



【摘要】:2)采用对排排样方式,工位安排为:①冲圆孔、导正销孔,侧刃切边;②冲梯形孔;③冲外形;④空步;⑤50°弯曲;⑥U形弯曲和45°弯曲;⑦切断。3)工序中有向下弯曲,在送进条料时,要把条料抬起,再往前送进,要设计浮料和顶料装置。在模具闭合时,浮料销和顶料销随条料下压,模具打开时,靠弹簧弹力,浮料销和顶料销把条料抬起,进行送料。
零件名称:瓶塞压臂
材料及板厚:2A12硬铝,1mm
零件图(见图9-22a)
展开图(见图9-22b)
排样图(见图9-22c)
模具结构图(见图9-22d)
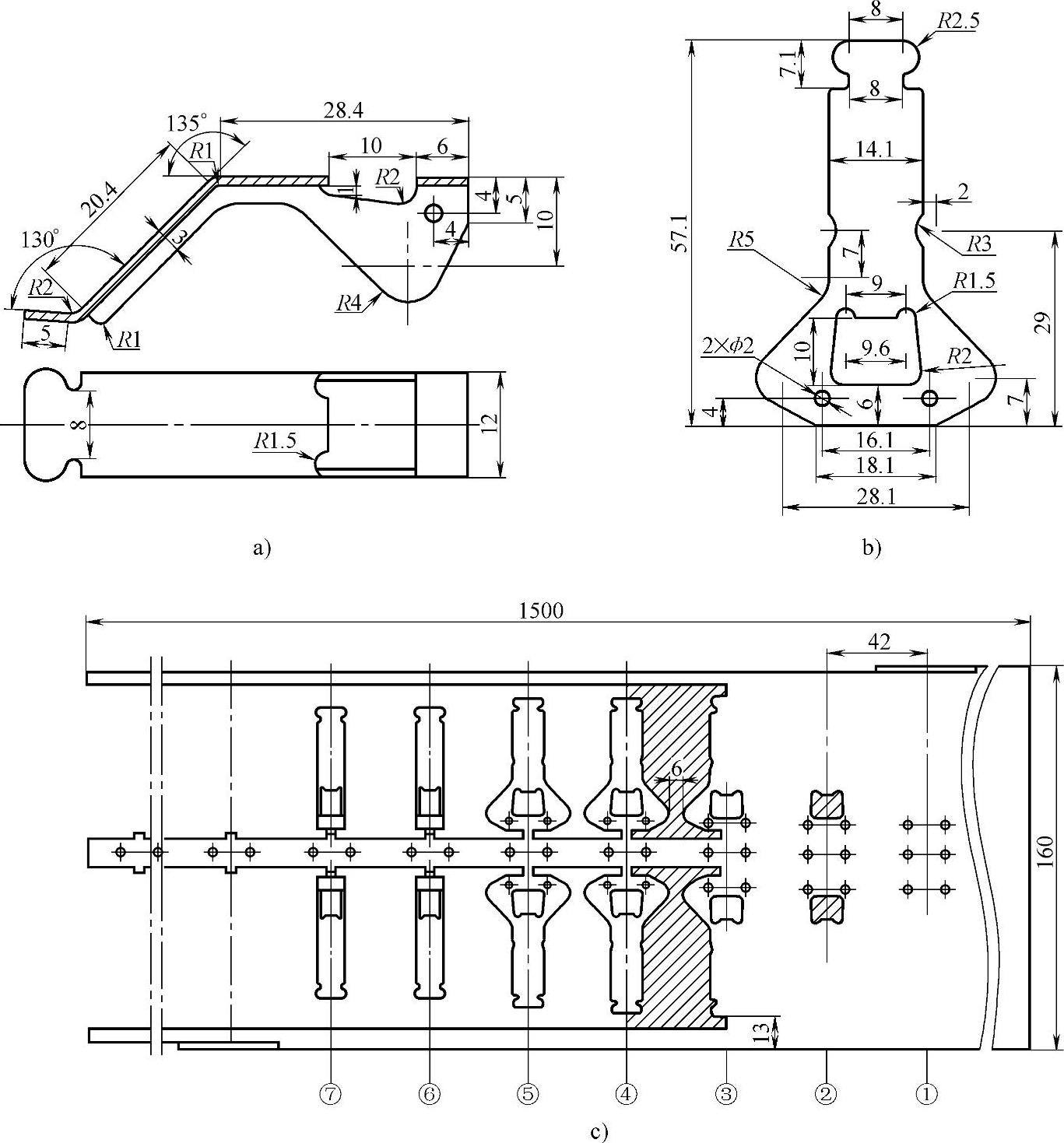
图9-22 瓶塞压臂级进模
a)零件图 b)展开图 c)排样图(https://www.xing528.com)
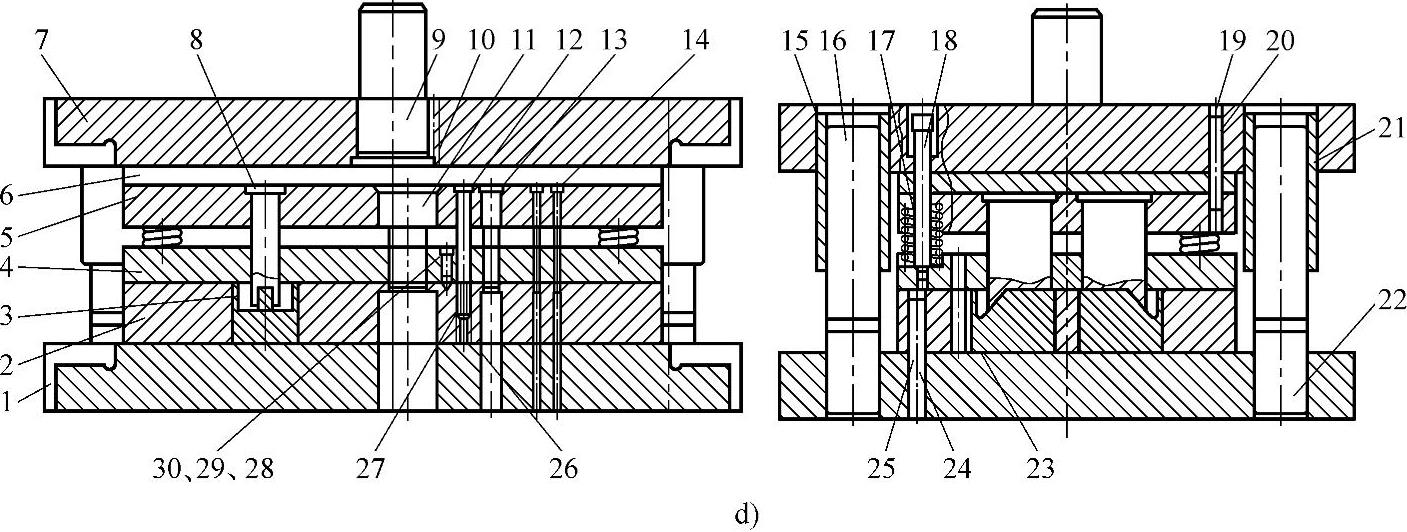
图9-22 瓶塞压臂级进模(续)
d)模具结构图
1—下模座 2—凹模板 3—弯曲凹模 4—卸料板 5—凸模固定板 6—垫板 7—上模座 8—弯曲凸模 9—模柄 10、19、24—圆柱销 11、13、14—凸模 12—小导柱 15、21—导套 16、22—导柱 17—卸料弹簧 18—卸料螺钉 20、25、28—螺钉 23—浮料销 26、29—弹簧 27—顶料销 30—导正销
说明:
1)该模具为冲孔、弯曲等7个工位的级进模结构。
2)采用对排排样方式,工位安排为:①冲圆孔、导正销孔,侧刃切边;②冲梯形孔;③冲外形;④空步;⑤50°弯曲;⑥U形弯曲和45°弯曲;⑦切断。
3)工序中有向下弯曲,在送进条料时,要把条料抬起,再往前送进,要设计浮料和顶料装置。在模具闭合时,浮料销和顶料销随条料下压,模具打开时,靠弹簧弹力,浮料销和顶料销把条料抬起,进行送料。该浮料销也起导料的作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。