



图4-19a所示压扣零件,是用厚度为0.5mm的08F钢板冲压而成的。
1.零件的工艺分析
零件技术要求为:卷边外圆断面要平齐光滑,毛刺不得大于0.1mm;卷边顶部与底面平行度误差小于0.5mm;零件尺寸精度要求为(7±0.2)mm和φ(19.8±0.1)mm。
拉深展开毛坯直径为35mm,总拉深系数m总为

因此,可以采用不经中间退火的连续拉深。

根据表3-20可以采用整带料连续拉深。
无工艺切口的整带料连续拉深时,相邻两工位间互相牵制,送料方向材料流动困难,主要依靠材料的伸长变形,使沿工件周边的应力应变状态不同,造成变形不均匀,会使工件尺寸精度降低。图4-19a所示零件的尺寸和形状位置精度有一定要求,如采用整带料拉深,难以保证零件技术要求,应改用有工艺切口的带料连续拉深。
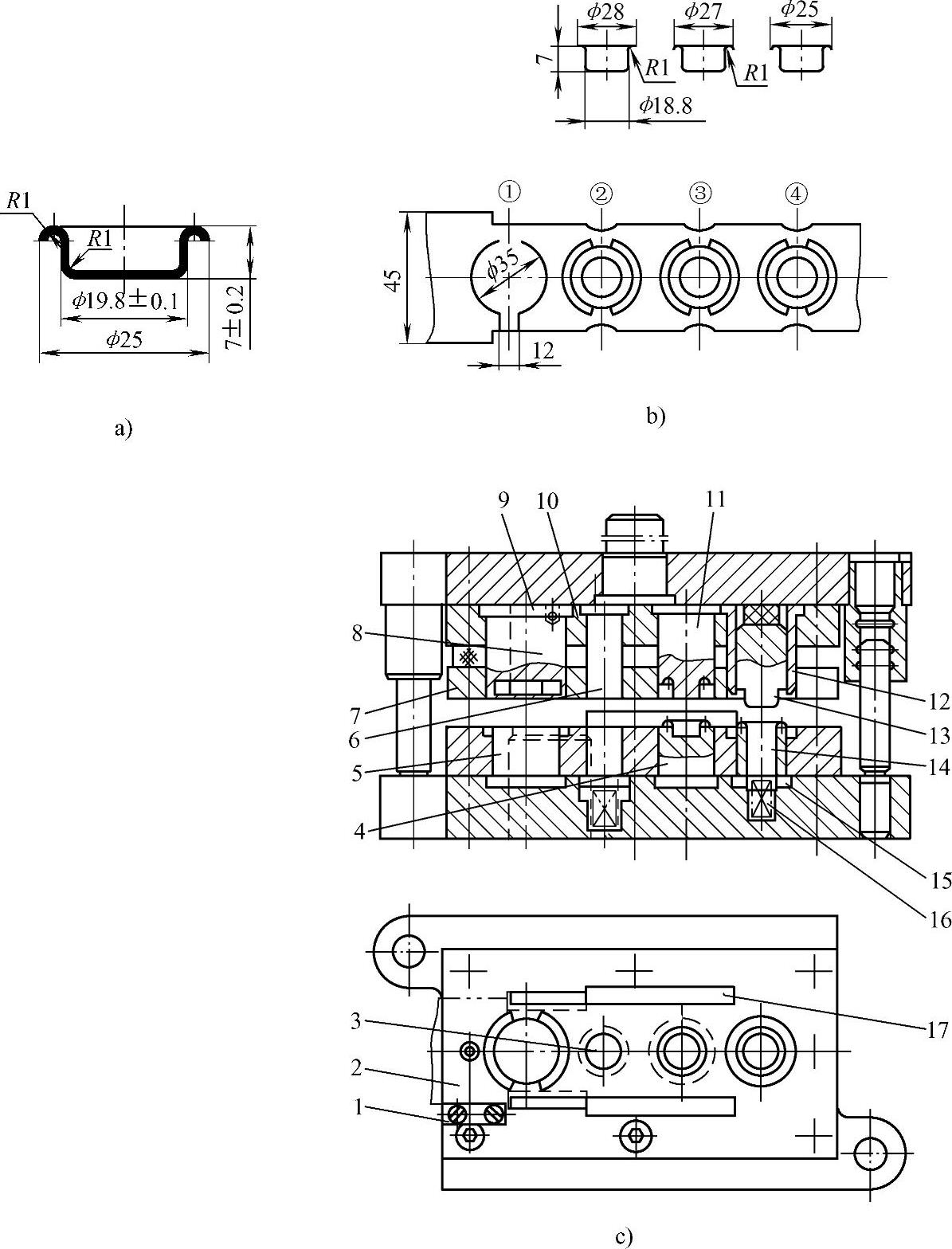
图4-19 压扣多工位级进模
a)零件图 b)排样图 c)模具结构图
1—定位块 2—凹模板 3、14—顶件销 4—卷边凸模 5—切缝凸模 6—拉深凸模 7—卸料板 8—双侧刃 9—切缝凹模 10—固定板 11—卷边凹模 12—切边凹模 13—导正销 15—切边凸模 16—弹簧 17—侧导板(https://www.xing528.com)
2.排样图设计
根据以上分析,选用有工艺切口的连续拉深,并采用表3-24中序号1的月牙形切口。
根据表3-25和表3-26, 、
、 时,
时, 、
、 =0.50。由于零件的m=0.55﹥0.53,
=0.50。由于零件的m=0.55﹥0.53, 所以可以一次拉深成形。
所以可以一次拉深成形。
设计连续拉深排样图见图4-19b,有4个工位:
第①工位:冲切两个φ35mm月牙形切口和双侧刃搭边。
第②工位:拉深φ18.8mm×7mm。
第③工位:卷边R1mm。
第④工位:冲切卷边。
3.模具设计(图4-19c)
1)条料送进用双侧刃8控制送料进距;第④工位冲切卷边时,用安装在切边凹模12中的导正销13为条料精定位;开始送进时,用定位块1作条料送进时一侧基准面。
2)切缝凸模5、卷边凸模4及切边凸模15,镶在凹模板2中。拉深、切边后,工件随条料被顶件销3、14顶出。
3)切缝时,冲切两个月牙形切缝,凸模和凹模倒装。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。