c)
说明:
1)该模具为拉深、冲孔、侧冲缺口、横向冲切落料等15个工位的级进模结构。即工位①冲定位孔,冲废料;工位②冲废料;工位③冲废料;工位④首次拉深;工位⑤空位;工位⑥空位;工位⑦空位;工位⑧二次拉深;工位⑨冲锯齿Ⅰ;工位⑩冲锯齿Ⅱ;工位(ll)三次拉深;工位(l2)冲中孔;工位(l3)侧冲缺口;工位(l4)空位;工位(l5)落料。
2)该模具料带较长,模座采用4对滚珠外导柱、外导套结构,两块模板并排方式,方便模板加工,每块模板内部又设计4对内导柱、内导套结构,增强模具导向精度。
3)该模具由8大模板组成,分别为下模座、下模板垫板、下模板、脱料板、脱料板垫板、固定板、固定板垫板、上模座。(https://www.xing528.com)
4)该模具工作过程:冲引导孔凸模10首先冲压,各冲裁凸模依次冲裁拉深坯料外形,首次拉深凸模23与拉深凹模63进行拉深,并由顶块60顶出下模,二次拉深凸模26与拉深凹模59进行第二次拉深,并由顶杆55、顶销56联合顶出。冲中孔凸模37与冲中孔下模39冲出中孔,冲中孔下模39依靠冲中孔下模定位块固定于下模板。斜切凸模70下行推动横冲凸模69横向运动与横切下模71将侧缺口冲出,横冲凸模依靠横冲脱料入块41定位,并依靠横向弹簧在其内部横向运动。最后由横切凸模44下行推动两侧两块落料横切上模45(43)与落料下模47一起将零件冲下,至此完成一个零件的成形工作。
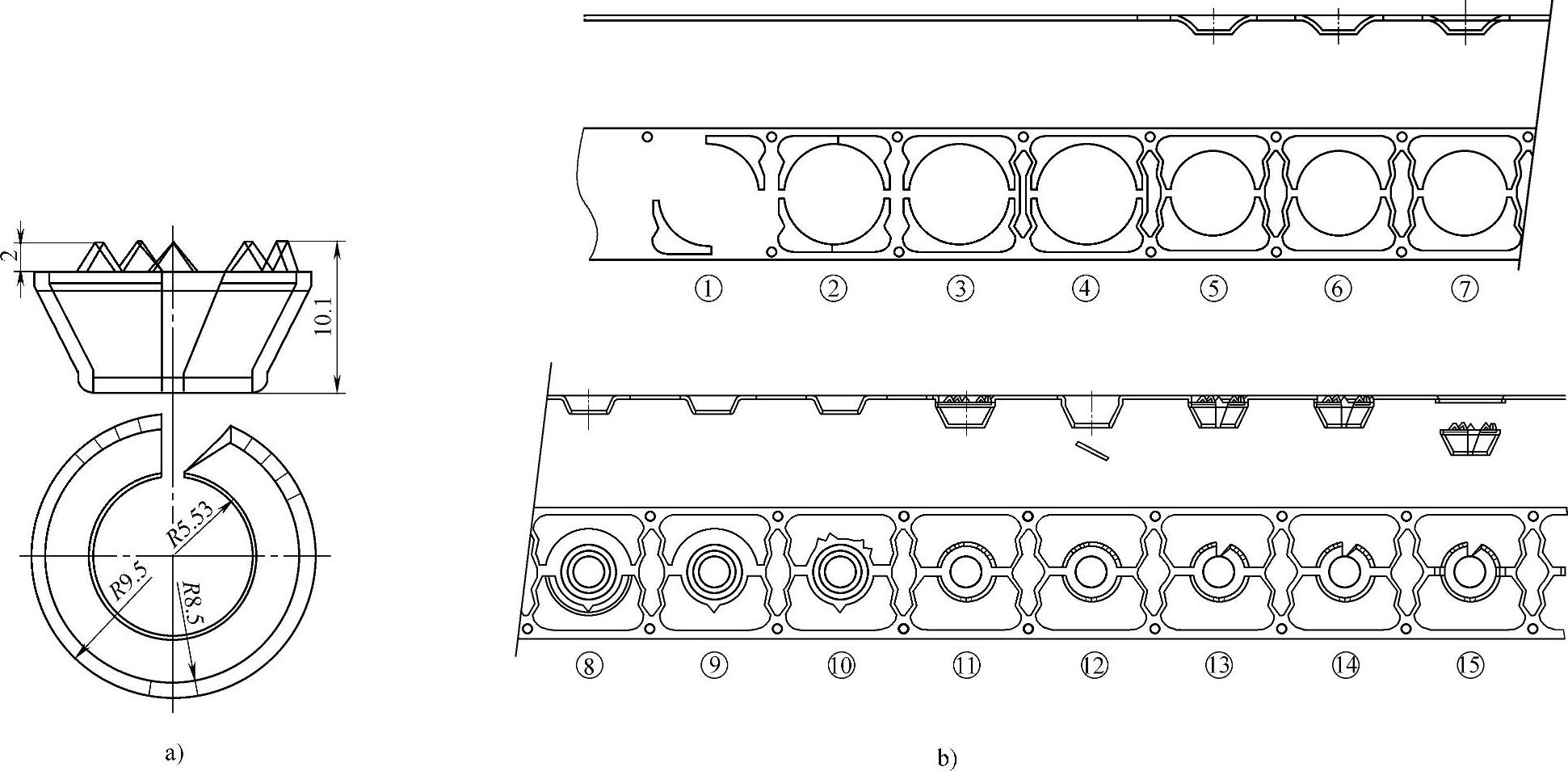
图9-43 锥形件级进模
a)零件图 b)排样图
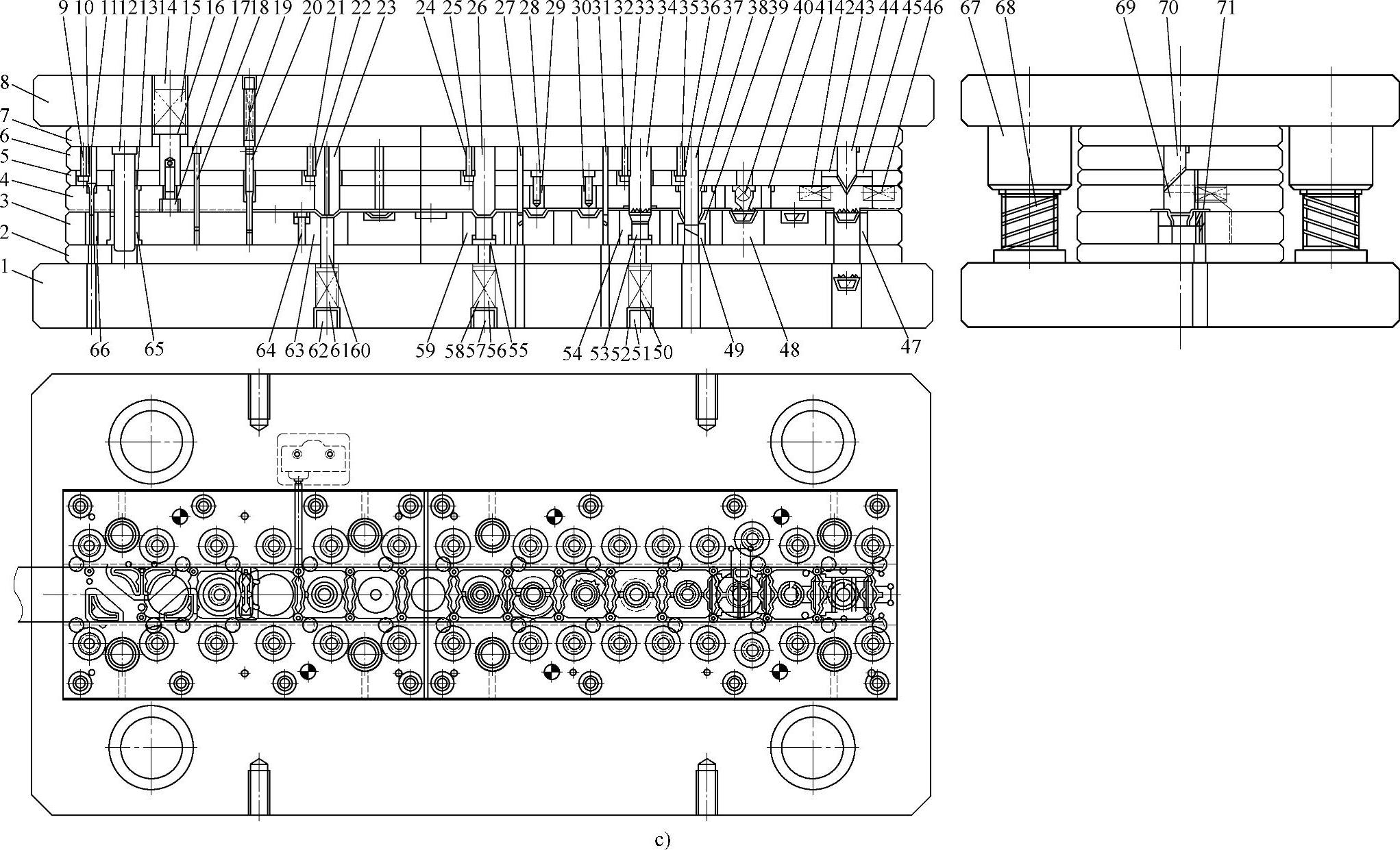
图9-43 锥形件级进模(续)
c)模具结构图
1—下模座 2—下模板垫板 3—下模板 4—脱料板 5—脱料板垫板 6—固定板 7—固定板垫板 8—上模座 9、17、21、24、28、32、35、64—螺钉 10—冲引导孔凸模 11、22、25、33、36—挡块 12—内导柱 13、65—内导套 14、51、57、62—止付螺钉 15、19、40、42、46、50、58、61—弹簧 16—等高套 18—引导销 20—检测销 23—首次拉深凸模 26—二次拉深凸模 27—冲齿形外边凸模 29、30—定位块31—冲齿形外边凸模Ⅱ 34—三次拉深凸模 37—冲中孔凸模 38—定位套 39—冲中孔下模 41—横冲脱料入块 43、45—落料横切上模 44—横切凸模Ⅰ 47—落料下模 48—横切下模入块 49—冲中孔凹模 52、56—顶销 53、55—顶杆 54、59、63—拉深凹模 60—顶块 66—冲引导孔凹模 67—外导套 68—外导柱 69—横冲凸模 70—斜切凸模Ⅱ 71—横切下模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。