



零件名称:长圆筒形件
材料及板厚:SPCE钢,0.3mm
零件图(见图9-40a)
排样图(见图9-40b)
模具结构图(见图9-40c)
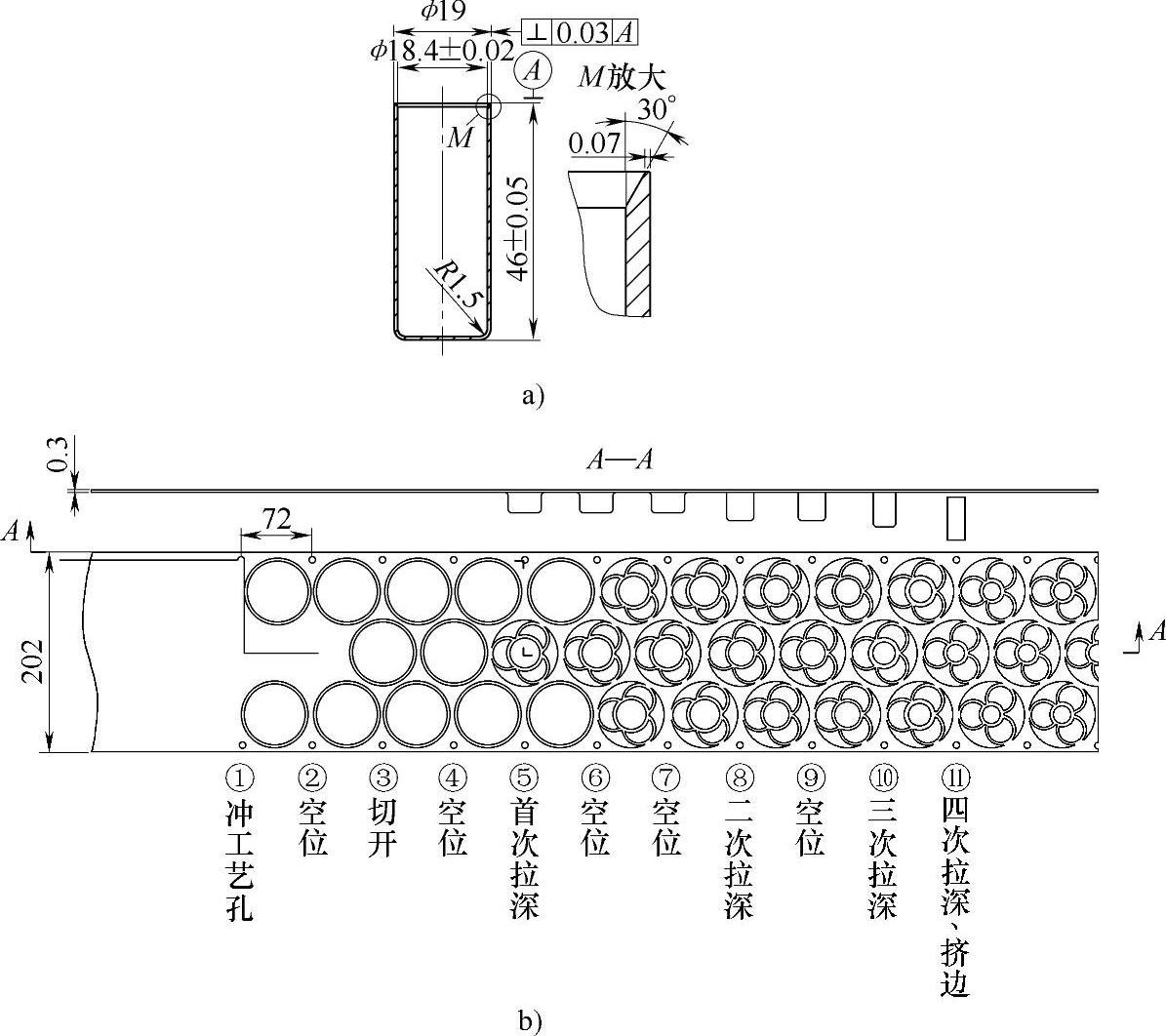
图9-40 长圆筒形件级进模
a)零件图 b)排样图

图9-40 长圆筒形件级进模(续)
c)模具结构图
1—上模座 2—上托板 3—上模脚 4、13、24—固定板 5、20、30—脱料板 6、12、22—固定垫板
7—导正销8、36、40、45、50—顶杆9—凸凹模10—内脱料11、17、29—脱料垫板 14、21、26—拉深凸模 15—止付螺钉 16、23、25、28—脱料板镶件 18—内导柱 19、42—内导套 27—拉深、挤边凸模 31、43、52—下模板 32—外导柱 33、41、53—下模垫板 34—拉深、挤边凹模 35、38、44—拉深凹模 37—限位柱 39—弹簧垫圈 46—下托板 47—顶料销 48—下凸模 49—顶料圈 51—下模镶件 54—下垫脚 55—下模座 56—垫块 57—导板 58—带料(https://www.xing528.com)
说明:
1)该模具为冲孔、拉深、挤边等11个工位的级进模结构。
2)带料送进时,首先用两个导正销7精定位;各次拉深的凹模作送料时的粗定位。
3)工序⑾ll采用拉深与挤边复合工艺。
①其结构是:首先拉深凸模进入带料零件中,随着拉深凸模下行对零件进行拉深,在拉深工序结束时,拉深凸模的台阶与凹模共同对工件进行挤边。挤边的变形过程不同于冲裁,挤边过程可分解为以下几个阶段:
a.弹性变形阶段:拉深凸模上的台阶接触前一工序送过来的零件后开始压缩材料。材料弹性压缩,随着凸模的继续压入,材料的内应力达到弹性极限。
b.塑性变形阶段:凸模继续压入,材料的内应力达到屈服极限时,开始进入塑性变形阶段,凸模挤入材料的深度逐渐增大。即弹性变形程度逐渐增大,变形区材料硬化加剧。
c.挤边阶段:凸模继续向下,“无间隙”地通过凹模把零件进行切断。零件挤压面和切断面表面粗糙度值较低。
②拉深挤边具有以下特点:
a.挤边过程是凸模利用尖锐的环状台阶从水平方向挤压工件,使侧壁与余边逐渐分离。
b.由于拉深和挤边总是相伴而行,挤边刃口只是拉深凸模(或凹模)的部分,即省去了专用切边模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。