



1.使用倒冲机构应注意的问题
1)为保证冲件毛刺方向一致使用倒冲。如果冲件不允许有相反方向的毛刺,则应对某一工位采用倒冲,从而保证毛刺方向的一致。
个别弯曲部位需向上弯曲,弯曲半径又极小时,为保证毛刺方向与弯曲方向一致,避免弯曲变形区有细小裂纹,这时弯曲部位的两侧就应采用倒冲来提高冲件质量。
当个别翻边孔的方向向上,此时翻边预孔的毛刺方向也应当向上,则翻边预孔应考虑采用倒冲。
2)为使条料顺利浮动送进,不使浮动提升量过高,对个别过高的向上弯曲、翻边、拉深工序的凸模(即这些凸模是安装在下模上的),应采用倒冲。
3)为了保证冲件质量,便于模具设计,克服模具中局部薄弱环节,采用倒冲。多工位级进模中的顶出装置,也常采用倒冲形式。
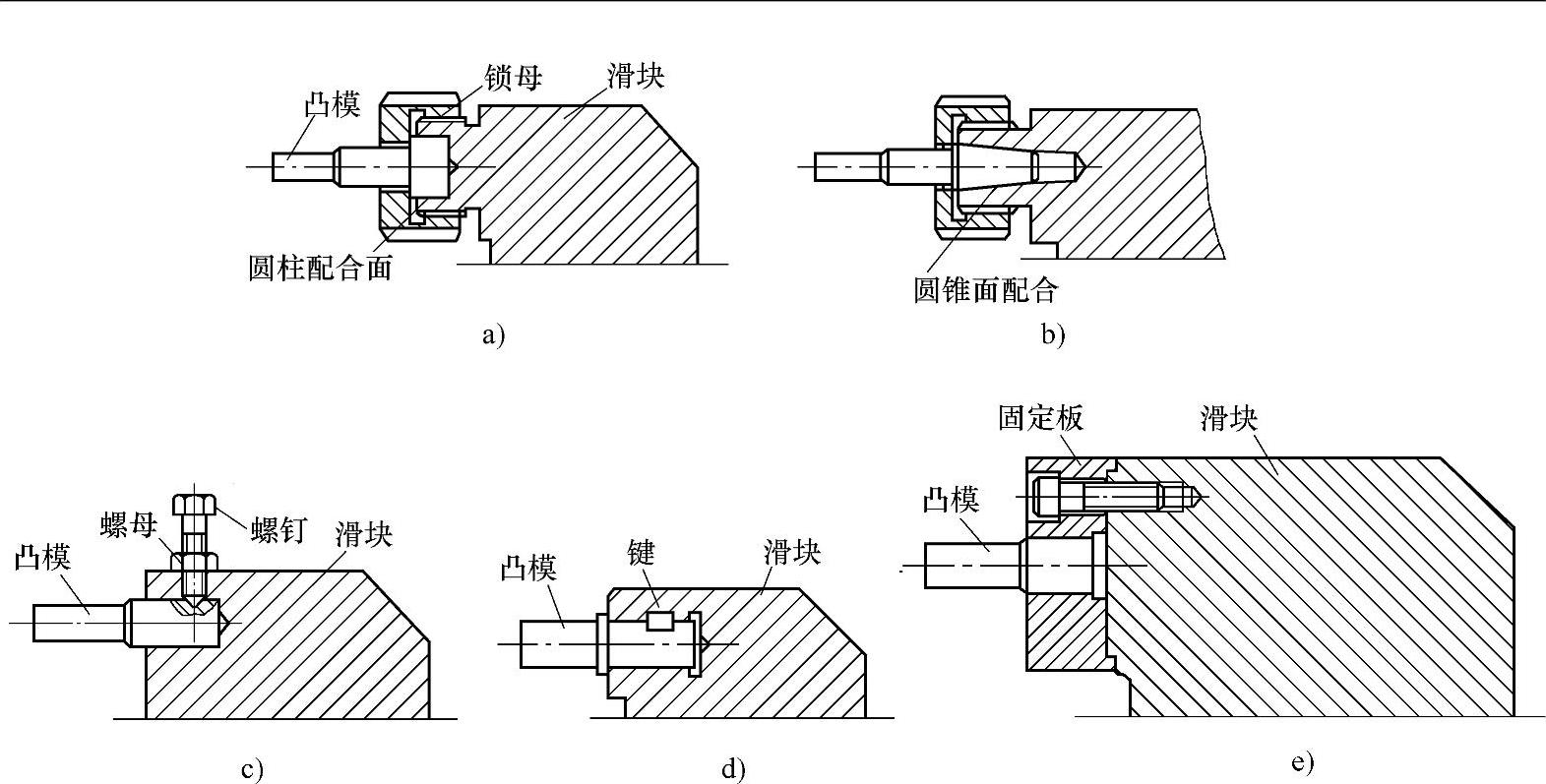
图5-37 侧冲凸模固定形式
2.倒冲机构的设计要点
1)杠杆必须有足够的强度,尤其是支承部位的强度。
2)必须有效复位。即冲压结束后立即复位。
3)倒冲凸模必须有良好导向。特别是冲裁凸模,尤为重要。对于方形、矩形和异形凸模,留足工作部分长度后,其余部分可作成圆形配合面,供导向用,并以键或销定位。
4)倒冲机构应便于拆卸、安装、维修和更换。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-38 杠杆倒冲机构
1—梭形杠杆 2、6—导向套 3—从动杆 4—主动杆 5—上模 7—凸模 8—凹模 9—弹簧 10—垫板 11、13—轴 12—轴套
3.典型倒冲机构简介
(1)杠杆倒冲机构 如图5-38所示,应当注意的是轴11和轴13配合间隙不能过大,否则冲压时会有间歇性振动,常取H8/h7配合。小间隙冲裁凸模与导向套的配合取H7/h6或H6/h5,即导向套6与凸模7的配合为H7/h6或H6/h5。由于凸模7的工作部分是矩形,它的方向由凹模8来确定,导向套6是装在凹模8中的。因为凸模7与导向套6的配合间隙很小,所以,凸模与杠杆不能用轴11直接连接,应当镶上滑动轴套12,考虑到杠杆1是绕轴13摆动,为此,该轴套12在水平方向有少量的滑动量。
图5-39为倒冲翻边机构示意图,当上模下行,活动翻边凹模3先压料,倒冲翻边进行过程中,翻边凹模3被压缩,当上模行程终了时,翻边凸模2工作结束,翻边凹模3在限位块4的作用下对冲件进行镦压整形。
以上两例的倒冲机构,均由弹簧复位。
(2)斜滑块倒冲机构 如图5-40所示,其工作原理由图中可知。安装在上模的主动杆1向下运动,冲击从动斜楔2使水平滑块4作水平运动,由水平滑块4的另一斜面推动升降滑块3向上,从而带动凸模7进行倒冲。由于冲压力是经过两级斜滑块来转变运动方向的,所以斜滑块的复位力要求较大。水平滑块4,由大弹簧5实现复位。凸模7和凸模固定板(升降滑块3),由一组橡胶6来完成复位。
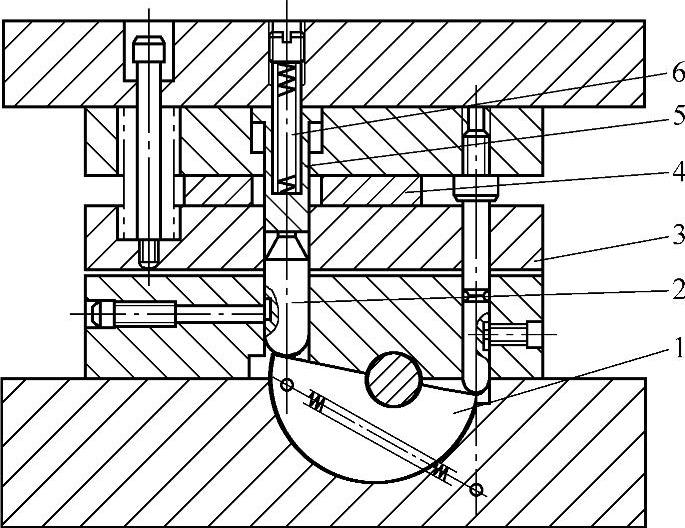
图5-39 倒冲翻边机构
1—半圆形杠杆 2—翻边凸模 3—翻边凹模 4—限位块 5—顶件器 6—弹簧
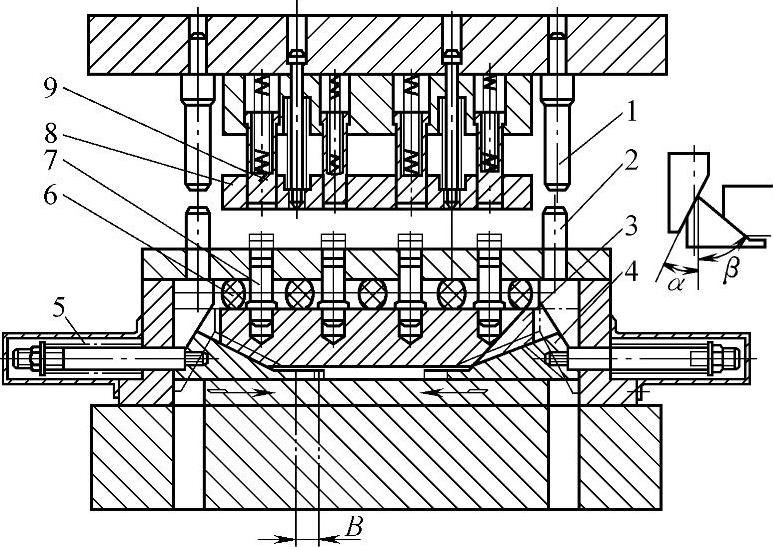
图5-40 斜滑块倒冲机构
1—主动杆 2—从动斜楔 3—升降滑块 4—水平滑块 5—大弹簧 6—复位橡胶 7—凸模 8—卸料板 9—顶件器
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。