



零件名称:电器接插件
材料及板厚:H62黄铜,0.5mm
零件图(见图9-20a)
展开图(见图9-20b)

图9-20 电器接插件级进模
a)零件图 b)展开图 c)排样图 d)模具结构图
1、25、27、30—嵌入式弯曲凹模 2、10、12、13、24—嵌入式弯曲凸模 3、11—导正销 4—卸料板 5—切断凸模 6—凸模固定板 7—上垫板 8—上模座 9—卸料板导柱 14—冲肋凸模 15—模柄 16—斜楔 17、18—弯曲凸模 19—凹模板 20、21—下垫板 22—弯曲镶件 23—滑动弯曲凹模 26、28、29、31—顶杆
排样图(见图9-20c)
模具结构图(见图9-20d)
说明:
1)该模具为冲孔、切边、弯曲等12个工位的级进模结构。
2)排样图中工位为:①冲工艺孔和切边;②冲外轮廓;③冲内轮廓;④制件侧臂水平位置一次弯曲;⑤斜楔驱动滑动弯曲凹模完成二次弯曲;⑥制件侧臂水平位置三次弯曲;⑦制件侧臂小弯曲及冲肋;⑧弯曲制件侧臂至竖直位置;⑨整形;⑩切制件头部轮廓;(ll)弯曲制件头部;(l2)落料。
3)由于模具工位较多,为保证模具的冲压精度,级进模采用四导柱滑动导向模架。除采用对角侧刃定距外,在每隔2~3个工位采用导正销定位,这样可保证工序件在经过多个工位后仍可保证很高的成形精度。
4)由于该制件存在弯曲工序,当弯曲结束后弯曲部分留在模腔内将阻止条料的送进,需采用浮顶装置,在冲压回程时将条料从弯曲凹模内抬出,使送料能够实现。由于模具工位较多,为保持模具送料过程平稳,将导料板做成浮顶导料板。在冲压回程时,整块导料板在弹簧力作用下抬起,将制件从凹模内抬出,使条料可以在导料板内导向送进。实例21 负极片级进模(https://www.xing528.com)
零件名称:负极片
材料及板厚:H62黄铜,0.5mm
零件图(见图9-21a)
排样图(见图9-21b)
模具结构图(见图9-21c)
说明:
1)该模具为冲孔、弯曲等9个工位的级进模结构。
2)采用斜排方式,虽然相对正反对排材料利用率低,但克服了正反对排和纵排及横排的缺点,利于弯曲。采用自动送料加导正销定位,精度较高。采用单侧载体连接桥方式连接,利于弯曲。具体排样的工位是:①冲导正销孔及内孔;②冲裁余料;③冲裁余料;④空工位;⑤向上弯曲;⑥空工位;⑦向上弯曲及向下弯曲;⑧空工位;⑨向下弯曲及切断。
3)模具工作过程:采用自动送料粗定距,当压力机滑块下行带动上模座使模具闭合时,第①工位,条料被冲孔凸模冲出导正销孔、零件内型孔,导正销起精定距作用;第②、③工位,冲裁凸模进入凹模,依次冲切内外形;第④、⑥、⑧工位为空工位;第⑤、⑦工位,弯曲凸模进入弯曲凹模,依次弯出零件侧壁;最后工位,弯曲凸模进入弯曲凹模,弯出零件侧壁,由切断凸模最终分割出成品零件。级进模采用弹性卸料板保证每工位卸料及保护细长凸模。凸模尽量采用快换式或穿销式,以保证修配方便。
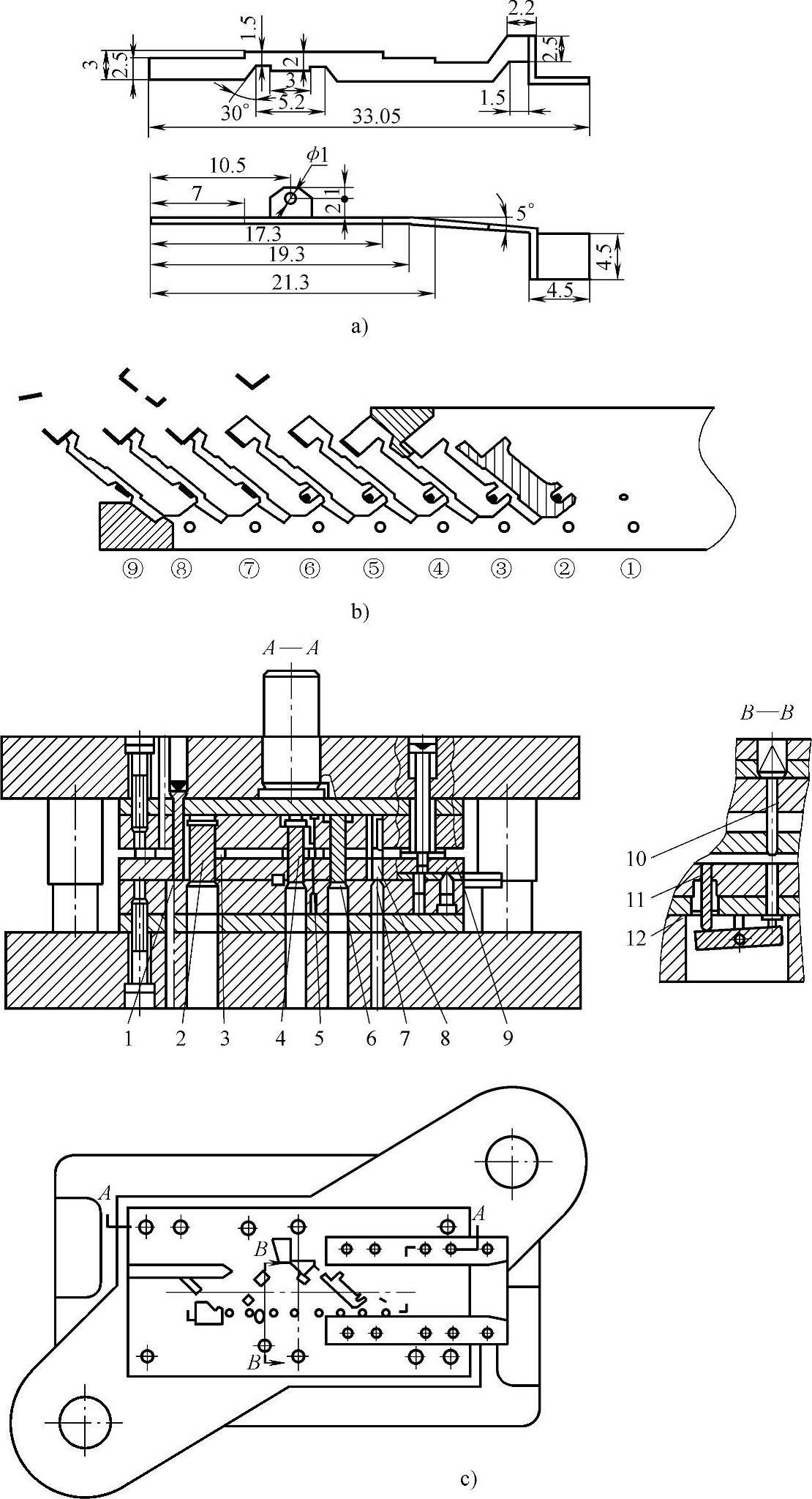
图9-21 负极片级进模
a)零件图 b)排样图 c)模具结构图
1、4、11—弯曲凸模 2—切断凸模 3—限位柱 5—导正销 6、7、8—冲裁凸模 9—凹模 10—打杆 12—护套
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。