



零件名称:阶梯圆筒形件
材料及板厚:SPCE钢,0.2mm
零件图(见图9-42a)
排样图(见图9-42b)
模具结构图(见图9-42c)
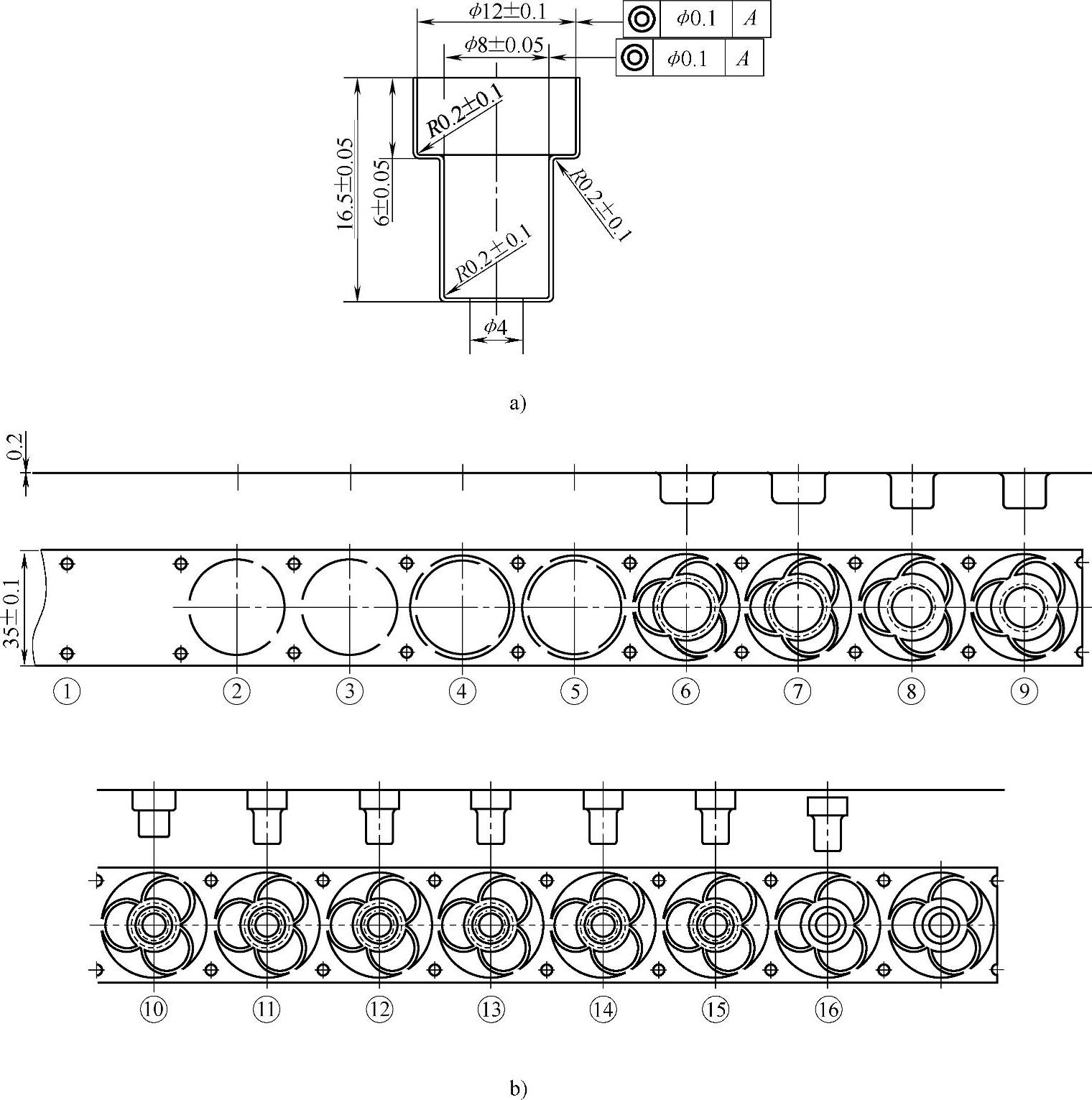
图9-42 阶梯圆筒形件级进模
a)零件图 b)排样图
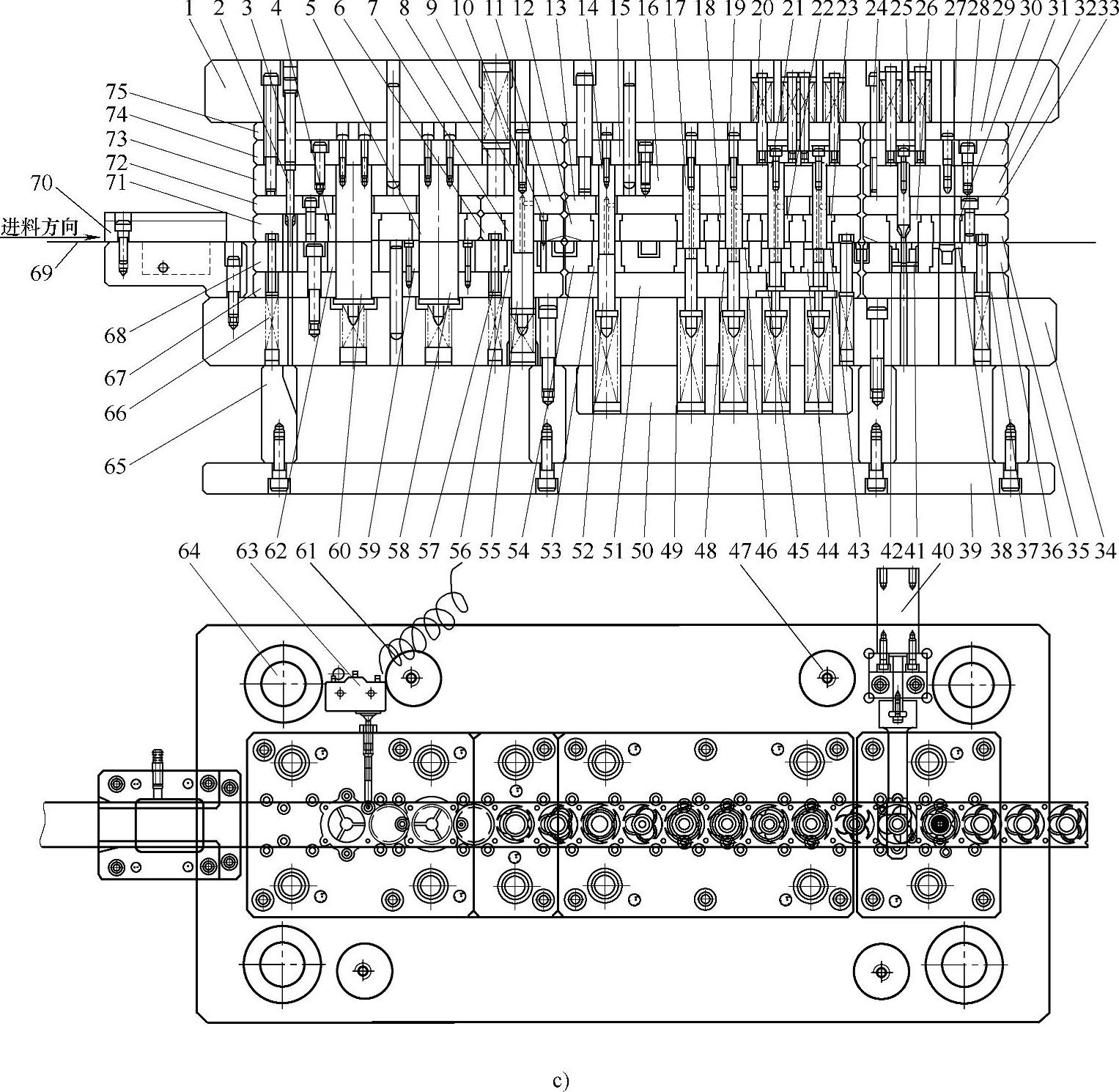
图9-42 阶梯圆筒形件级进模(续)(https://www.xing528.com)
c)模具结构图
1—上模座 2—冲工艺孔凸模 3—凸模顶杆 4、18、22、23、26、30—脱料板镶件 5—切开凸模 6、12、35、71—脱料板 7—压边圈 8—弹簧顶杆 9、14、17、19—拉深凸模 10—导正销 11、13、33、72—脱料板垫板 15、31—滑块固定板 16、32、73—固定板 20、66—弹簧 21—整形凸模 24、28—螺钉 25—冲底孔凸模 27—落产品凸模 29、74—固定板垫板 34—下模座 36、54、68—下模板 37、51、67—下模垫板 38、41、42、43、46、59、62—下模镶件 39—下托板 40—气缸 44、45—整形凹模 47—限位柱 48、49、53、56—拉深凹模 50—弹簧垫板 52、55、58、60—顶杆 57—挡料销 61—微动开关连接线 63—微动开关 64—外导柱 65—下垫脚 69—料带 70—导料板 75—上背板
说明:
1)该模具为落料、冲孔、拉深等16个工位的级进摸结构,该模具工位较多、材料较薄,采用拉料方式能使各工位之间传递更稳定。
2)为提高拉深凹模的耐磨性能,延长模具使用寿命,各工位拉深凹模采用硬质合金(YG8)制造。
3)从零件图可以看出,此零件的各部位R及口部的平整度要求较高。为使生产出的零件符合图样要求,在工位(l2)、(l3)设计了整形结构。此结构的凸模尾部加装有微调装置,能使调整及维修更方便。
4)工位(l5)是冲底孔,此结构凸、凹模能起到很好的保护作用。结构是:当模具在正常冲压时凸模固定块始终顶在滑块上面。反之,模具碰到异常时滑块在气缸40受拉下自动退出,凸模25在弹簧的拉力之下往上退,这样一来凸模刃口始终碰不到凹模或错位的料带,有效地保证了凸、凹模的使用寿命。
5)该模具的内部和尾部各装有误送检测装置。当料带送错位或模具碰到异常时,误送导正销往上走动接触到关联销,再通过关联销接触到微动开关,当压力机接收到微动开关发出的信号时即自动停止冲压,蜂鸣器也随着发出声音。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。