



零件名称:晶体管引线框架
材料及板厚:KFC铜带,0.381±0.01mm
零件图(见图9-18a)
排样图(见图9-18b)
模具结构图(见图9-18c)
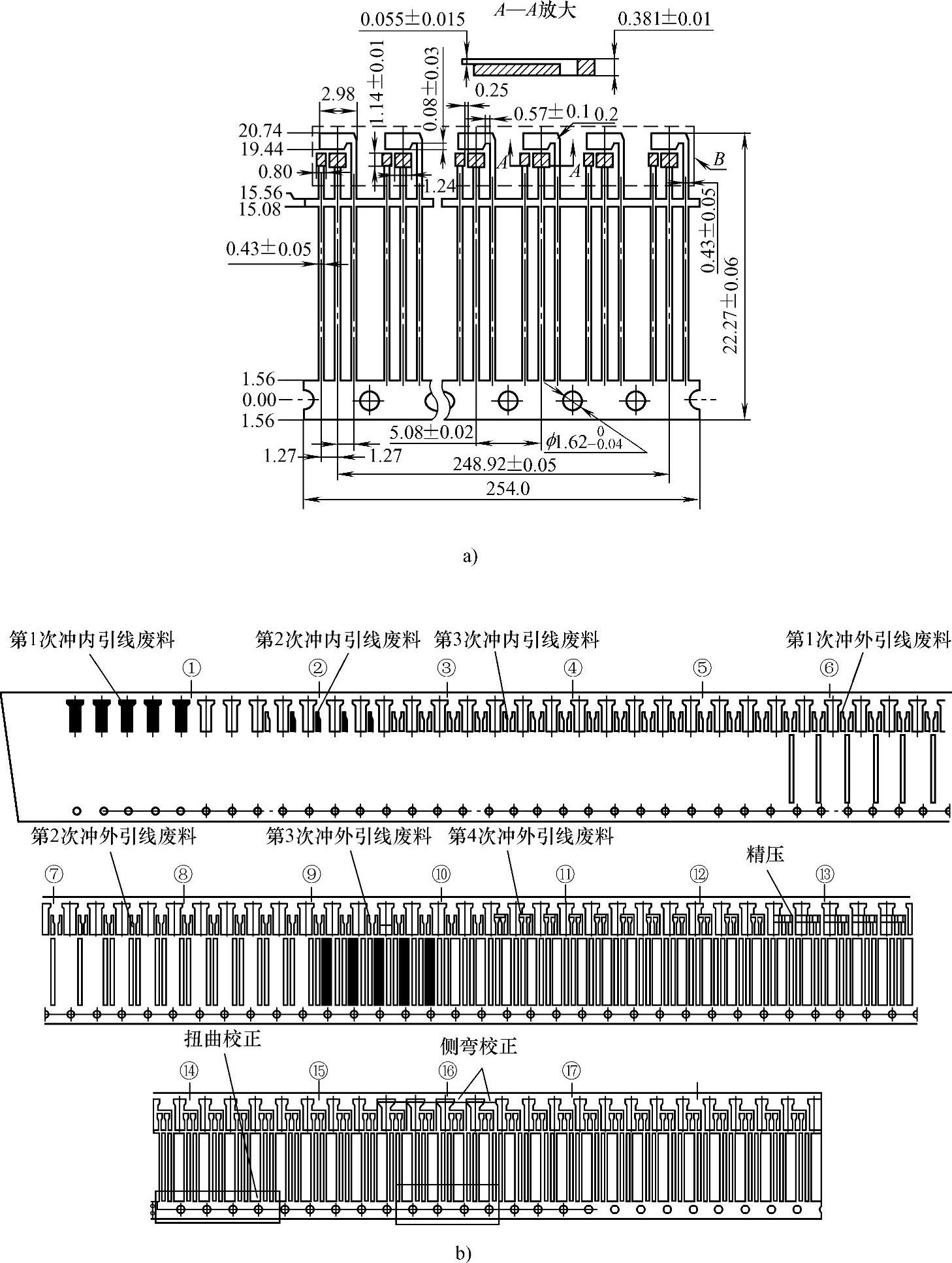
图9-18 晶体管引线框架级进模
a)零件图 b)排样图
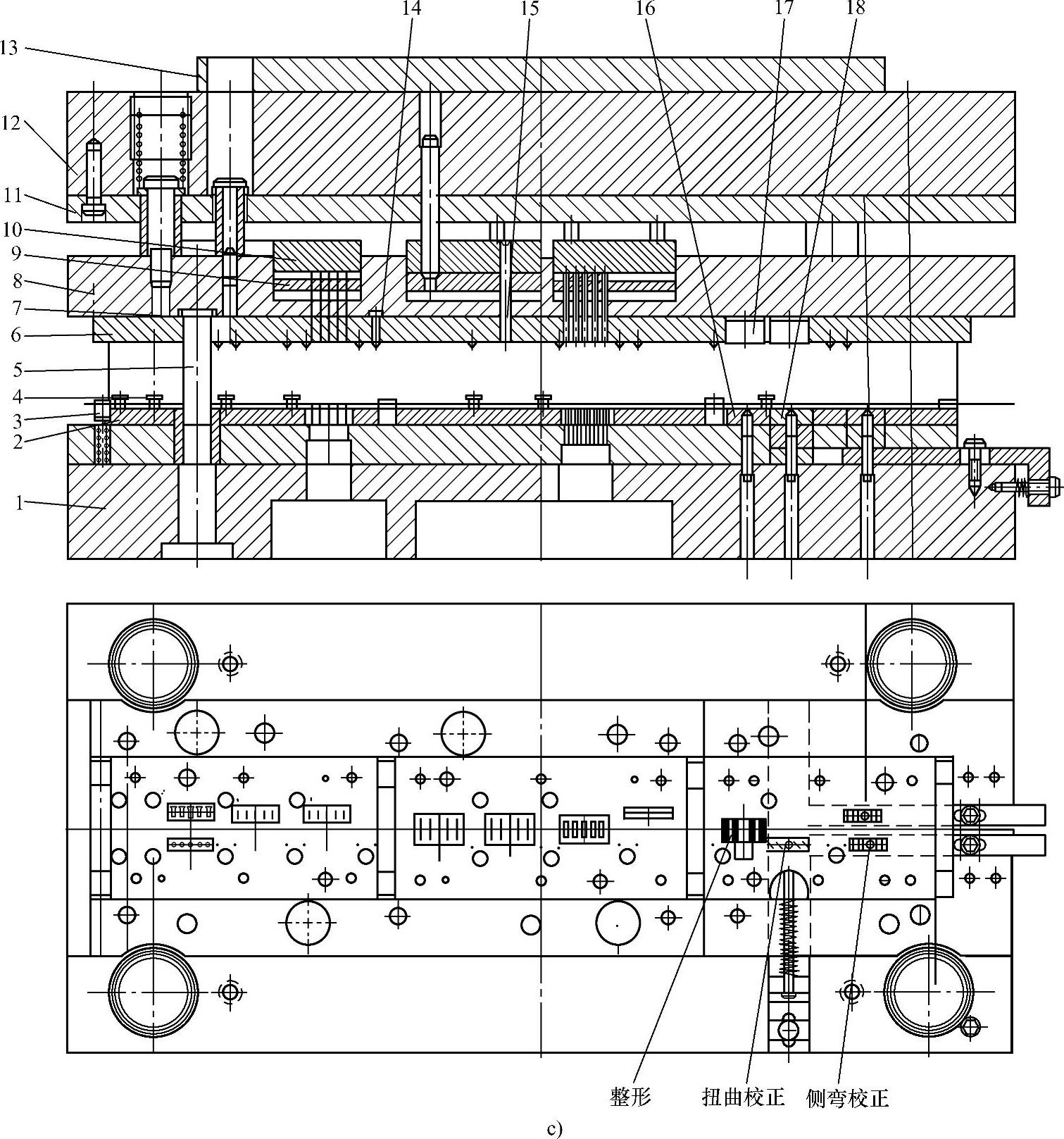
图9-18 晶体管引线框架级进模(续)
c)模具结构图
1—下模座 2—凹模板 3—抬料横梁 4—导料螺钉 5—小导柱 6—卸料板 7—冲内引线废料凸模 8—卸料座板 9—凸模固定板 10—凸模垫板 11—弹簧垫板 12—上模座 13—盖板 14—导正销 15—凸模固定板护销 16—整形凸模 17—精压凸模 18—扭曲校正凸模(https://www.xing528.com)
说明:
1)该模具为冲孔、侧弯、校正等17个工位的级进模结构。
2)零件排样采用“一出五”的排样方式。冲压工艺为:工位①冲5个内引线废料和5个φ1.62mm导正销孔;工位②~④冲5个内引线废料,并设置4个导正销导正;工位⑤空工位,但设置2个导正销;工位⑥~⑩冲外引线废料,并设置3个导正销;工位(ll)~(l2)冲内引线废料并设置2个导正销;工位(l3)~(l5)精压,将材料厚度由0.381mm减薄至0.326mm,整形和扭曲校正,并设置2个导正销;工位(l6)~(l7)校正正、反向侧弯,并设置2个导正销。
3)模具结构设计有:
①模具是“三板式”模具结构,采用四导柱滚动导向钢板模座。
②模具卸料装置采用卸料板结构,设置4个小导柱以提高卸料座板的精度。10个卸料螺钉采用定位套筒组合式,可以方便地控制卸料板与凹模的平行度。在模具中心位置100mm×550mm内共设置17个强力卸料弹簧,以保证可靠的压料和卸料。
③设置17个导料钉代替导料板,以防止导正销将带料提起。
④设置4个抬料横梁,以防止冲裁毛刺拉伤凹模表面或拉伤带料。
⑤为保证带料在20个步距内的累积误差在0.03~0.04mm,模具中共设置15个导正销。
⑥凸模与固定板的单边间隙为0.015mm;凸模利用卸料板导向,凸模与卸料板的双边间隙不大于0.003mm;凸模与凹模的冲裁间隙为0.003mm。为保证凸模运动精度,采用凸模固定板护销结构。
⑦由于模具有精压、整形等工序,设置4对限位装置,工作时方便控制凸模进入凹模的深度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。