



【摘要】:常用于单斜面斜楔的安装。侧冲凸模多数是单个凸模进行冲压,且侧向冲裁型孔形状都较简单、规则,所以它的装配形式也较简单,如图5-37所示。
1.斜楔安装
安装斜楔时,要求牢固可靠,模具刃磨后斜楔应便于调整。常用的安装形式有紧固式、镶入式和叠装式三种,如图5-36所示。
(1)紧固式 采用H7/u6或H8/s7配合,将斜楔固定在上模固定板内。这种形式装配方便,但不利于维修与调整。常用于单斜面斜楔的安装。

图5-35 滑块导向形式
a)斜面压推 b)斜面压滚 c)楔式压推 d)、e)楔式滚推
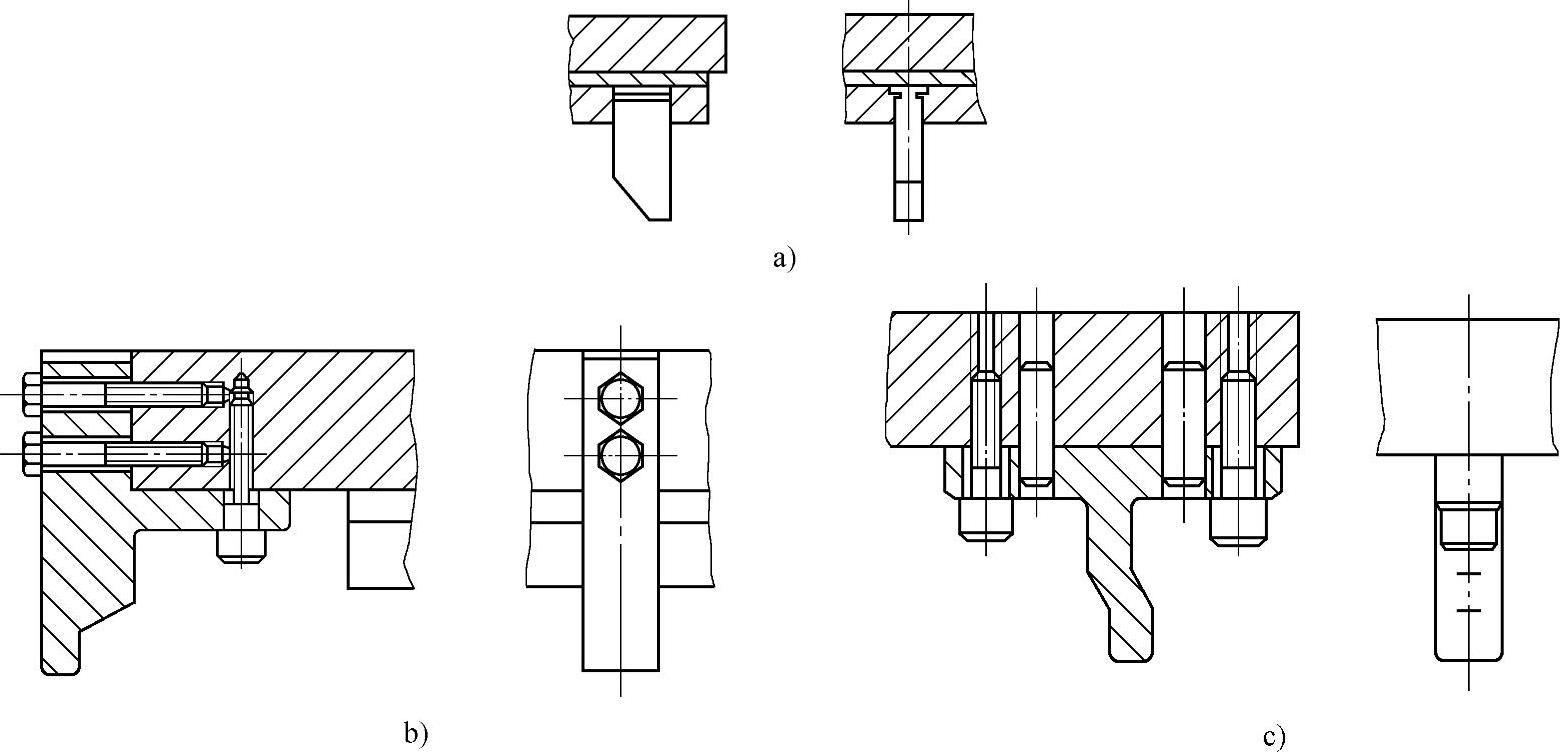
图5-36 斜楔安装形式(https://www.xing528.com)
a)紧固式 b)镶入式 c)叠装式
(2)镶入式 在上模固定板上开镶槽(或在上模座上),斜楔必须有一个台阶与固定板(或上模座)的下平面贴合,用螺钉固定。这种固定形式牢固可靠,维修调整方便,最适用于单斜面斜楔的安装,也适合双斜面斜楔的安装。
(3)叠装式 在上模上加工出较大的安装面,直接将斜楔用螺钉和销钉紧固。这种固定形式的斜楔制造麻烦,但安装拆卸方便,牢固可靠,刚性也好,适合双斜面斜楔的安装。
2.侧冲凸模的安装
除少数侧向弯曲成形加工的凸模(或模块)与滑块做成整体外,侧向凸模和侧型芯,由于刃磨、损坏等原因,往往是单独加工后,再装配到滑块上的。因此,对于侧向冲压的模具工作零件,除要求安装可靠外,还须装拆方便。
侧冲凸模多数是单个凸模进行冲压,且侧向冲裁型孔形状都较简单、规则,所以它的装配形式也较简单,如图5-37所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。