



零件名称:游丝支片
材料及板厚:65Mn钢,0.4mm
零件图(见图9-12a)
模具结构图(见图9-12b)
说明:
1)该模具为偏心滚柱夹板式自动送料3个工位的级进模结构。其冲压过程是冲孔凸模9对条料冲孔,落料凸模10落下坯料,而落料平坯又重新被压入条料内,继续送进;弯曲凸模11、12将制件弯曲成形;成形的工件由推杆13打下,沿凹模14斜面滑出。
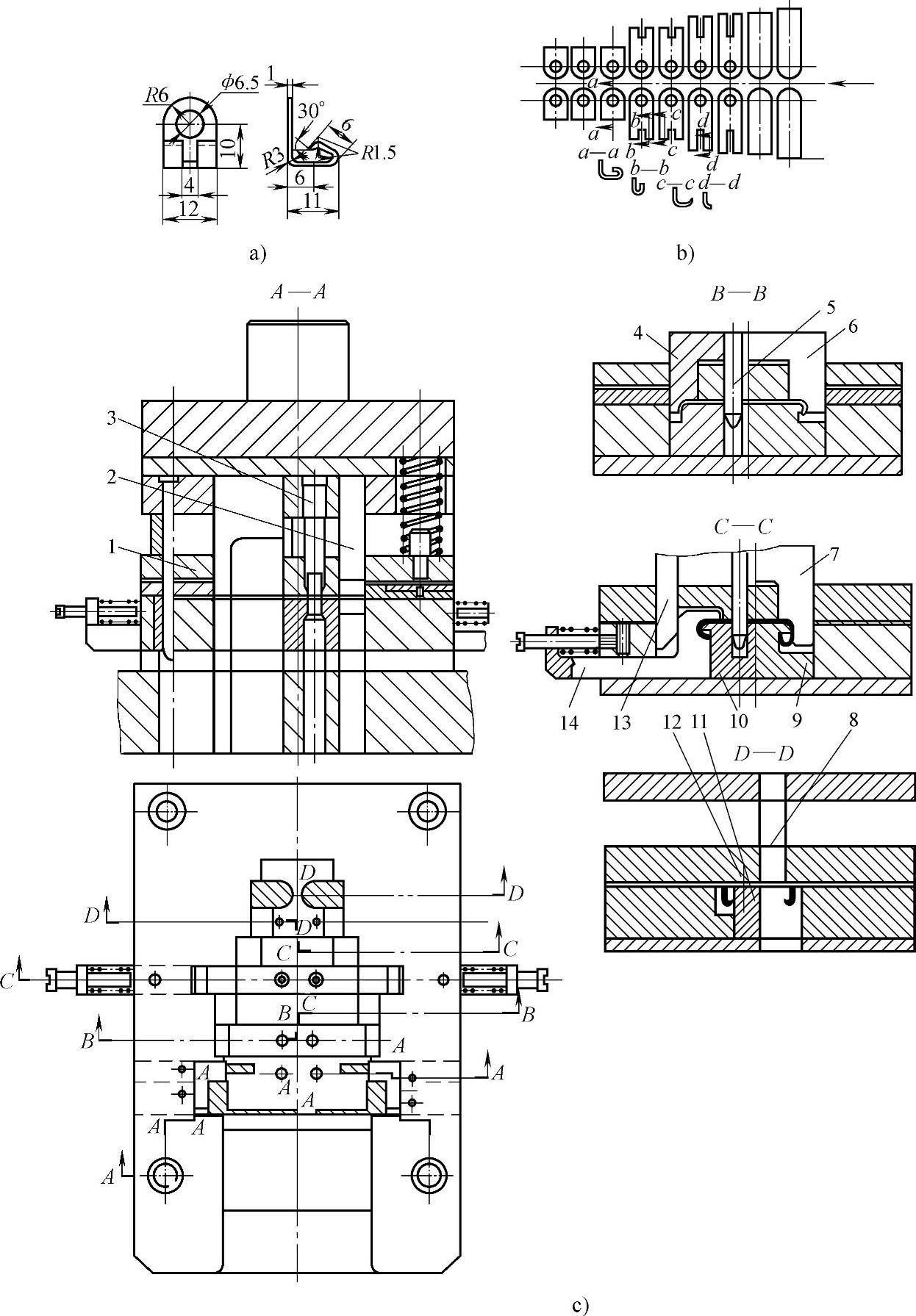
图9-11 接线头级进模(https://www.xing528.com)
a)零件图 b)排样图 c)模具结构图
1—步距侧刃 2、3、8—凸模 4、6、7—弯曲凸模 5—导正销 9、10、11—下模拼块 12—定位销 13—斜楔 14—滑块
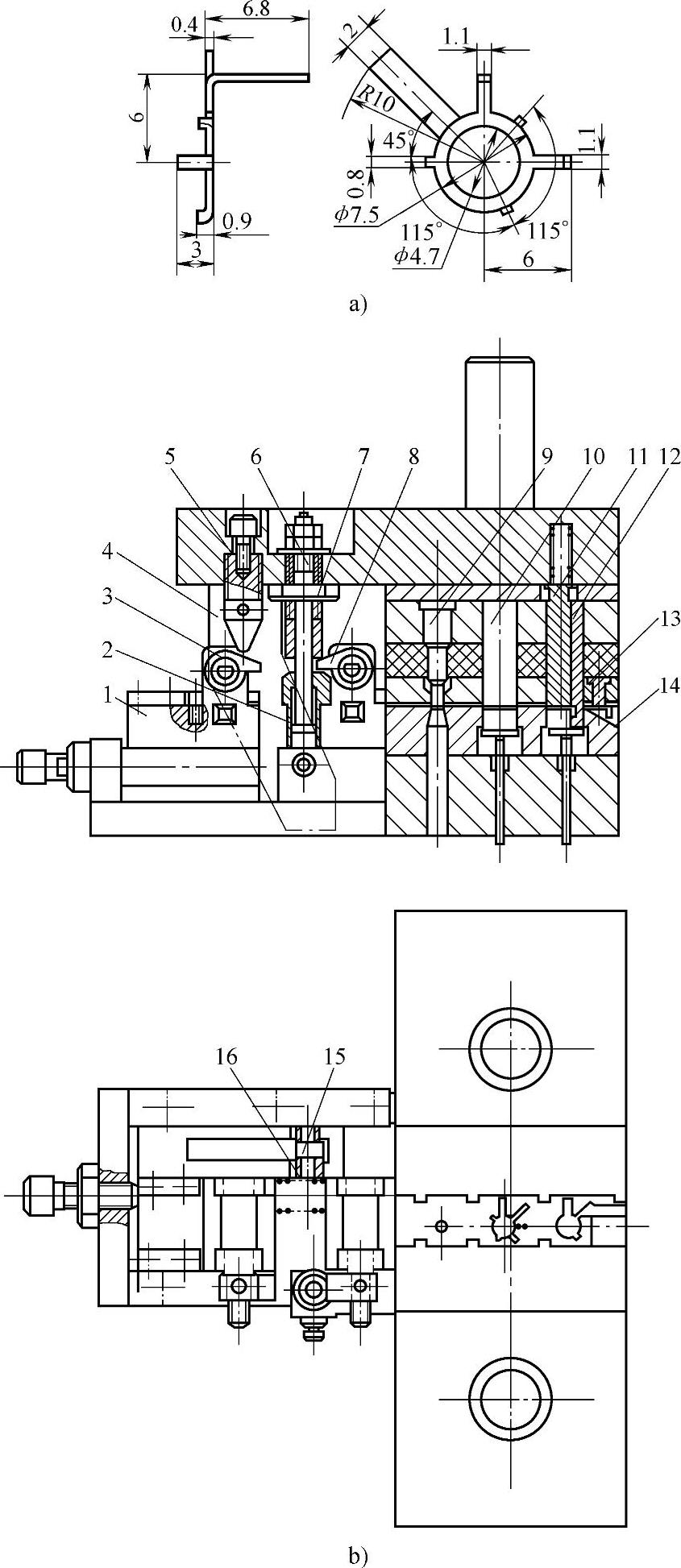
图9-12 游丝支片级进模
a)零件图 b)模具结构图
1—滑块 2—下套管 3—送料器齿开关 4—斜楔 5—螺栓 6—连杆 7—上套管 8—定料器齿开关 9—冲孔凸模 10—落料凸模 11、12—弯曲凸模 13—推杆 14—凹模 15—滚轮 16—弹簧
2)偏心滚柱夹板送料装置是一种用两块淬硬夹板进行夹料、送料的装置,分送料器和定料器两部分。送料器固定在滑块1上,滑块由斜楔4带动。定料器结构与送料器相同,固定在模具上,当压力机滑块上升时,定料器放松,送料器夹紧送料;当滑块下降时,定料器夹紧,送料器放松退回。动作是协调的。其动作是,滑块上升时,斜楔4推动装在送料器一侧的滚轮15,于是送料器夹紧条料,送进,待其快到终点时,送料器齿开关已推移到下套管2的位置,这时随冲模上升的下套管2同时提动两个齿开关3、8换向,使送料器将条料松开,定料器将条料夹紧。滑块下降时,斜楔4也下降。由于弹簧16的作用,送料器上的滚轮15紧贴斜楔向左运动即送料器退回。条料却被定料器夹紧保持不动。当滚轮15处于斜楔的直线段时,螺栓5和上套管7同时压下齿开关3、8,带动偏心滚柱转动一个角度,使送料器夹板夹紧条料,定料器夹板放松条料。于是送料、定料、冲压、退回这一过程就可循环进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。