



【摘要】:2)第一工位由圆凸模6和中心孔凸模8冲中心孔及两导正孔,第二工位由凸模11冲外形,第三工位由检测凸模2、检测杆10作安全检测,第四工位由压弯凸模25、压弯凹模26进行弯曲,第五工位由落料凸模24落料。
零件名称:钟表元件二轮压簧
材料及板厚:1Cr18Ni9不锈钢,0.25mm
零件图(见图9-14a)
排样图(见图9-14b)
模具结构图(见图9-14c)
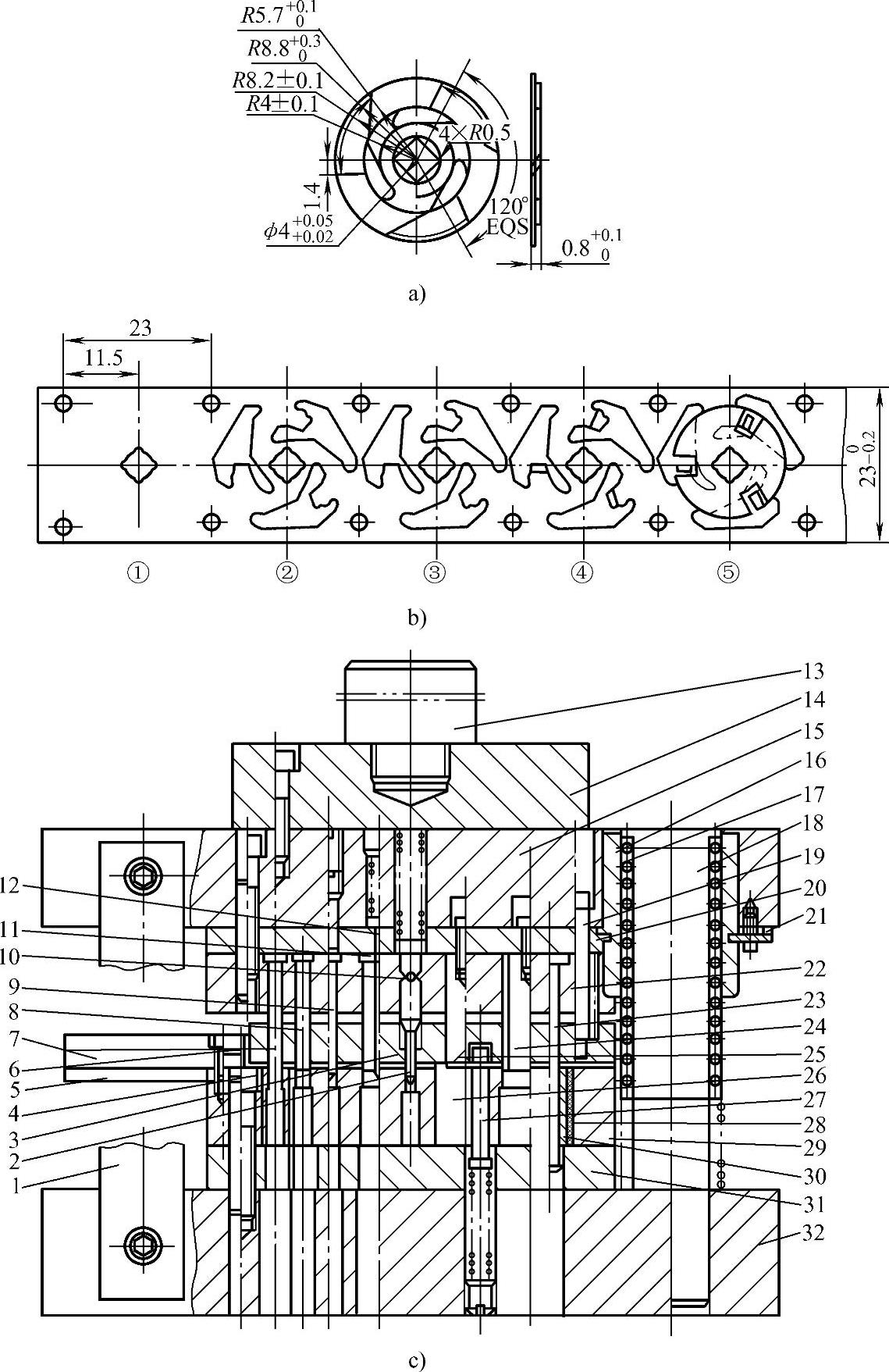
图9-14 钟表元件二轮压簧级进模(https://www.xing528.com)
a)零件图 b)排样图 c)模具结构图
1—定位卡板 2—检测凸模 3—卸料板 4—圆凹模镶件 5—支承板 6—圆凸模 7—导料板 8—中心孔凸模 9—导正钉 10—检测杆 11—凸模 12—推料杆 13—模柄 14—模柄座 15—上模座 16—导套 17—保持圈 18—导柱 19—卸料板螺钉 20—上垫板 21—压板 22—固定板 23—小导柱 24—落料凸模 25—压弯凸模 26—压弯凹模 27—导料销 28—环氧树脂 29—凹模 30—小导套 31—下垫板 32—下模座
说明:
1)该模具为冲孔、冲外形、检测、弯曲、落料5个工位的级进模结构,用于400kN自动压力机。
2)第一工位由圆凸模6和中心孔凸模8冲中心孔及两导正孔,第二工位由凸模11冲外形,第三工位由检测凸模2、检测杆10作安全检测,第四工位由压弯凸模25、压弯凹模26进行弯曲,第五工位由落料凸模24落料。
3)模具采用两副滚动导向元件,固定板22与各凸模间为浮动式固定(单面间隙0.015~0.02mm),在卸料板3、固定板22和凹模29间有4个小导柱23及小导套30滑动导向,卸料板与各凸模的单面间隙小于0.005mm。条料由自动送料装置供料,由导料销27顶料、引导,由导正钉9定位,发生故障由检测凸模2和检测杆10,以及外接电器切断电源实行保护,定位卡板1是运输时起保护作用的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。