



【摘要】:在多工位级进模中拉深成形与单工序模拉深不同,单工序模是散件送进,而多工位级进模是通过带料,由载体与搭边以组件形式自动连续送进。不能进行中间退火,要求拉深材料塑性要好,而且每个工位的拉深变形程度不宜过大。图3-6 多工位级进模整体条料拉深条料切槽或切口拉深 条料切槽或切口的目的,一方面是形成拉深毛坯,有利于拉深成形,另一方面是防止条料边缘产生折皱,使冲压工艺过程顺利进行。
在多工位级进模中拉深成形,一般用于小型零件的大批量生产,其拉深直径也较小,一般在60mm以下,材料厚度一般在0.5~2.0mm范围内。
在多工位级进模中拉深成形与单工序模拉深不同,单工序模是散件送进,而多工位级进模是通过带料,由载体与搭边以组件形式自动连续送进。不能进行中间退火,要求拉深材料塑性要好,而且每个工位的拉深变形程度不宜过大。
多工位级进模拉深按材料变形区与条料分离情况可分为:整体条料拉深和条料切槽或切口拉深两种方法。
(1)整体条料拉深 与切槽拉深相比,可节省材料,但在拉深过程中,条料边缘易折弯起皱,影响冲压过程的顺利进行。因此,必须增加拉深次数。这种拉深方法仅适宜于冲制材料塑性好的小型制品,并且在第一道拉深时,进入凹模的材料应比制件所需材料多5%~10%,使以后各道拉深不致因材料不足而被拉裂,其多余材料可在以后拉深过程中逐渐转移到凸缘上。图3-6所示即为整体条料拉深。
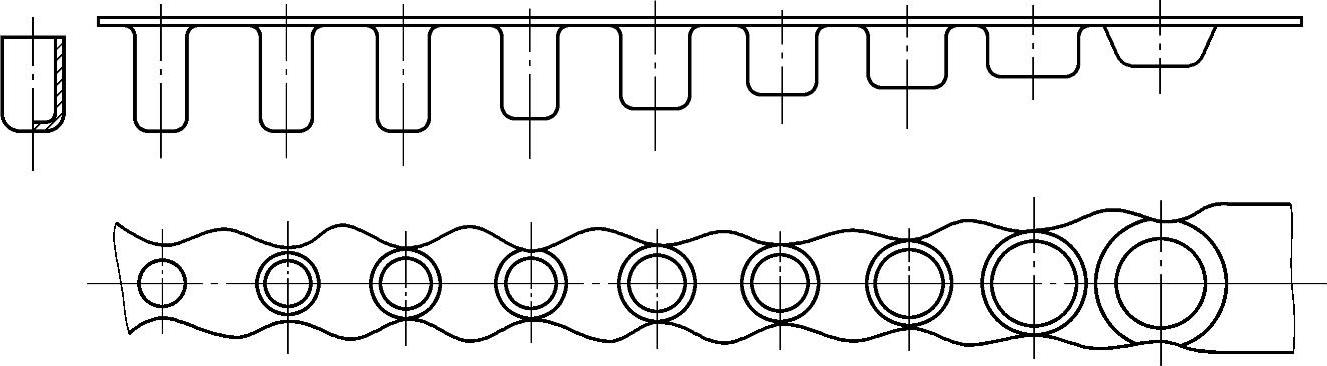
图3-6 多工位级进模整体条料拉深
(2)条料切槽或切口拉深 条料切槽或切口的目的,一方面是形成拉深毛坯,有利于拉深成形,另一方面是防止条料边缘产生折皱,使冲压工艺过程顺利进行。常用的切槽或切口形式如图3-7所示。
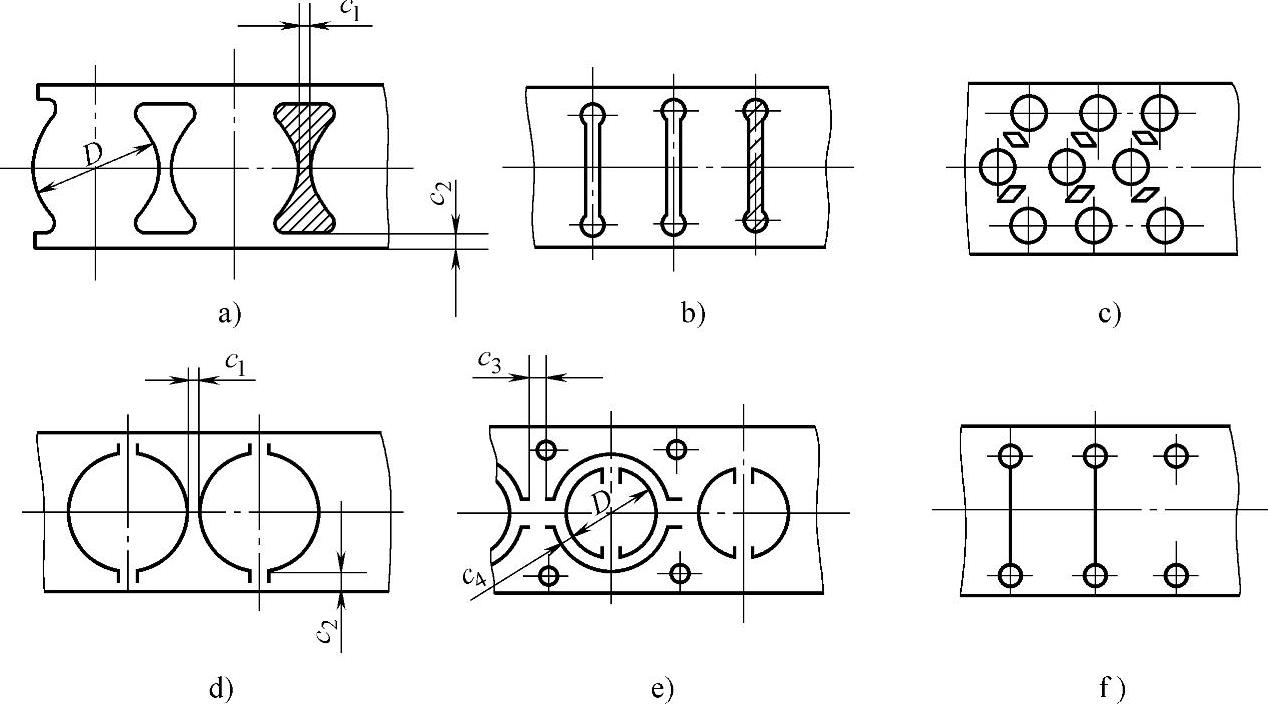
图3-7 多工位级进模拉深切槽与切口形式
a)~c)切槽形式 d)~f)切口形式(https://www.xing528.com)
切槽与切口的有关尺寸见表3-8。
表3-8 切槽、切口尺寸 (单位:mm)

多工位级进模切槽和切口拉深如图3-8所示。
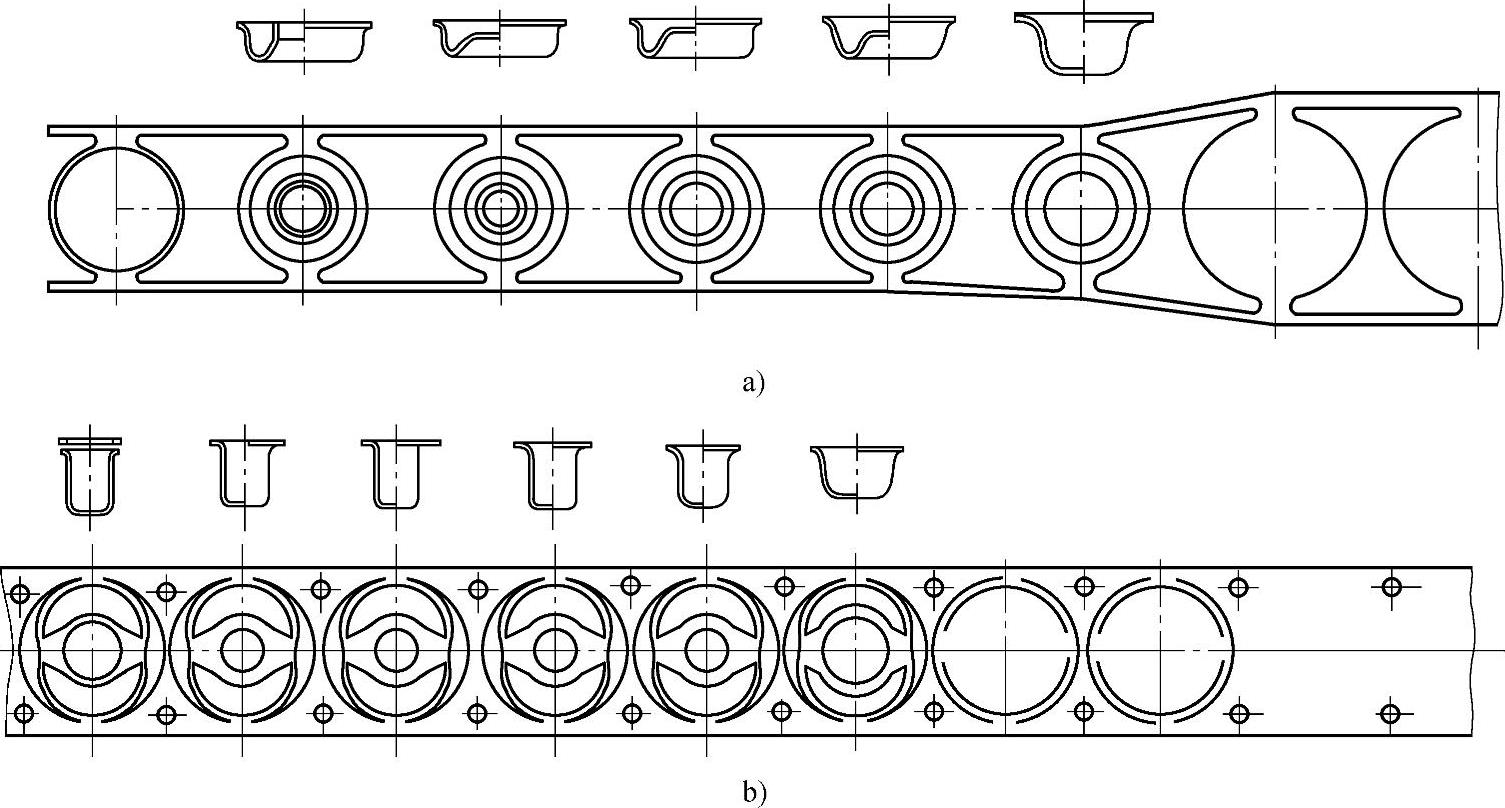
图3-8 多工位级进模切槽与切口拉深
a)切槽拉深 b)切口拉深
关于拉深坯料尺寸、工序尺寸、拉深次数和拉深间隙在3.8节介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。