



零件名称:正方盒
材料及板厚:DC56D热镀锌钢带,0.5mm
零件图(见图9-41a)
展开图(见图9-41b)
排样图(见图9-41c)
模具结构图(见图9-41d)
说明:
1)该模具为落料、冲孔、拉深等14个工位的级进模结构。即①冲圆孔,切舌,内圆切开;②空位;③外圆切开;④空位;⑤拉深;⑥空位;⑦整形;⑧侧冲孔;⑨冲底孔;⑩翻底孔;(ll)刻印;(l2)侧翻孔;(l3)空位;(l4)落料。
2)正方盒件采用圆形毛坯,这样既能简化了模具复杂几何图形,当然在四只角上的材料会有较多的积余,但又较好地起到了使连料处有足够强度的作用。
3)该模具结构为多组独立的模具组合而成的一副较大的级进模,以便调试、维修及节约成本,各工序的结构较为复杂(有拉深、侧冲孔、侧面变薄翻孔等)。为了确保冲压件的精度,此模具采用6个精密滚珠钢球外导柱。(https://www.xing528.com)
4)拉深凹模采用镶拼的硬质合金(YG8)制造,提高拉深凹模的耐磨性能,延长模具使用寿命。
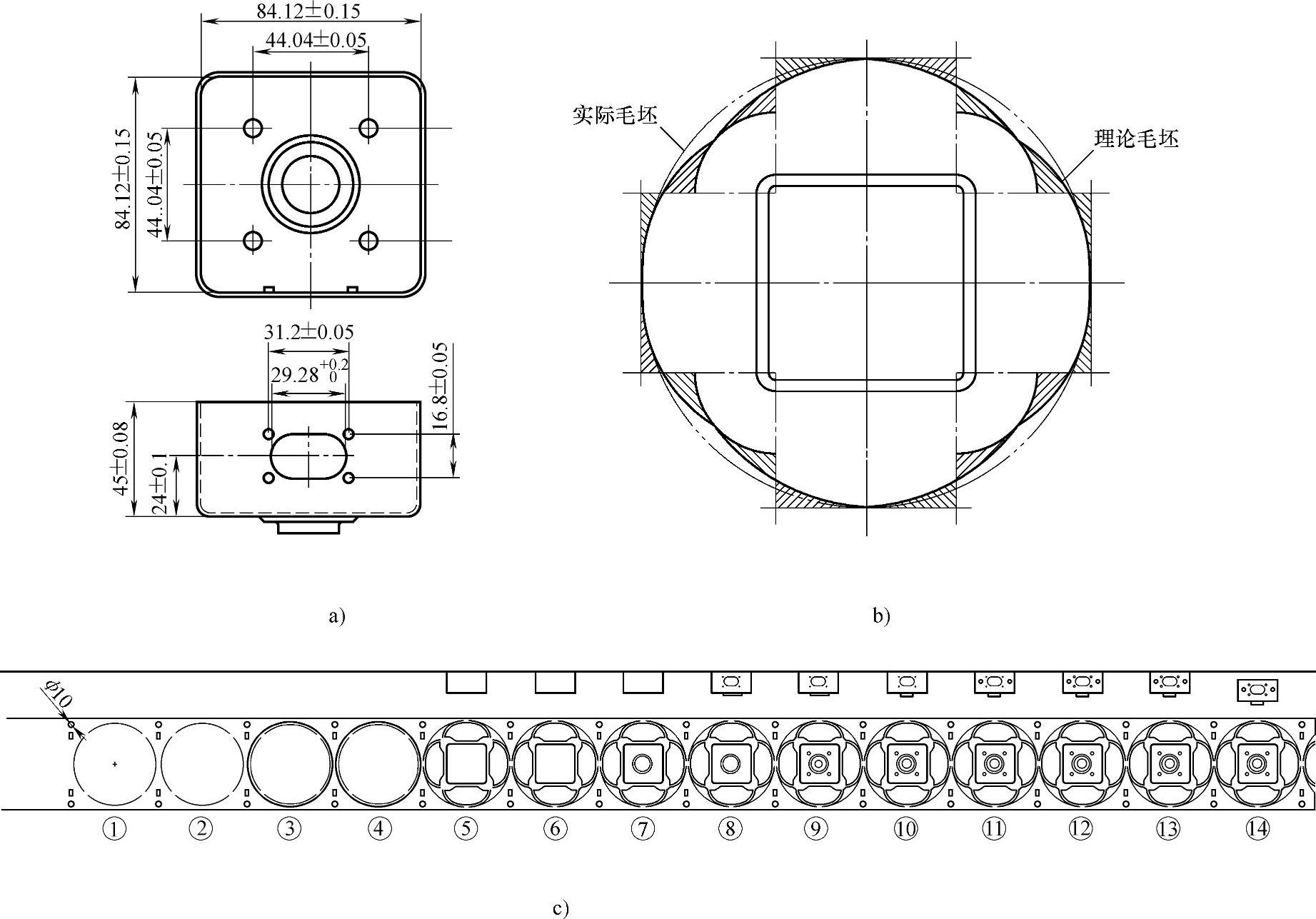
图9-41 正方盒级进模
a)零件图 b)展开图 c)排样图
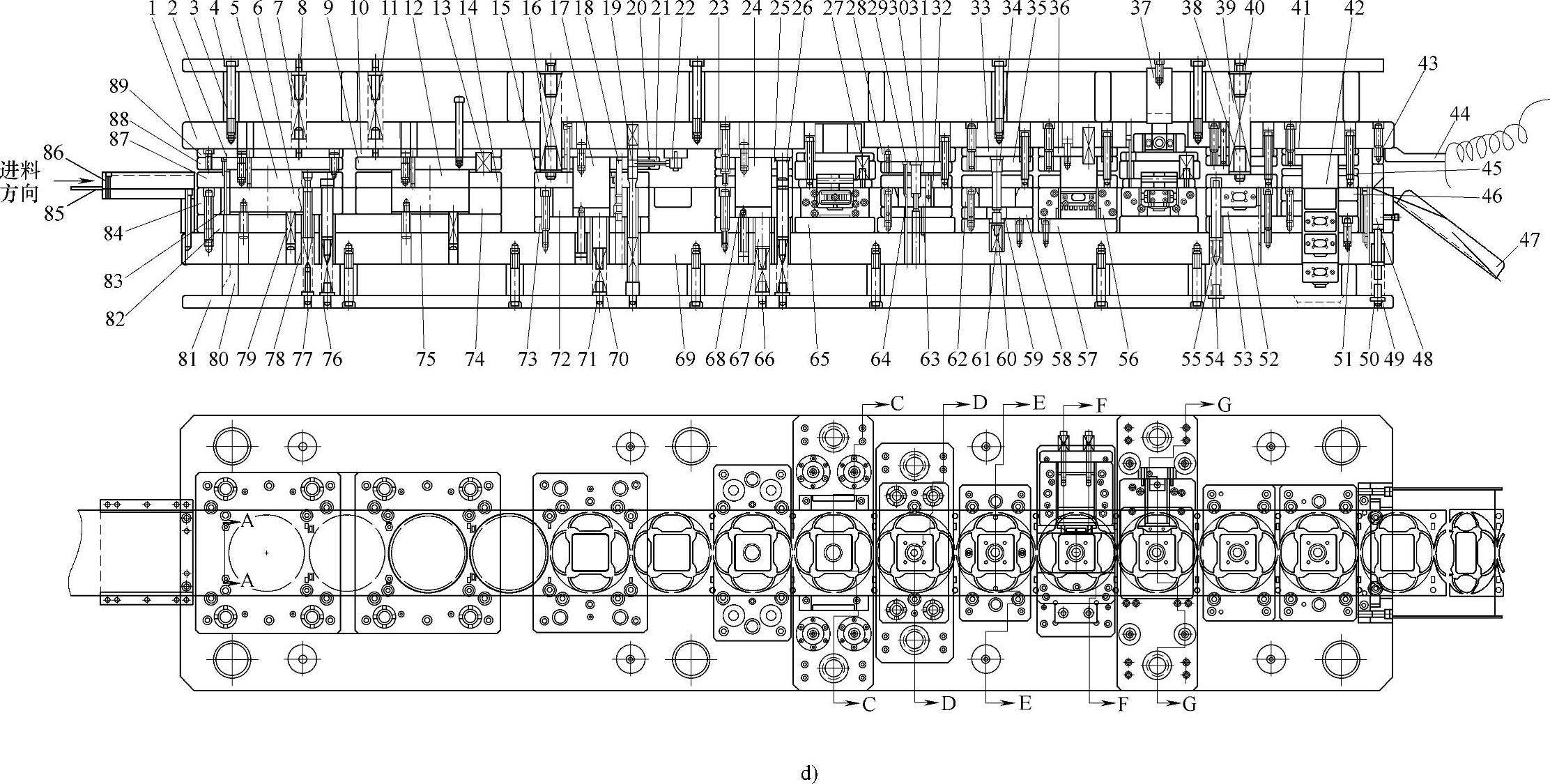
图9-41 正方盒级进模(续) d)模具结构图
1—上模座 2、5、12、29、30、42—凸模 3—上垫脚 4—上托板 6—内切开顶块 7、13、20、27、39、61、70、79—弹簧 8、40、77—弹簧导销 9、25、35、88—上夹板 10、23、33、36、41、89—上垫板 11、16、38、49、54、66、71—弹簧垫圈 14、15、32、87—卸料板 17—拉深凸模 18—小导柱 19—误送导正销 21—压板 22—微动开关 24—整形凸模 26—顶料销顶杆 28—小上模座 31、45—止挡板 34—翻边凸模 37、43—打杆 44—绝缘支架 46、58、63、64、83、84—凹模 47—废料斗 48—废料刀 50、60—顶杆 51—凹模垫板 52、57、73、82—下垫板 53—垫块 55、67—顶料销 56—导向板 59—翻边凹模 62—产品定位板 65—小下模座 68—下顶块 69—下模座 72—拉深凹模 74—外切开凹模 75—顶块 76—导正销 78—浮顶销 80—下垫脚 81—下托板 85—条料带 86—导板
5)侧面预冲孔同侧面翻孔两道工序利用杠杆原理,采用调节块进行凸、凹模上下调整,维修和调整都比较方便,快速解决了凸、凹模之间的定位问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。