



多工位级进模要求模架刚度好,精度高,因而除了小型模具可采用双滚珠导柱模架外,多采用四滚珠导柱模架或双滚珠导柱模架加卸料板上再安装四滑动导柱的结构形式,如图5-2所示。
精密级进模的模架导向,一般采用滚珠导柱导向,其过盈量为0.01~0.02mm(导柱直径20~76mm)。导柱、导套的圆柱度均为0.003mm,其轴心线与模板的垂直度,导柱为0.01∶100。目前国内外使用的一种新型导向结构是滚柱导向结构,其剖面图如图5-3所示。滚柱表面由三段圆弧组成,靠近两端的两段凸弧4与导套内径相配(曲率相同),中间凹弧5与导柱外径相配,通过滚柱达到导套在导柱上的相对运动。这种滚柱导向以线接触代替了滚珠导向的点接触,在上下运动时构成一个面接触,因此能承受比滚珠导向大的偏心载荷,也提高了导向精度和寿命,增加了刚性,其过盈量为0.003~0.006mm。为了方便刃磨和装拆,常将导柱作成可卸式,即锥度固定式(其锥度为1∶10)或用压板固定式(配合部分长度4~5mm,按T7/h6或P7/h6配合,让位部分比固定部分小0.04mm左右,如图5-4所示)。导柱材料常用GCr15淬硬60~62HRC,表面粗糙度最好能达到Ra0.1μm,此时磨损最小,润滑效果最佳。为了更换方便,导套也采用压板固定式,如图5-4d、e所示。
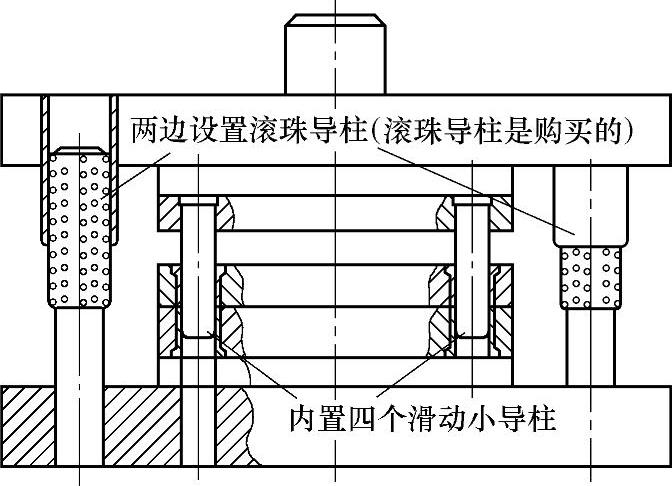
图5-2 级进模的模架
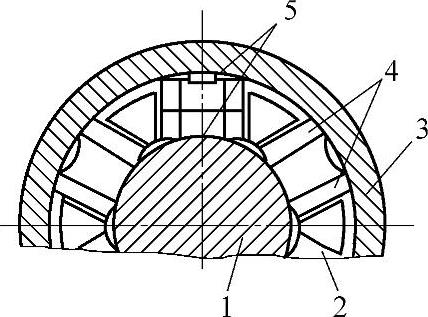
图5-3 滚柱导向(https://www.xing528.com)
1—导柱 2—保持架 3—导套 4—滚柱 5—结合面
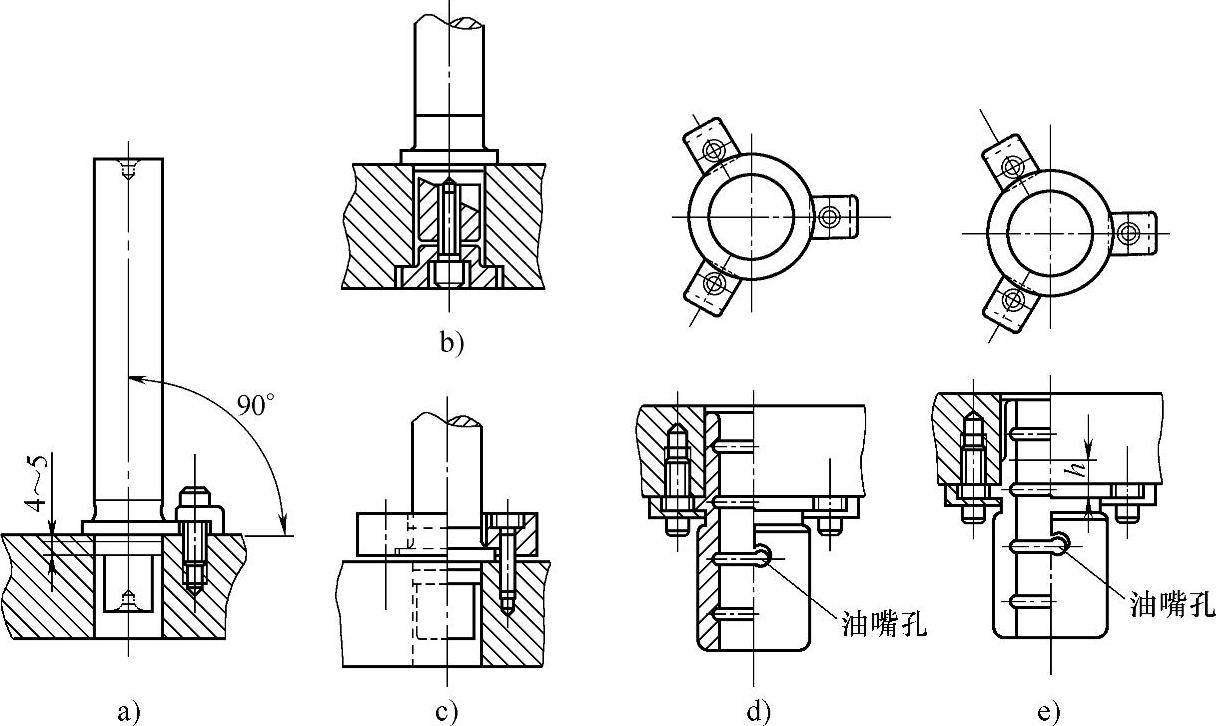
图5-4 压板可卸式导柱导套
a)三块压板压紧导柱 b)螺钉压板压紧导柱 c)压板压紧导柱 d)、e)三块压板压紧导套
精密模具的模架必须自制,不宜购买。上、下模座材料除小型模具用HT200外,多采用铸钢、锻钢或厚板钢(45钢调质处理)。高速级进模也可采用硬铝合金等轻型材料制造,这样可减轻模具的重量,有利于提高冲压速度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。