



【摘要】:零件名称:弹片材料及板厚:C5240R-SH超硬磷铜,0.3±0.01mm零件图展开图排样图模具结构图说明:1)该模具为冲孔、成形、落料等15个工位的级进模结构。3)模具采用4导柱钢板模座,料带首先采用人工送料,送到一定工位后采用自动送料模式进行自动生产。由于弹片需要多步弯曲,所以必须由外到内逐步弯曲,该副模具采用推弯成形。
零件名称:弹片
材料及板厚:C5240R-SH超硬磷铜,0.3±0.01mm
零件图(见图9-29a)
展开图(见图9-29b)
排样图(见图9-29c)
模具结构图(见图9-29d)
说明:
1)该模具为冲孔、成形、落料等15个工位的级进模结构。
2)该工艺采用直排错开对排的形式,共有15个工位:①冲导正销孔,冲方孔;②、③、④、⑤导正、冲废料;⑥冲废料;⑦导正、成形舌部;⑧导正、成形;⑨导正、成形、引脚成形;⑩导正、空位;(ll)推弯成形;(l2)空位;(l3)整形;(l4)空位;(l5)落料。(https://www.xing528.com)
3)模具采用4导柱钢板模座,料带首先采用人工送料,送到一定工位后采用自动送料模式进行自动生产。由于弹片需要多步弯曲,所以必须由外到内逐步弯曲,该副模具采用推弯成形。
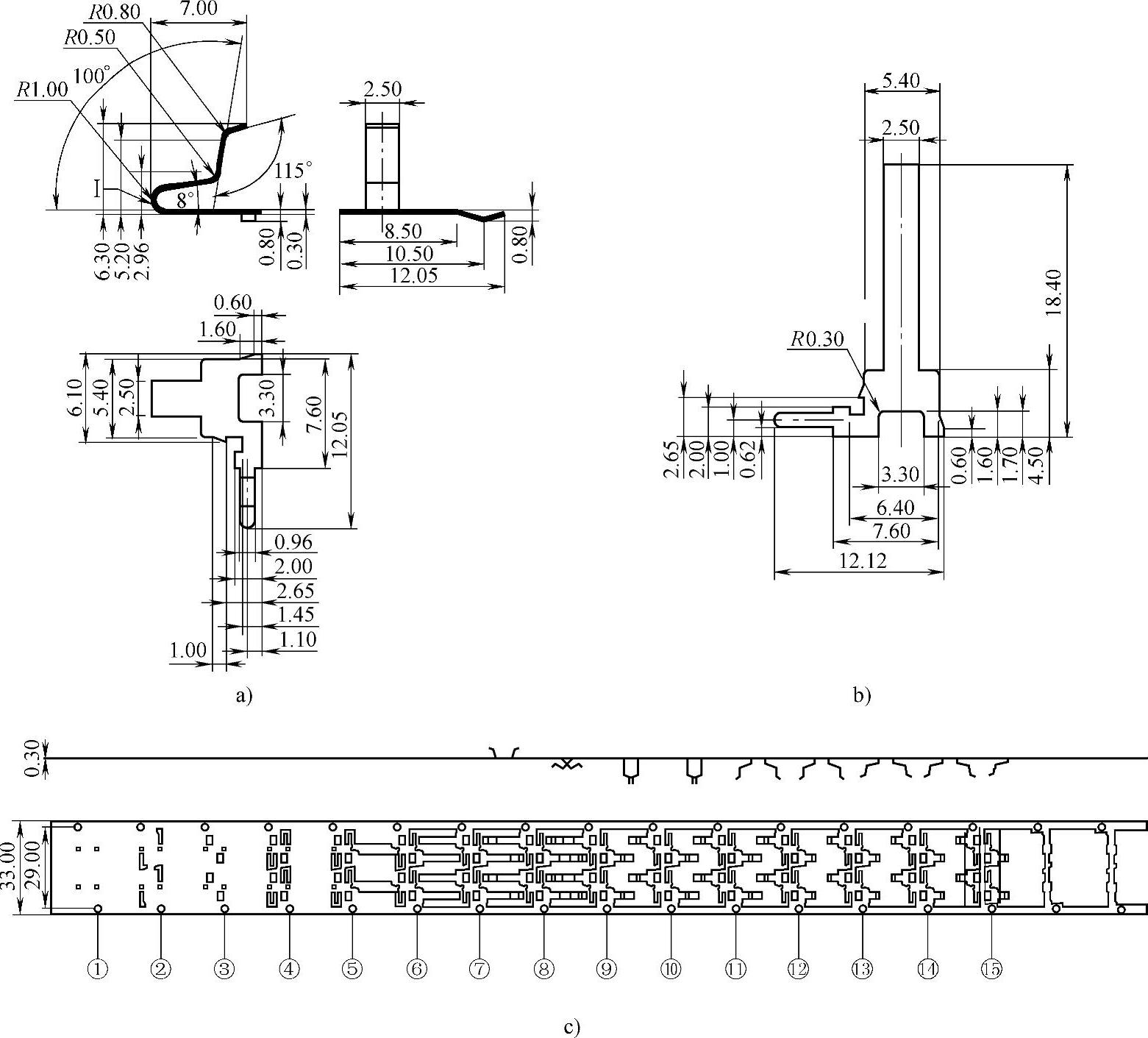
图9-29 弹片级进模
a)零件图 b)展开图 c)排样图
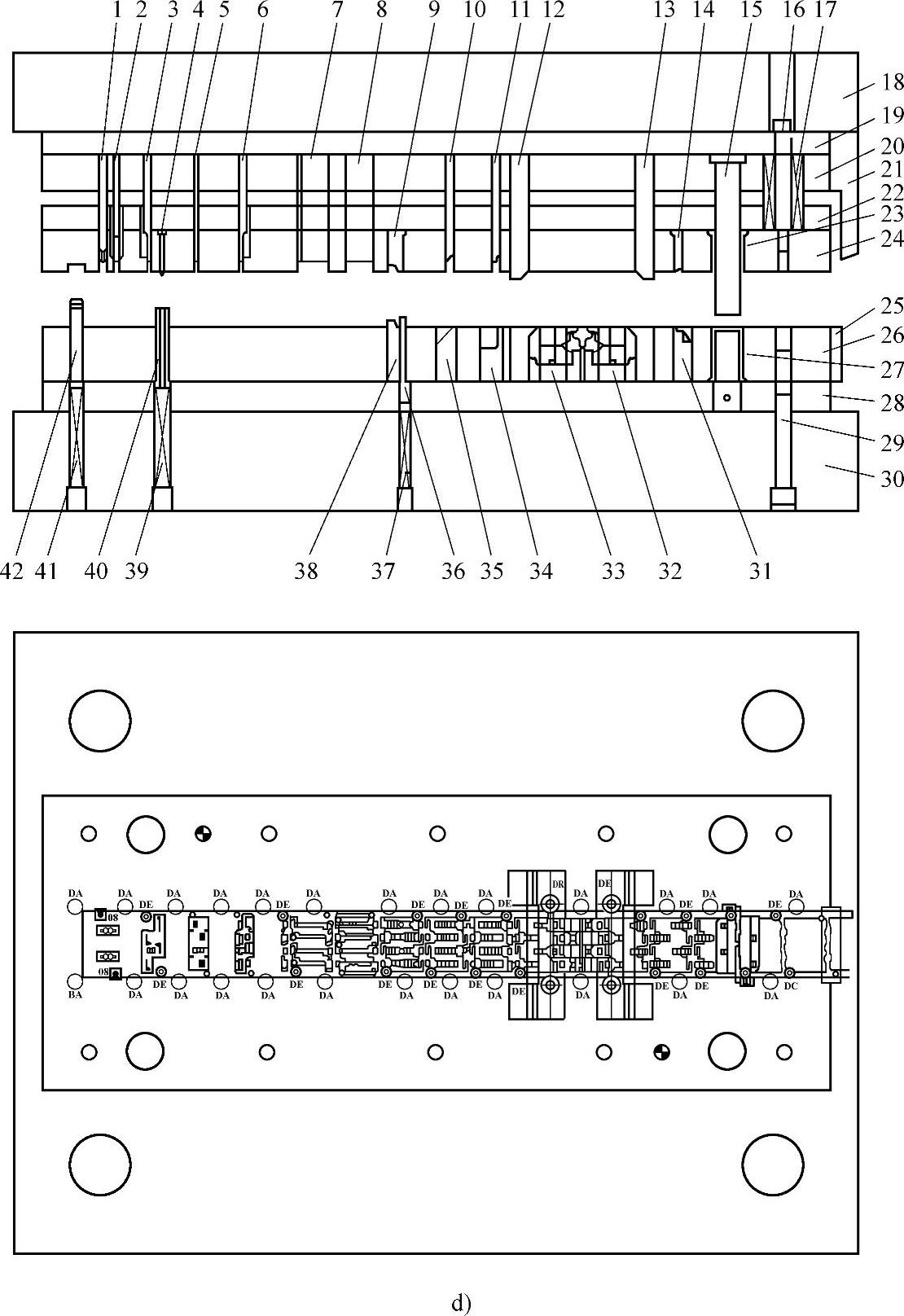
图9-29 弹片级进模(续) d)模具结构图
1、3、5、6、7、8—冲裁凸模 2—冲导正孔凸模 4—定位销 9、10、11—成形凸模 12、13—斜楔 14—整形凸模 15—辅助导柱 16—等高螺钉 17—卸料弹簧 18—上模座 19—上垫板 20—凸模固定板 21、25—废料刀 22—限位板 23、27—辅助导套 24—卸料板 26—下模板 28—下垫板 29—下模固定螺钉 30—下模座 31—整形凹模 32、33—滑块 34、35、38—成形凹模36—浮动顶底 37、39、41—弹簧 40—浮顶销 42—浮动导料销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。