



图4-17a所示为某产品上的零件焊片,采用料厚为0.4mm的08钢制成,由于使用上的需要,在片状零件上需拉深成一相对较深的圆筒,大批量生产。
1.零件的工艺分析
该零件拉深孔为φ1.2mm、深4.8mm,需经多次拉深、整形、冲孔才能达到尺寸要求。该零件是一个以拉深为主的冲压件,特点是:工件尺寸小,材料薄,尺寸精度要求不高。由于采用多工位级进模比复合模或单工序模生产效率高,成本低,操作简便,安全可靠,因此决定采用多工位拉深级进模。冲压工艺方案为:首次拉深、多次拉深、整形、冲拉深底部孔、冲长形孔、外形落料。
2.排样图设计
排样图是多工位拉深级进模设计的基础,同时合理的模具结构取决于正确的排样,因此优化排样至关重要。根据零件的形状尺寸,同时对各种排样方案进行分析,决定采用双排直排样,如图4-17b所示。
排样图工序布置为:①冲侧刃边距;②切口;③空工位;④首次拉深;⑤~(ll)逐次拉深;(l2)空工位;(l3)冲拉深底孔和长形孔;(l4)外形落料;(l5)另一外形落料。
该排样设计中采用了2个空工位,目的是为了满足凹模的强度要求,使模具的结构布置更合理。
3.模具设计
(1)模具结构及工作原理 模具结构如图4-17c所示。
模具工作时,条料从左、右导料尺38、34中导正,然后依次进行排样图中各工序的要求,即冲出侧刃定位、切口、首次拉深、再拉深七次、冲拉深筒底并冲长形孔,最后落料,完成零件的加工。
(2)凸、凹模设计要点 凹模采用镶拼结构形式,以三段拼合而成,第一段凹模包括侧刃冲模和切口冲裁,第二段凹模全部是拉深工位,第三段凹模为冲孔落料。这样结构便于模具的加工、调整和维修,当某一段模具损坏时,只需更换该段凹模,而不致于使整副模具报废。分段凹模还便于模具刃磨。三段凹模各自直接紧固在同一块垫板上。(https://www.xing528.com)
圆形凸模设计成台阶式结构,以提高强度,其与拉深凸模固定板11采用铆接,异形凸模设计成直通式结构,以利于线切割加工,与拉深凸模固定板11仍采用铆接。
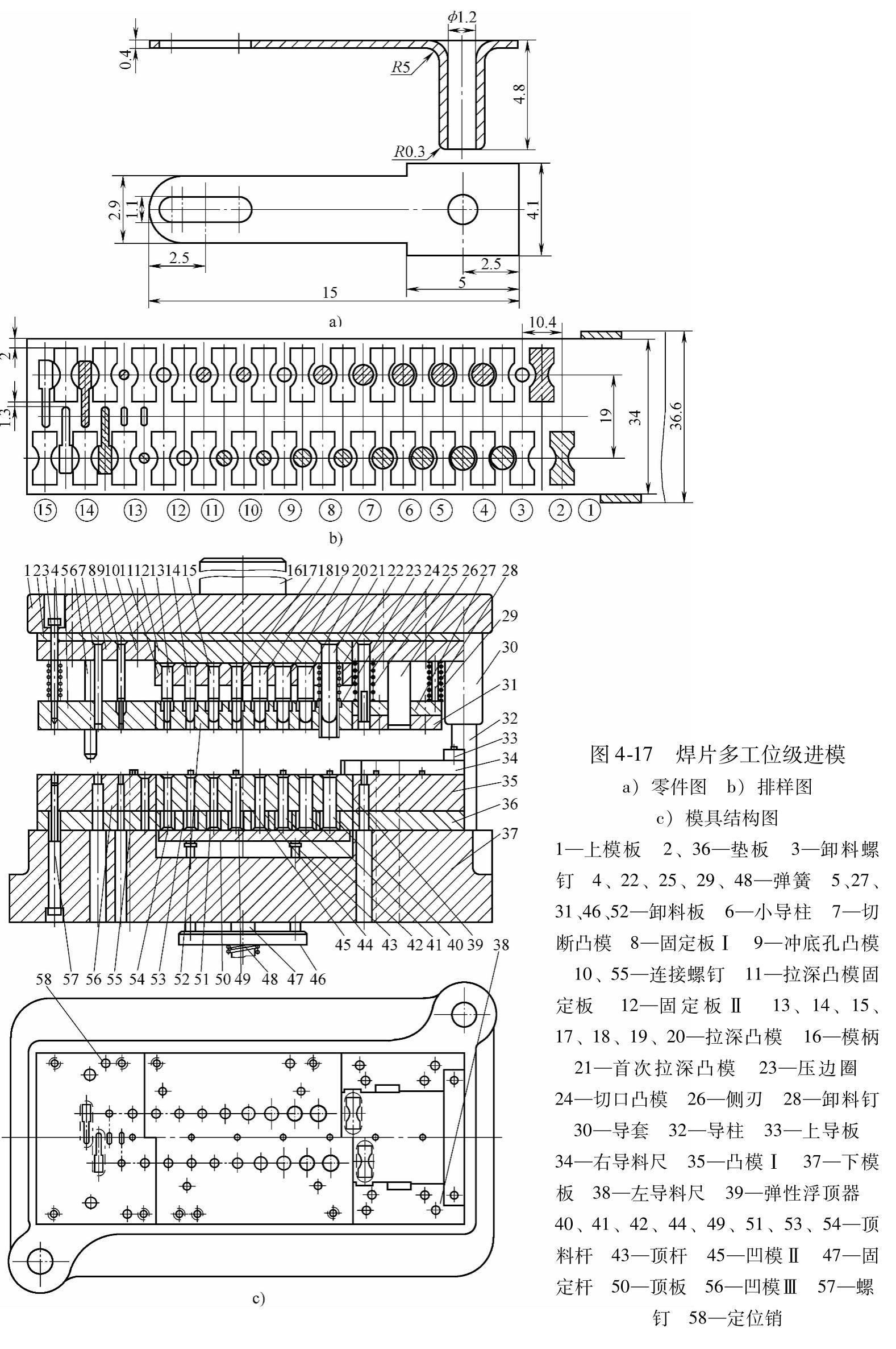
图4-17 焊片多工位级进模
a)零件图 b)排样图 c)模具结构图
1-上模板 2、36-垫板 3-卸料螺钉 4、22、25、29、48-弹簧 5、27、 31、46、52-卸料板 6-小导柱 7-切断凸模 8-固定板I 9-冲底孔凸模 10、55-连接螺钉 11-拉深凸模固定板 12-固定板Ⅱ 13、14、15、17、18、19、20-拉深凸模 16-模柄 21-首次拉深凸模 23-压边圈 24-切口凸模 26-侧刃 28-卸料钉 30-导套 32-导柱 33-上导板 34-右导料尺 35-凸模I 37-下模板 38-左导料尺 39-弹性浮顶器 40、41、42、44、49、51、53、54-顶料杆 43-顶杆 45-凹模Ⅱ 47-固定杆 50-顶板 56-凹模Ⅲ 57-螺钉 58-定位销
(3)导向装置设计要点 该级进模采用联合导向结构,即模架导向和卸料板导向。模架采用钢球滚动式导柱导套导向,导向效果很好。卸料板5通过安装于固定板18上的小导柱6作辅助导向,全部凸模均以卸料板为导向,保持冲压平稳。
首次拉深需采用压边圈,以后各次拉深均不需要压边。
(4)定位装置设计要点 由于零件精度要求较低,故采用侧刃定距限定带料送进步距的准确。
整套模具与自动送料机构配合使用,易实现生产自动化。
(5)导料装置设计要点 为了保证带料送料顺利,在各工位段的凹模表面设置了弹性浮顶器39,使条料在运送中用弹性浮顶器39将条料抬高2mm,以利于条料送进的通畅。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。