



由于冲裁件的轮廓形状简单,且材料质地较软,废料被冲离制件(或条料)后,在凹模内仍被凸模吸附而带出凹模孔口,使废料留在凹模表面,严重影响冲裁工作正常进行,甚至引发事故。
(1)防止废料回升的措施 可以利用凸模有效地防止废料回升,如图7-13所示。图7-13a在凸模内装顶料销d=φ1~φ3mm;伸出高h=(3~5)t。图7-13b为利用压缩空气防止废料回升,主要用于凸模截面小,无法装顶料销时,凸模中气孔为φ0.3~φ0.8mm。图7-13c是大直径凸模,d>φ20mm时,在凸模端面制成凹坑并钻通气孔,h=1/4t,b=(1.5~2)t。图7-13d是在凸模端面凹坑内装簧片。图7-13e是装偏心顶料销。在设计时可按不同情况选择最佳方案。
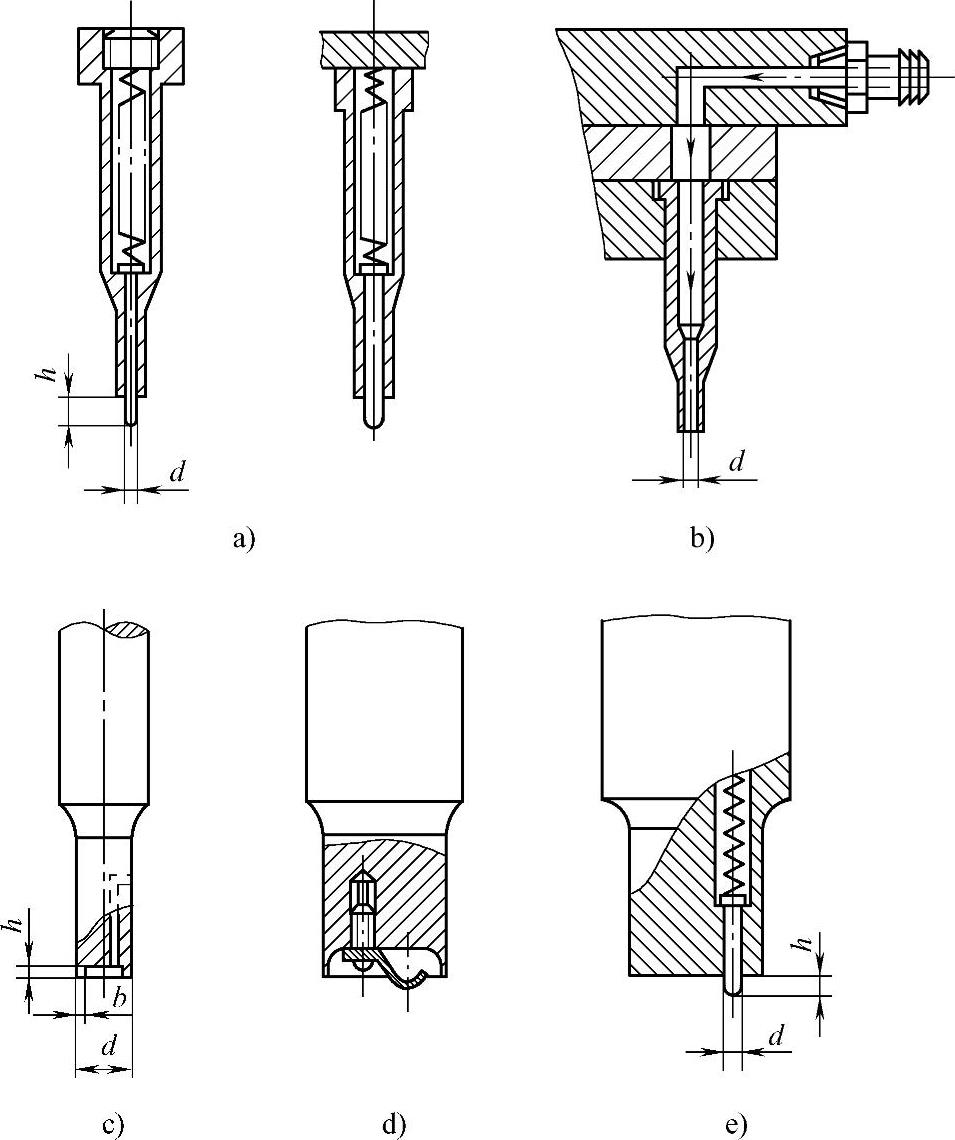
图7-13 利用凸模防止废料回升
除了利用凸模防止废料回升,还可利用凹模在其刃口处制成10′~20′的反锥角来防止废料回升。这种方法易引起小凸模的折断,且反锥角难磨削。
(2)废料回升的检测 废料回升常采用下死点检测法,如图7-14所示。当卸料板3和凹模4表面无废料及其他杂物时,微动开关2始终在“开”状态。若有回升废料或杂物时,压力机滑块到达下死点时,异物把卸料板垫起,推动微动开关,使其闭合,压力机滑块停止运动。这种形式用于厚料冲裁,灵敏度为0.1~0.15mm。(https://www.xing528.com)

图7-14 废料回升检测
1—上模座 2—微动开关 3—卸料板 4—凹模
对于落料或下死点高度要求严格的工件要用灵敏度更高的接近传感器来控制模具的下死点高度。用接近传感器来代替微动开关装在下模上,传感件装在卸料板上,调整适当的距离,灵敏度可控制在0.01mm左右。常用的接近传感器有:舌簧接点型、高频振荡型及霍耳效应型等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。