



分析毛坯排样时冲裁件图形的位置特点可知,在排样图上各图形的轴线总是相互平行的(图8-15)。如前所述,在一般的排样方法中以φ和λ为参数进行优化。高度函数法则是根据图形轴线的平行性,采用各图形的相对高度差hij为优化排样参数。在图8-15所示的双排排样中,以h12和h23为排样参数。
参数φ和λ与参数h12和h23之间存在以下关系:
φ=π/2-arctan(h/r) (8-1)
λ=h12sinφ-r12cosφ (8-2)如图8-15所示,在排样中各个图形均置于其自身坐标系中,第一、第二和第三图形的坐标系分别为x1O1y1、x2O2y2和x3O3y3。r12和h12为第二图形自身坐标系原点在第一图形自身坐标系中的坐标。r23和h23为第三图形坐标系原点在第二图形坐标系中的坐标。式(8-1)中,h为h12与h23的代数和,表示O3点到x1轴的距离;r为y3轴与y1轴的间距,其值为
r=max{[r12(h12)+r23(h23)],r13(h)} (8-3)
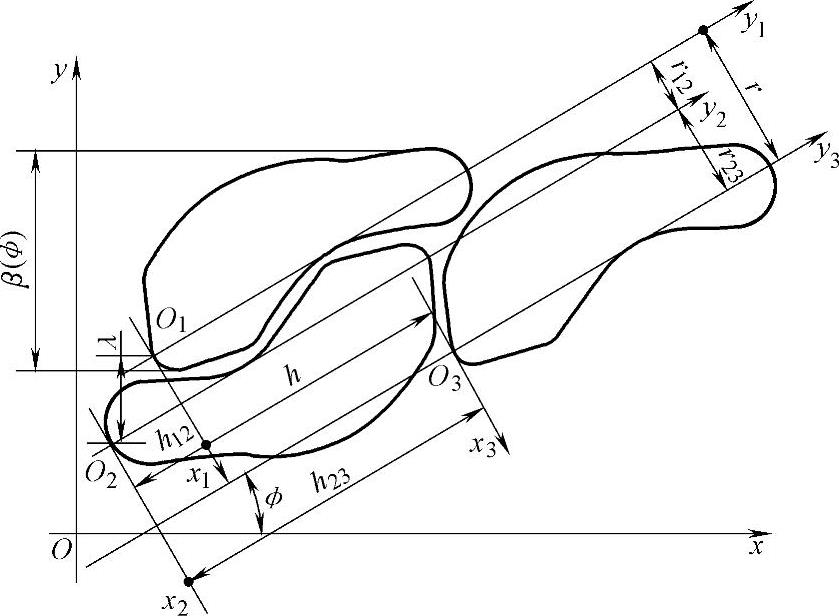
图8-15 排样中图形间的关系
1.可行域与相切条件
设图形在其自身坐标系中包括搭边值在内的高度为t(图8-16),则搜索最优排样方案的可行域为
G{-t≤h12≤t,-t≤h23≤t}因为各图形自身坐标的y轴在排样图中相互平行,各图形的高度皆为t,所以G为方形域。
如果将可行域等分网格数定为2m×2m,则搜索时h12和h23每次变化的量Δt=t/m。程序分两次优化,第一次为初步优化,第二次为细分优化,即在第一次求得的最优值附近细分网格,进一步搜索。设第一次优化求得的最优值为h12和h23,第二次优化时的搜索区域为
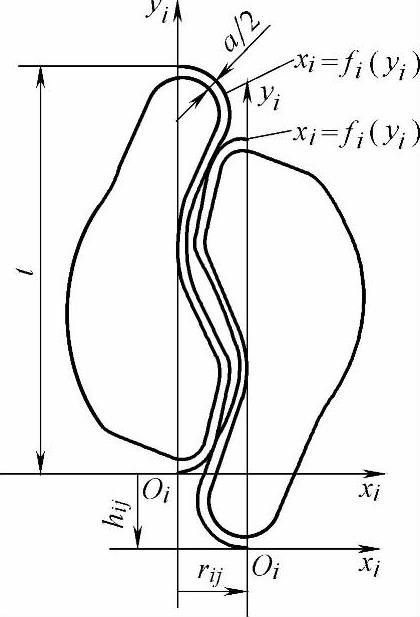
图8-16 两图形相切时的关系
G′{h12-Δt≤h12′≤h12+Δt,h23-Δt≤h23′≤h23+Δt}通过两次搜索,求得的最优值已相当精确。
为了获得排样方案,通常将图形等距放大半个搭边值,在排列图形时使相邻的放大图形相切。确定两图形相切的算法对于优化排样的速度有重要影响。在图8-16中,两图形置于自身的坐标系xiOiyi和xjOjyj中。图形以其最高点和最低点为界分为两部分,设图形i的右半部分的曲线为xi=fi(yi),图形j的左半部分曲线为xj=fj(yj)。当两图形相切时,存在如下关系:

式中,rij为Oj在xiOiyi坐标系中的横坐标。利用式(8-4)的关系,可以预先在h12、h23和h13的等分点上算出r12、r23和r13的值,并列成数据表。在排样过程中可直接调用这些数值,因而提高了效率。
这种确定两图形相切的方法与加密点排样法采用的算法类似,在确定图形相切时避免了计算量很大的迭代运算。但是,应该指出的是,这种方法对于凸图形是完全正确的,对于具有凹下部分的图形在绝大多数情况下也可找到最优值,但在个别情况下可能丢失最优解。正如绝大多数优化方法都有其一定的适用范围,这种方法也有其适用范围,但是其运行速度快,计算效率高,所以仍不失为一种好的排样方法。
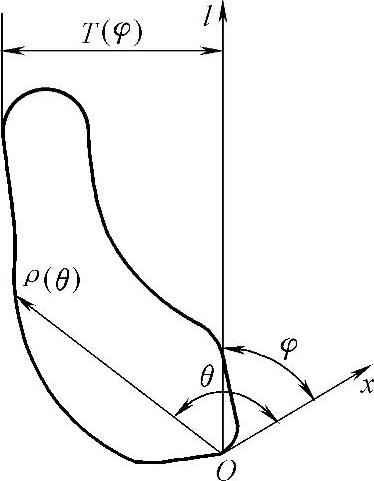
图8-17 高度函数的定义
2.条料宽度、步距和材料利用率的计算
如图8-17所示,将图形放置在极坐标系中,极坐标系原点与其自身参考坐标系原点重合,x轴方向与自身参考坐标系的xi轴方向一致,图形的轮廓曲线为ρ(θ)。设代表排样条料方向的l轴与x轴之间的夹角为φ,则图形轮廓和l轴的最大距离为(https://www.xing528.com)

这里,将T(φ)定义为高度函数。
在图8-15中,φ角可由式(8-1)确定,排样条料方向与图形自身坐标系xi轴的夹角为

因此,条料的宽度B可用下式计算,

式中 T1、T2——第一图形和第二图形的高度函数;
a——搭边值。
因为在工件的等距放大图中放大量的a/2(图8-16),所以式中应包括搭边值a。如果考虑到工件间的搭边和侧搭边不同,可对此项进行修正。 表示图形i的下半部轮廓和参考轴li之间的最大距离。λ按(8-2)计算,因为λ值表示工件2相对于工件1的错移量,所以其值有正负之分。
表示图形i的下半部轮廓和参考轴li之间的最大距离。λ按(8-2)计算,因为λ值表示工件2相对于工件1的错移量,所以其值有正负之分。
参考图8-15,不难得出计算进给步距H的公式:

所以,条料的步进材料利用率η可用下式计算,

式中 S1——一个零件的面积;
n——排样的排数。
条料的宽度B和进给步距H皆为h12和h23的函数,可用式(8-7)和式(8-8)计算。
3.排样过程
高度函数法的排样过程如图8-18所示。排样前首先进行数据处理,将图形信息转换成便于排样的数据形式。前置数据处理包括输入图形信息和排样方式,计算图形的面积,选取搭边值,并以二分之一的搭边值等距放大图形。对放大处理后的图形作多边形化处理,建立图形的自身坐标系。根据式(8-5)建立图形的高度函数表,以便于排样过程中调用。变量φ在其变化域[0,2π]内的等分数取为128,计算精度取为搭边值的5%。
数据准备完毕后,在h12和h23的变化域划分网格。为了在排样过程中快速使图形相切,在h12和h23的等分点上按式(8-4)计算rij的值,并列成数表。排样时用查表法可以很快求得B和H的值。在程序中进行了两次优化,首次优化搜索整个方形域G,获得初步最优方案。然后,在最优解附近确定搜索区域G′,并在此区域内以较小步距搜索,最终获得较精确的最优解。程序中将G域的边长分为50等份,将G′域的边分为20等份。在IBM PC计算机上运行,3~5min便可完成优化排样。
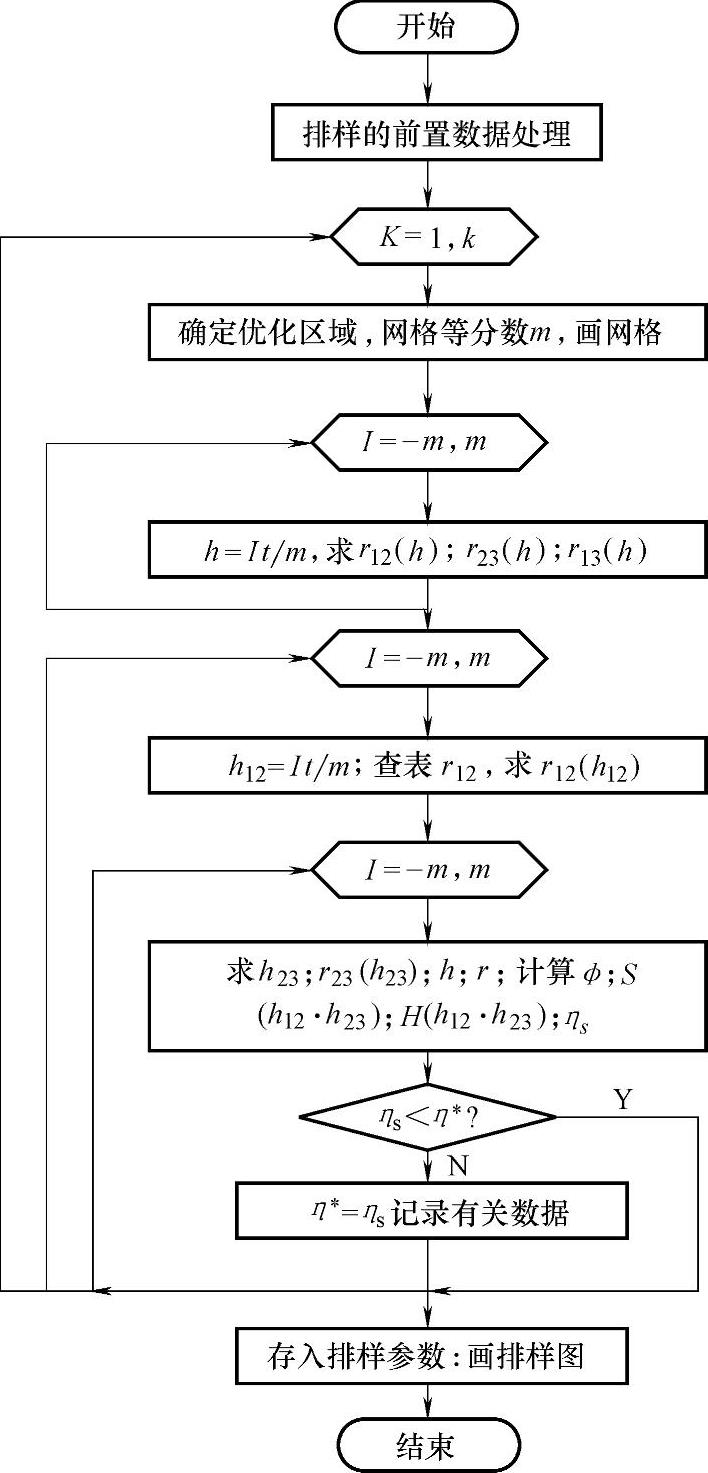
图8-18 高度函数法的排样过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。