



【摘要】:多工位级进模的凹模结构比较复杂,凹模中的型孔和型孔间的位置精度比较高。生产中除工位数不多、型孔比较规则的级进模采用整体凹模外,一般都采用镶拼式结构,这样便于加工、装配、调整和维修,易保证凹模的几何精度和步距精度。凹模镶拼原则与普通冲模的凹模基本相同。多工位级进模的镶拼式凹模有分段拼合式、镶入式及分段拼合与镶入综合等结构形式,其中分段拼合凹模是最常用的一种结构。
多工位级进模的凹模结构比较复杂,凹模中的型孔和型孔间的位置精度比较高。生产中除工位数不多、型孔比较规则的级进模采用整体凹模外,一般都采用镶拼式结构,这样便于加工、装配、调整和维修,易保证凹模的几何精度和步距精度。凹模镶拼原则与普通冲模的凹模基本相同。
多工位级进模的镶拼式凹模有分段拼合式、镶入式及分段拼合与镶入综合等结构形式,其中分段拼合凹模是最常用的一种结构。如图5-17a所示的凹模是由三段凹模拼块拼合而成的,用模套框紧,并分别用螺钉和销钉紧固在垫板上;图5-17b所示的凹模是由五段拼合而成的,并分别由螺钉、销钉直接固定在模座上。
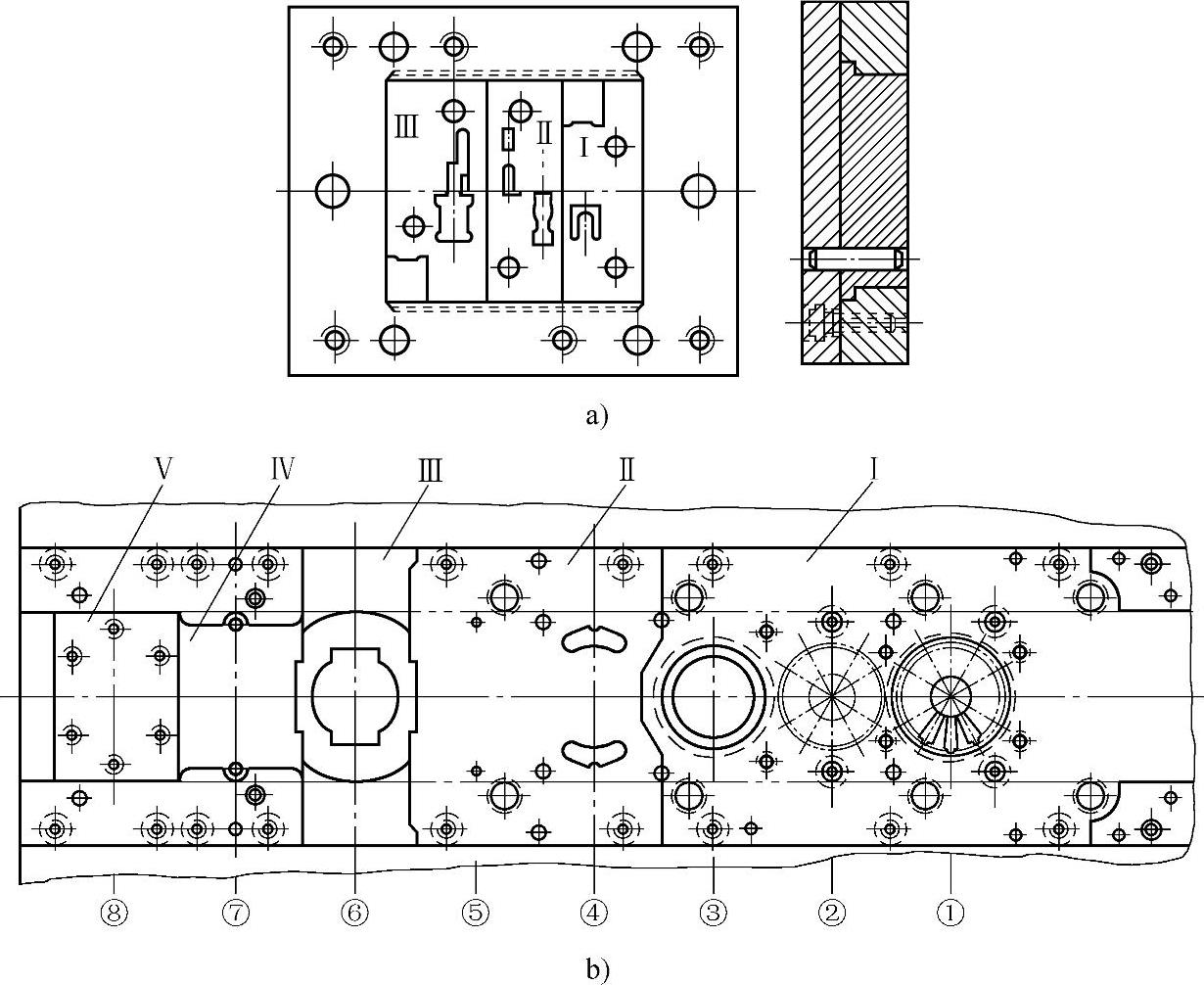
图5-17 分段拼合凹模结构
a)分段拼合凹模示例一 b)分段拼合凹模示例二
凹模进行拼合组配时应遵循下列要求。
1)拼合面尽量以直线分割,便于加工。有时也以折线或圆弧作拼合面。
2)同一工位的型孔,为保证孔距精度,常做在同一拼块上。当型孔数很多时,也可做成两块拼块。(https://www.xing528.com)
3)对于薄弱的易损坏型孔,单独做成一块拼块,便于损坏后进行更换。
4)一个拼块可以包括一个工位的型孔,也可包括几个工位的型孔。
5)不同冲压工艺的工位,应与冲裁部分分开,如弯曲、拉深等,以便冲裁凹模刃口的刃磨。
6)拼块上的型孔均为封闭型。分割拼块时不应将型孔分断。若为单面冲裁,拼接线可取型孔的直边,如图5-17a中侧刃型孔。
7)凹模拼接面与型孔壁之间的距离要不影响其强度。
8)拼块组配时,应用容框紧固,常选用H7/n6的配合性质,同时还需用螺钉和销钉固定,为防止拼块承受冲压力而下移,容框底部应加整体垫板。这样就使容框、各拼块、垫板组成凹模整体。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。