



零件名称:自行车碟刹片
材料及板厚:SUS420J2钢,2.05mm
零件图(见图9-10a)
排样图(见图9-10b)
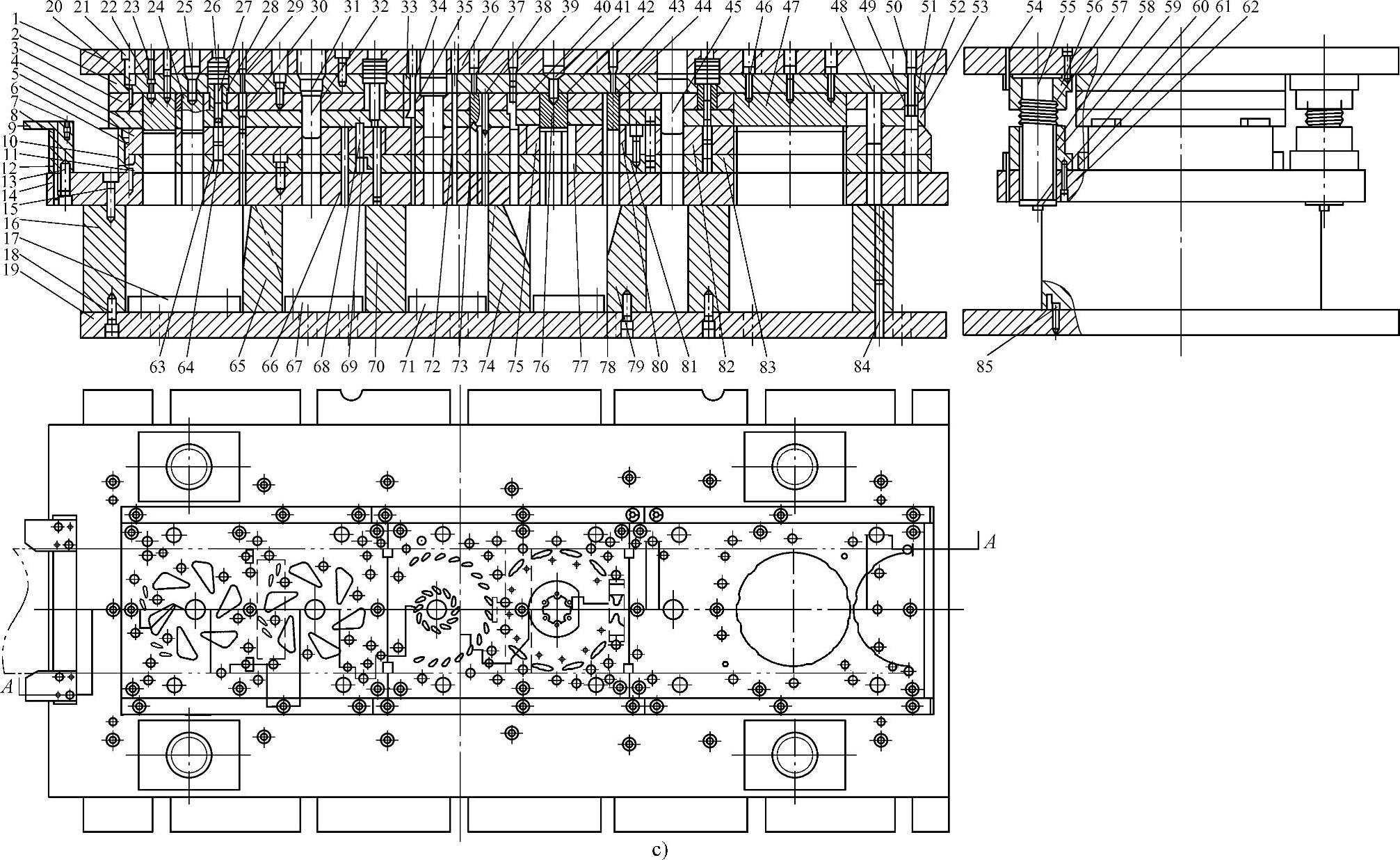
模具结构图(见图9-10c)

图9-10 自行车碟刹片级进模
a)零件图 b)排样图
 (https://www.xing528.com)
(https://www.xing528.com)
图9-10 自行车碟刹片级进模(续)
c)模具结构图
1—上模板 2、10、33、51、81、83—垫板 3、5、22、34、52、80、82—固定板 4、35、53—卸料板
6、7、11、13、15、18、20、21、23、25、29、36、37、39、41、43、46、49、61、62、85—螺钉 8、54、66、77、84—圆柱销 9—导料板 12—导料垫板 14—下模板 16、65、70、74、79—等高垫块 17、67、71—L形角铁 19—下模座 24、30、42、44、50—凸模 26、64、69—强力弹簧 27—卸料螺钉 28—套筒 31—螺塞 32、45—引导凸模 38—定位销 40、78—外形切口凸模 47—落料凸模 48—辅助导柱 55—外导柱 56、59—下导柱座 57—弹簧 58—导套 60—垫块 63—浮料销 68—导料销 72—散热凸模 73—小减轻孔凸模 75—凹模镶块 76—冲孔凸模
说明:
1)该模具为冲孔、落料7个工位的级进模结构。
2)排样中的工序:①冲6个减轻孔、4个小散热孔和2个φ10mm的定位孔及φ33mm的大定位孔;②冲其余6个减轻孔和4个小减轻孔;③冲其余16个小减轻孔与12个散热孔;④冲中孔、6个φ5.0mm、12个φ3.5mm小孔;⑤预留空步(整平);⑥外形下料;⑦2个φ16mm的凸模切断废料。压力机一次行程生产一个完整的零件。
3)模具采用级进模结构,条料从左侧进入。在压力机滑块的每次行程中,模具分7步来完成零件的成形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。