



1.零件的工艺分析
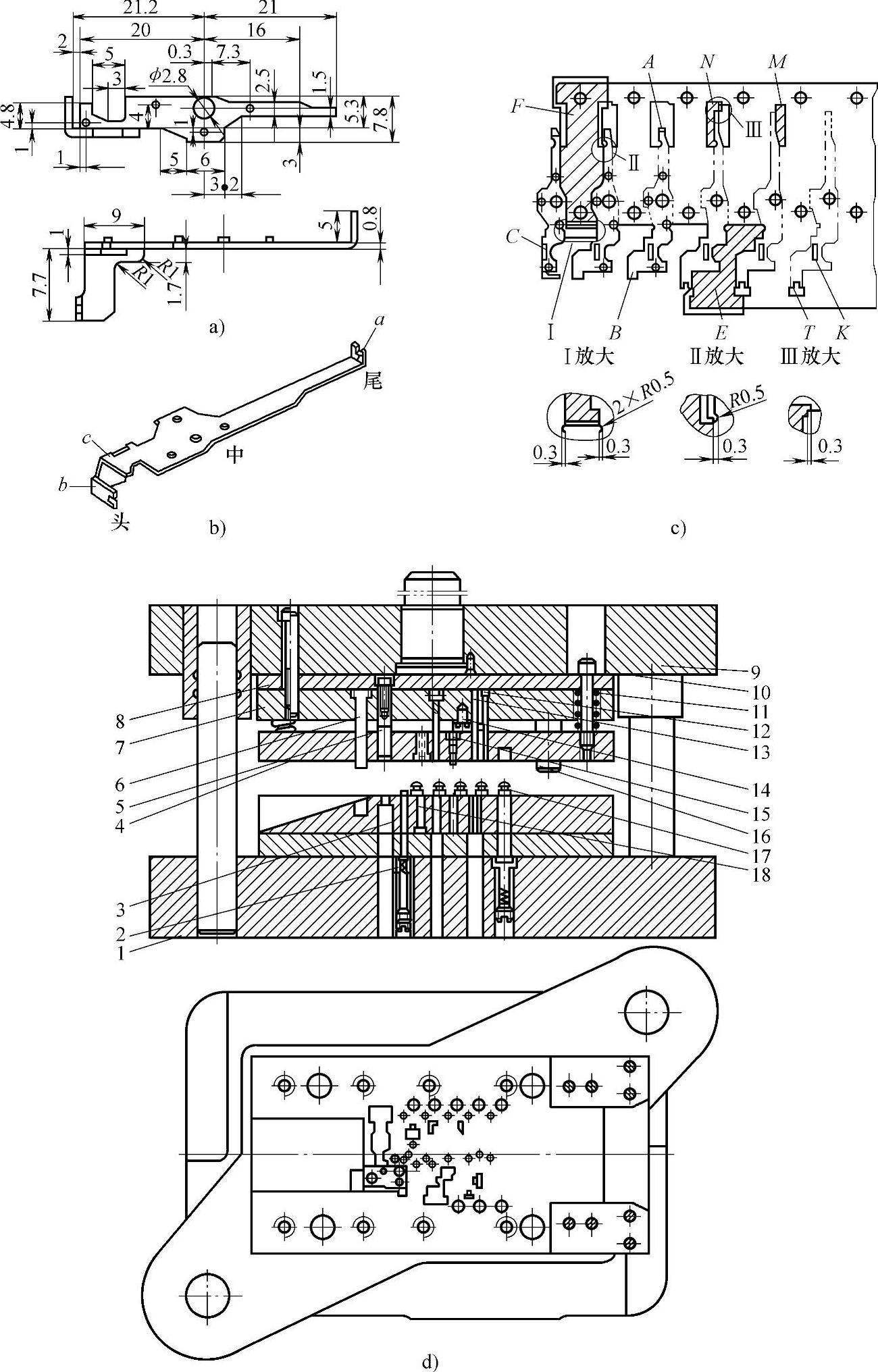
图4-14a所示为录音机机芯自停连杆的工件图,材料为10钢,厚度为0.8mm,属于大批量生产。图4-14b所示为该工件的立体图。该工件形状较复杂,要求精度较高,有a、b、c三处弯曲,还有4个小凸包。主要工序有冲孔、冲外形、弯曲、胀形等,适宜采用多工位级进模进行冲压加工。
2.排样图设计
冲压材料采用厚度为0.8mm的钢带卷料,用自动送料装置送料。排样图如图4-14c所示,共有6个工位。
工位①:冲导正销孔:冲φ2.8mm圆孔;冲K区的窄长孔,并冲T区的T形孔。
工位②:冲工件右侧M区外形和连同下一工位的E区外形。
工位③:冲工件左侧N区的外形。
工位④:工件a部位的向上5mm弯曲,冲4个小凸包。
工位⑤:工件b部位的向下4.8mm弯曲。
工位⑥:工件c部位的向下7.7mm弯曲;F区连体冲裁,废料从孔中漏出,工件脱离载体,从模具左侧滑出。
工件的外形是分5次冲裁完成的,如图4-14c所示。若把工件分为头部、尾部和中部,尾部的冲裁是分左右两次进行的,如果一次冲出尾部外形,则凹模中间部位将处于悬臂状态,容易损坏。工件头部的冲裁也是分两次完成,第一次是冲头部的T形槽,第二次是E区的连体冲裁,采用交接的方式以消除交接处的缺陷。如果两次冲裁合并,则凹模的强度不够。工件中部的冲裁兼有零件切断分离的作用。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-14 录音机机芯自停连杆多工位级进模
a)工件图 b)立体图 c)排样图 d)模具结构图
1—下模座 2、11—弹簧 3—顶料销 4—卸料板 5—F区冲裁凸模 6—弯曲凸模 7—凸模固定板 8—垫板 9—上模座 10—卸料螺钉 12—冲孔凸模 13—T区冲裁凸模 14—固定凸模用压板 15—导正销 16—小导柱 17—槽式浮顶销 18—压凸包凸模
3.模具设计
模具的基本结构如图4-14d所示,带料采用自动送料装置送进,用导正销进行精确定位。在工位①冲出导正销孔后,在工位②和工位⑤上均设置导正销导正,从而保证零件冲压加工的精度。
模具的上模部分由卸料板、凸模固定板、垫板和各个凸模组成;下模部分由凹模、垫板、导料板和弹顶器等组成。模具采用滑动对角导柱模架。
1)导向装置。带料依靠模具两端设置的导料板导向,中间部位采用槽式浮顶销导向。由于工件有弯曲工序,每次冲压后需将带料顶起,以便于带料的运送,槽式浮顶销具有导向和顶料的双重作用。从图4-14d俯视图可以看出,在送料方向右侧装有5个槽式浮顶销,因在工位③左侧E区材料已被切除,边缘无材料,因此在送料方向左侧只能装3个槽式浮顶销。在工位④、工位⑤的左侧是具有弯曲工序的部位,为了使带料在冲压过程中能可靠地顶起,在图示部位设置了弹性顶料销3。为了防止顶料销钩住已冲出的缺口,造成送料不畅,靠内侧带料仍保持连续的部分下方设置了3个弹性顶料销。这样,就由8个槽式浮顶销和3个弹性顶料销协调工作顶起带料,顶料的弹力大小由装在下模座内的螺塞调节。
带料共有3个部位的弯曲,a部位的弯曲是向上的弯曲,弯曲后并不影响带料在凹模上的运动,但是弯曲的凹模镶块却高出凹模板3mm,如果带料不处于顶起状态,将影响送进;b部位的向下弯曲高度为4.8mm,弯曲后凹模上开有的槽可作为它的送进通道,对带料顶起没有要求;c部位弯曲后已脱离载体。考虑以上各因素后,只有a部位的弯曲凹模影响带料的送进,因而将带料顶起高度定为3.5mm。弹性顶料销在自由状态下高出凹模板3.5mm,槽式浮顶销在自由状态下其槽的下平面高出凹模板3.5mm,这样使两种顶料销的顶料位置处于同一平面上。
2)凸模除圆形凸模外,各异形凸模均设计成直通形式,以便采用线切割机床加工。由于部分凸模强度和刚度比较差,为了保护细小凸模,在凸模固定板上装有4个φ16mm的小导柱,使之与卸料板和凹模形成间隙配合,其双面配合间隙不大于0.025mm,这样可以提高模具的精度和凸模刚度。
3)冲裁凹模为整体式结构,所有冲裁凹模型孔均采用线切割机床在凹模板上切出。压凸包凸模18作为镶件固定在凹模板上,其工作高度在试模时还可调整,在卸料板上装有凹模镶块。工件a部位的向上弯曲属于单边弯曲,为克服回弹的影响,采用校正弯曲。弯曲凹模采用T形槽,镶在凹模板上,顶件块与它相邻,由弹簧将它向上顶起。冲压时,顶件块与凸模形成夹持力,随凸模下行,完成弯曲,顶件块具有向上顶料的作用。因此顶件块兼起校正镶块的作用,应有足够的强度。工件b、c部位的向下弯曲在工位⑤、工位⑥进行,由于相距较近,采用同一凹模镶块,用螺钉、销钉固定在凹模板上。b部位向下弯曲的高度为4.8mm,顶料销只能将带料托起3.5mm,所以在凹模板上沿其送料方向还需加工出宽约2mm、深约3mm的槽,供其送进时通过。
工件在最后一个工位从载体上分离后处于自由状态,容易粘在凸模或凹模上,故在凸模和凹模镶块上各装一个弹性防粘推杆。凹模板侧面加工出斜面,使零件从侧面滑出。也可以在合适部位安装气管喷嘴,利用压缩空气将工件吹离凹模面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。