



图4-20所示电池钢壳,是用厚度为0.3mm的08钢冲压而成的。
1.零件的工艺分析
电池钢壳零件结构较简单,属深圆筒形件拉深;但成形质量要求较高,内外不允许有划伤,筒壁下端圆角处不允许有过度拉薄现象。产品零件为大批量生产,要求生产效率高、质量稳定,且模具有较长的寿命。
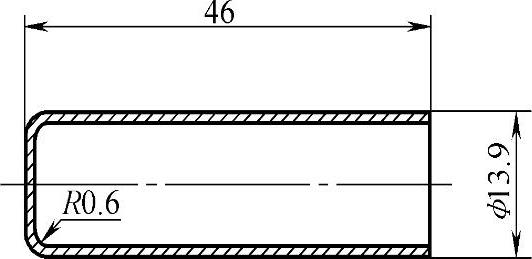
图4-20 电池钢壳
零件展开毛坯直径为54mm,
相对高度
总拉深系数
虽然总拉深系数m总>[m总],但由于零件实际高度为46mm,采用连续拉深工艺是不适合的。如采用单工序模,即落料、多次拉深、切边等,不仅工序多,生产效率低,质量也不稳定。
为了适应大批量生产的要求,拟采用多工位传递式级进模,用夹钳式自动送料。
2.冲压工艺设计
按圆筒形件多次拉深设计工艺计算后,分五次拉深,各工序为(图4-21):
一次拉深尺寸为φ30mm×17.9mm,m1=29.7/54=0.55。
二次拉深尺寸为φ23.2mm×26.2mm,m2=22.9/29.7=0.77。
三次拉深尺寸为φ18.6mm×34.9mm,m3=18.3/22.9=0.80。
四次拉深尺寸为φ15.3mm×45mm,m4=15/18.3=0.82。
五次拉深尺寸为φ13.9mm×46mm,m5=13.6/15=0.90。
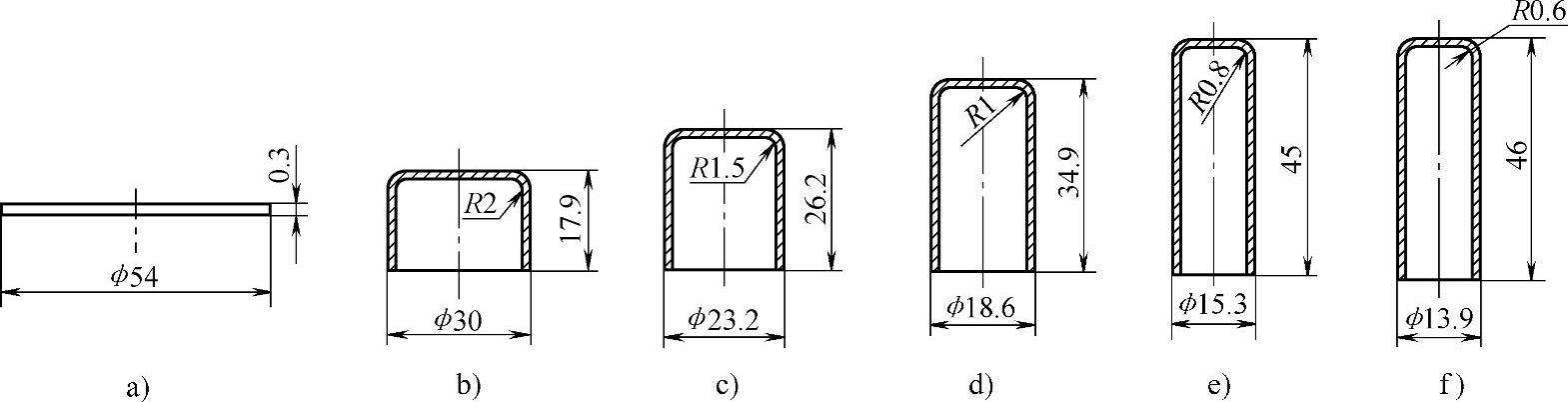
图4-21 冲压工序(https://www.xing528.com)
a)落料 b)首次拉深 c)二次拉深 d)三次拉深 e)四次拉深 f)五次拉深、挤压切边
查表3-28,
 时,m1=0.53~0.55,m2=0.76~0.78,m3=0.79~0.80、m4=0.81~0.82、m5=0.84~0.85。
时,m1=0.53~0.55,m2=0.76~0.78,m3=0.79~0.80、m4=0.81~0.82、m5=0.84~0.85。
由此可见,实际mn大于表3-28中的mn,连续拉深可行。
选用冲压工艺路线为:落料→首次拉深→二次拉深→三次拉深→四次拉深→五次拉深、挤压切边。
3.模具设计
图4-22所示夹钳式自动送料级进模,模具由一副冲裁凸模和凹模、五副拉深凸模和凹模、夹钳式自动送料机构和条料送进机构组成。
(1)凸模和凹模结构 采用倒装式结构,凸模在下模、凹模在上模,便于工序件推出后夹持送料。
拉深凹模用硬质合金制作,采用热套固定的结构形式。外套用中碳钢制作,与硬质合金凹模采用过盈配合,过盈量取其基本尺寸的0.1%~0.2%,套加热到300~400℃后热套。拉深凸模为压入式压肩固定,可选用W18Cr4V制作。
冲裁凸、凹模为顺装式结构,用螺钉、圆销固定,可选用硬质合金或Cr12MoV制作。
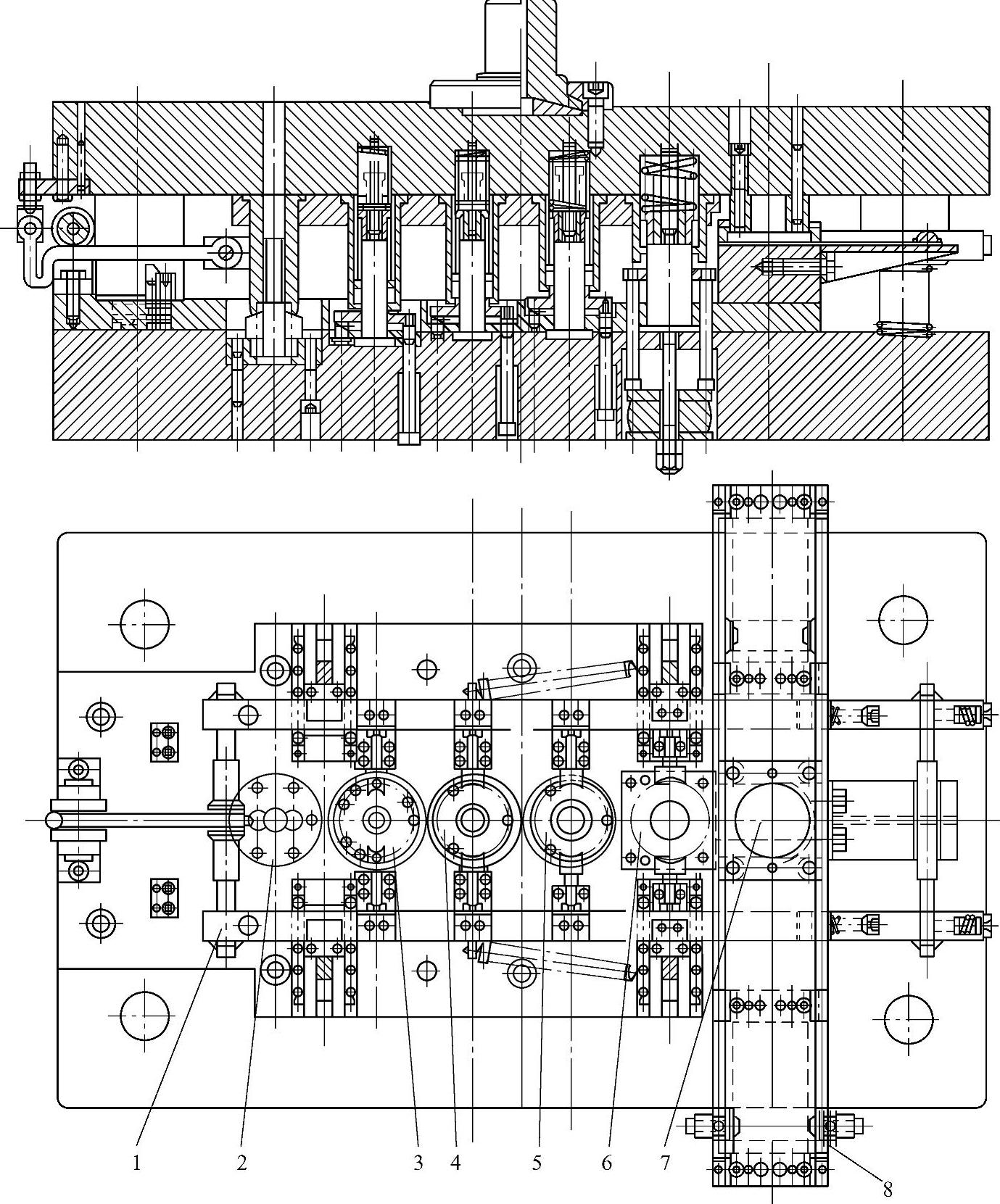
图4-22 电池钢壳夹钳式自动送料多工位级进模
1—夹钳式送料机构 2、3、4、5、6—拉深凸、凹模 7—冲裁凸、凹模 8—条料送进机构
(2)冲压工作过程
1)落料。通过条料送进机构,将带料送至凹模位置。落料后,片料落在凹模底部,准备送至第二工位。凹模底面可安装磁性吸片。
2)拉深。坯料送进机构将落料片夹持,送至第二工位首次拉深;再由夹钳夹持传递至下工位再拉深。
一至四次拉深为一般圆筒形件拉深。凸模安装在下模,凸模上平面与工序件夹持送进在一个平面上。拉深后的工序件用压边圈(卸料板)顶起,拉深凹模中设推件装置。
第六工位为五次拉深和挤压切边。工件在拉深行程终了时,将口部挤压切断。切断后的废料,被凸模下部的废料切刀切成两段后排出。工件留在凹模中,从上模中自动逐个排出。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。