



凸模和凹模的刃口尺寸和公差,直接影响冲裁件的尺寸精度。合理的间隙值也是靠凸模和凹模刃口的尺寸和公差来保证的。它的确定需考虑到冲裁变形的规律、冲裁件精度要求、模具磨损和制造特点等情况。
1.凸、凹模刃口尺寸计算原则
实践证明,落料件的尺寸接近于凹模刃口的尺寸,而冲孔件的尺寸则接近于凸模刃口的尺寸。在测量与使用中,落料件是以大端尺寸为基准,冲孔件是以小端尺寸为基准,即落料和冲孔都是以光亮带尺寸为基准的。冲裁时,凸模会越磨越小,凹模会越磨越大。考虑以上情况,在决定模具刃口尺寸及其制造公差时应遵循以下原则:
1)落料时,制件尺寸决定于凹模尺寸;冲孔时,孔的尺寸决定于凸模尺寸。故设计落料模时,应以凹模为基准,间隙取在凸模上;设计冲孔模时,应以凸模为基准,间隙取在凹模上。因使用中,随着模具的磨损,凸、凹模间隙将越来越大,所以初始设计时,凸、凹模间隙应取最小合理间隙。
2)由于冲裁中凸模、凹模的磨损,故在设计落料模时,凹模公称尺寸应取工件尺寸公差范围内的较小尺寸;设计冲孔模时,凸模公称尺寸应取工件尺寸公差范围内的较大尺寸。这样,在凸模、凹模受到一定磨损的情况下仍能冲出合格零件。
3)凹、凸模的制造公差主要与冲裁件的精度和形状有关。一般比冲裁件的精度高2~3级。若零件没有标注公差,则对于非圆形件,按国家标准“非配合尺寸的公差数值”的IT14精度处理,对圆形件可按IT10精度处理。模具精度与冲裁件精度对应关系见附录D表D-1。
4)冲裁模刃口尺寸均按“人体”原则标注,即凹模刃口尺寸偏差标注正值,凸模刃口尺寸偏差标注负值;而对于孔心距,以及不随刃口磨损而变的尺寸,取为双向偏差。
冲裁模刃口尺寸与公差位置关系见图3-10。
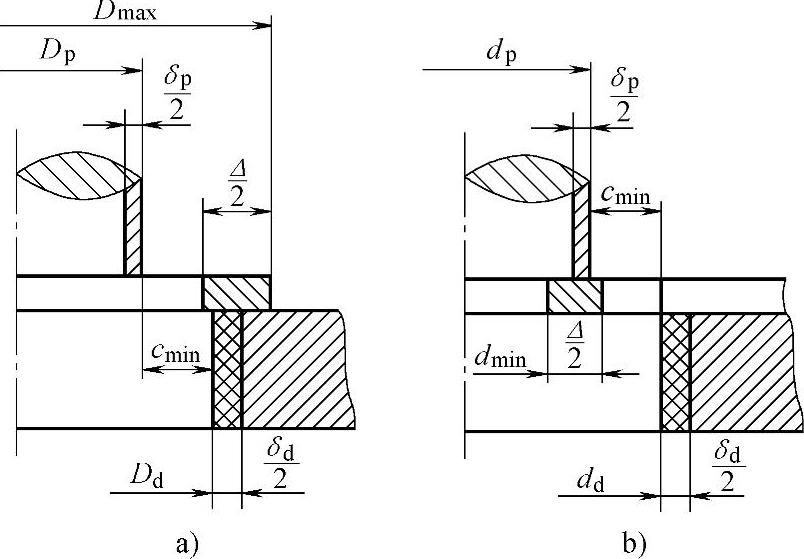
图3-10 冲裁模刃口尺寸与公差位置
a)落料 b)冲孔
2.凸、凹模刃口尺寸计算
由于模具的加工和测量方法不同,凸模与凹模刃口部分尺寸的计算方法可分为两类。
(1)凸模与凹模分开加工 这种方法适用于圆形或简单规则形状的冲裁件。为了保证合理的间隙值,其制造公差(凸模制造公差δp,凹模制造公差δd)必须满足下列关系:
|δp|+|δd|≤Zmax-Zmin其取值有以下几种方法:
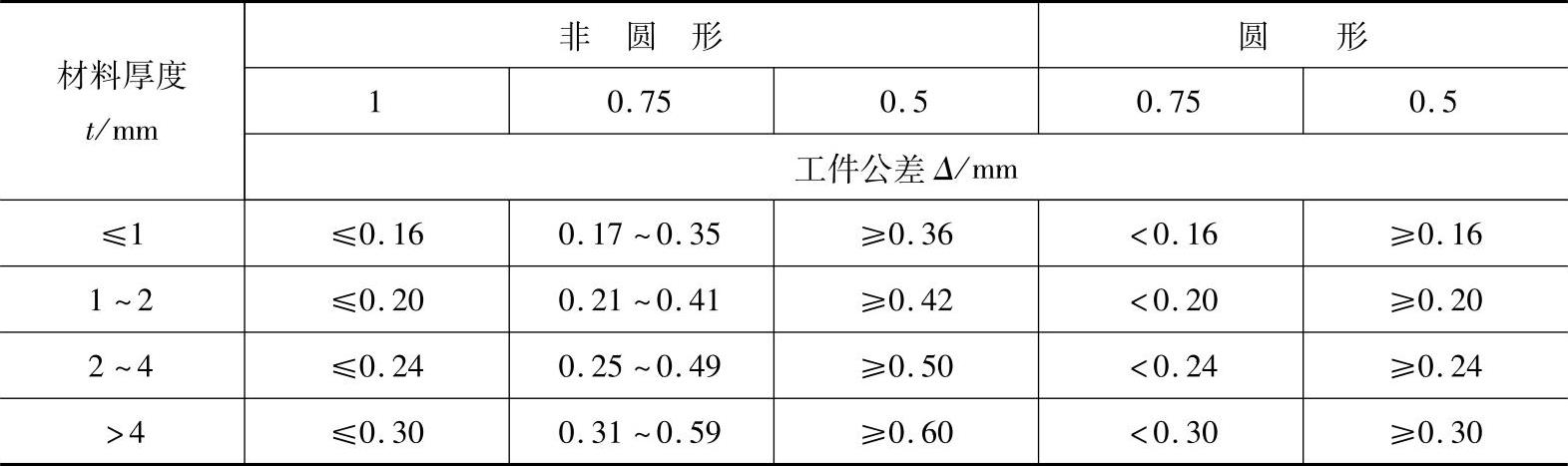
1)按表3-10查取。
2)规则形件一般可按凸模IT6、凹模IT7级精度查标准公差表选取。
表3-10 规则形状(圆形、方形)冲裁时凸、凹模制造公差 (单位:mm)

3)按下式取值:
δp=0.4(Zmax-Zmin),δd=0.6(Zmax-Zmin) (3-3)
冲孔:

落料:

孔心距:
Ld=(Lmin+0.5Δ)±0.125Δ (3-8)
式中 Dd、Dp——落料凹模与凸模刃口尺寸(mm);
dd、dp——冲孔凹模与凸模刃口尺寸(mm);
Lmin——制件孔距最小极限尺寸(mm);
Dmax——落料件最大极限尺寸(mm);
dmin——冲孔件最小极限尺寸(mm);(https://www.xing528.com)
δp、δd——凸模下偏差与凹模上偏差(mm);
Δ——冲裁件公差(mm);
Zmin——凸、凹模最小初始双面间隙(mm);
x——磨损系数,与制造精度有关,可按表3-11选取,或按下列关系
选取:
冲裁件精度IT10以上时,x=1;
冲裁件精度IT11~IT13时,x=0.75;
冲裁件精度IT14以下时,x=0.5。
表3-11系 数x
(2)凸模与凹模配合加工 对于形状复杂或薄材料的工件,为了保证凸、凹模间一定的间隙值,必须采用配合加工。此方法是先加工其中一件(凸模或凹模)作为基准件,再以它为标准来加工另一件,使它们之间保持一定的间隙。因此,只在基准件上标注尺寸和公差,另一件配模只标注公称尺寸及配作所留的间隙值。这样δp、δd就不再受间隙的限制。通常可取δ=Δ/4。这种方法不仅容易保证很小的间隙,而且还可放大基准件的制造公差,使制模容易,成本降低。
1)落料模。落料时应以凹模为基准模,配制凸模。设图3-11a为某落料凹模刃口形状及尺寸,按工作时,凹模磨损后尺寸分变大、变小和不变三种情况:
①凹模磨损后变大的尺寸(如图3-11a中A1、A2),可按落料凹模尺寸公式计算:

②凹模磨损后变小的尺寸(如图3-11a中B1、B2),相当于冲孔凸模尺寸:

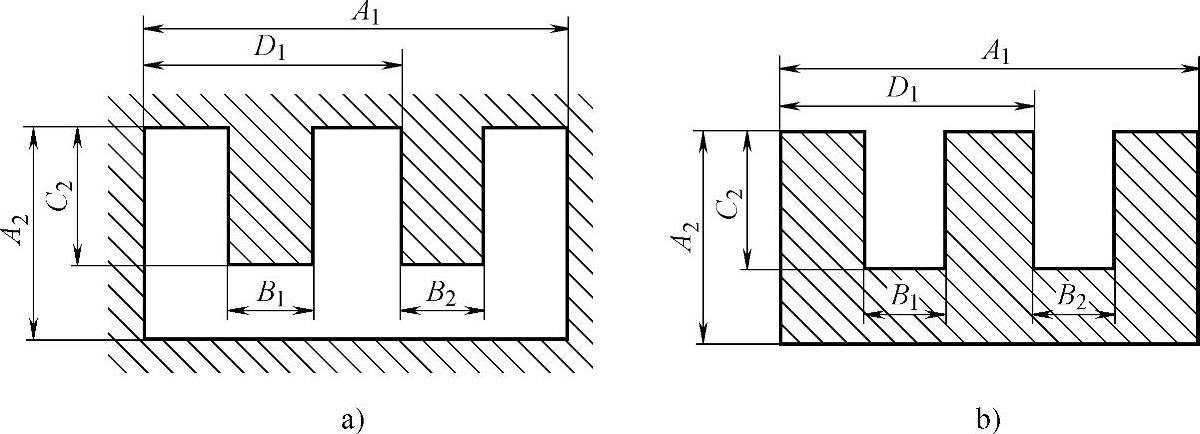
图3-11 冲裁模刃口尺寸类型
a)落料凹模刃口 b)冲孔凸模刃口
③凹模磨损后不变的尺寸(如图3-11a中C1、C2),相当于孔心距:
Cd=(C+0.5Δ)±δd/2 (3-11)
落料凸模刃口尺寸按凹模尺寸配制,并在图样技术要求中注明“凸模尺寸按凹模实际尺寸配制,保证双面间隙为Zmin~Zmax”。
2)冲孔模。冲孔时应以凸模为基准模,配制凹模。设图3-11b为某冲孔凸模刃口形状及尺寸,按工作时,凸模磨损后尺寸变大、变小和不变三种情况:
①凸模磨损后变小的尺寸(如图3-11b中A1、A2),可按冲孔凸模尺寸公式计算:

②凸模磨损后变大的尺寸(如图3-11b中B1、B2),可按落料凹模尺寸公式计算:

③凸模磨损后不变的尺寸(如图3-11b中C1、C2),相当于孔心距:
Cp=(C+0.5Δ)±δp/2 (3-14)
此时,冲孔凹模刃口尺寸按凸模尺寸配制,并在图样技术要求中注明“凹模尺寸按凸模实际尺寸配制,保证双面间隙为Zmin~Zmax”。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。