



级进模冲压要经过多个工位逐步完成,工序件必须在各工位准确定位。多工位级进模的进距精度控制主要有三种方式:侧刃定距、侧刃与导正销联合定距以及自动送料装置与导正销联合定距。
(1)侧刃定距 侧刃定距结构简单,制造方便,在手工送料的级进冲裁模(图5-1)中广泛应用。由于侧刃凸模有制造误差,手工送料不准和侧刃因磨损而产生的积累误差会严重影响送料进距精度,因此侧刃定距适用于冲件结构简单,精度要求不高,工位数不超过5个的冲孔落料级进模。
(2)侧刃与导正销联合定距 冲裁形状复杂或含有成形工序的多工位级进模,由于工位数较多,为减小积累误差对进距精度的影响,在普通压力机上用手工送料进行操作时,广泛采用侧刃与导正销联合定距来控制进距精度。这种定距方式要求在第一工位侧刃进行冲切的同时,在条料合适的位置冲出导正工艺孔,在第二工位及以后重要工位上设置导正销导正,以校正侧刃(或自动送料装置)带来的定距误差。
(3)自动送料装置与导正销联合定距 多工位级进模在高速压力机上工作,通常采用自动送料装置,为了进一步保证送料精度,常采用与导正销联合定距。导正销的工作直径d与导正孔直径D应保持严格的配合关系,这样才能保证对进距精度的控制。但导正孔是由冲孔凸模冲出的,所以导正销与导正孔间的关系实际上反映的是导正销直径与冲导正孔凸模直径dp之间的关系。根据冲件精度和材料厚度的不同,对于一般小型冲件,导正销工作直径d规定为:
t=0.06~0.2mm时,d=dp-(0.008~0.02)mm;
t=0.2~0.5mm时,d=dp-(0.02~0.04)mm;
t=0.5~1.0mm时,d=dp-(0.04~0.08)mm。
导正销工作直径d和冲导正孔凸模直径dp按IT6级精度制造。导正孔直径D的大小可按材料厚度选取。(https://www.xing528.com)
t≤0.5mm时,D=1.6~2.0mm;
0.5<t≤1.0mm时,D=2.0~2.5mm;
1.0<t≤1.6mm时,D=2.5~4.0mm。
导正销材料与冲导正孔凸模材料相同,用合金工具钢制造,淬火硬度为58~62HRC。多工位级进模中,间接导正销(指没有安装在凸模上的导正销)通常都安装在固定板或卸料板上。图5-18所示是间接导正销的装配结构,其中图5-18d、e、f为浮动式导正结构,弹簧起压紧和缓冲作用,这种导正销不易折断,但也不易定准位置,结构也复杂些,一般用于自动送料。细长的导正销也可增设保护套。
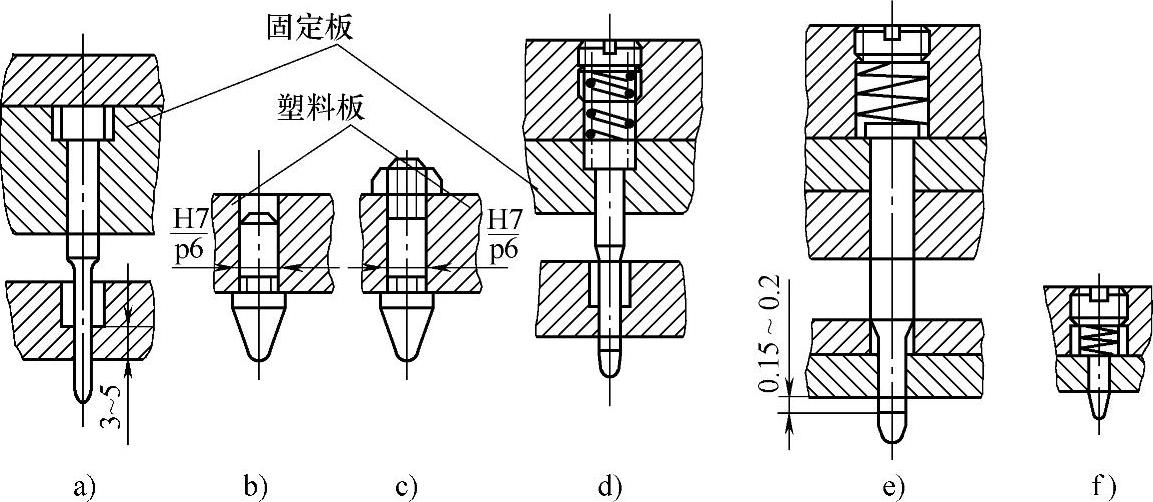
图5-18 间接导正销装配结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。