



【摘要】:图3-4 搭边形式表3-3 根据加工材料厚度确定搭边值2)根据送料步距与条料宽度确定搭边值,多工位级进模在工件排样图上的搭边值,常按送料步距与条料宽度的比值即来选取,见表3-4。表3-4 根据送料步距与条料宽度比α确定搭边值A与B条料的载体是条料在送进过程中,条料内连接冲压零件运载前进的部分材料。载体与条料搭边相似,但又有所不同。
根据排样来确定工位布置图,工件的周围与一般冲裁模一样,应留有搭边。搭边值大则送料时条料刚性好,便于送料,但材料利用率低,故应合理确定搭边值,搭边形式如图3-4所示。生产中确定搭边值的常用方法有以下几种:
1)根据加工材料厚度t确定搭边值(A=B),见表3-3。

图3-4 搭边形式
表3-3 根据加工材料厚度确定搭边值

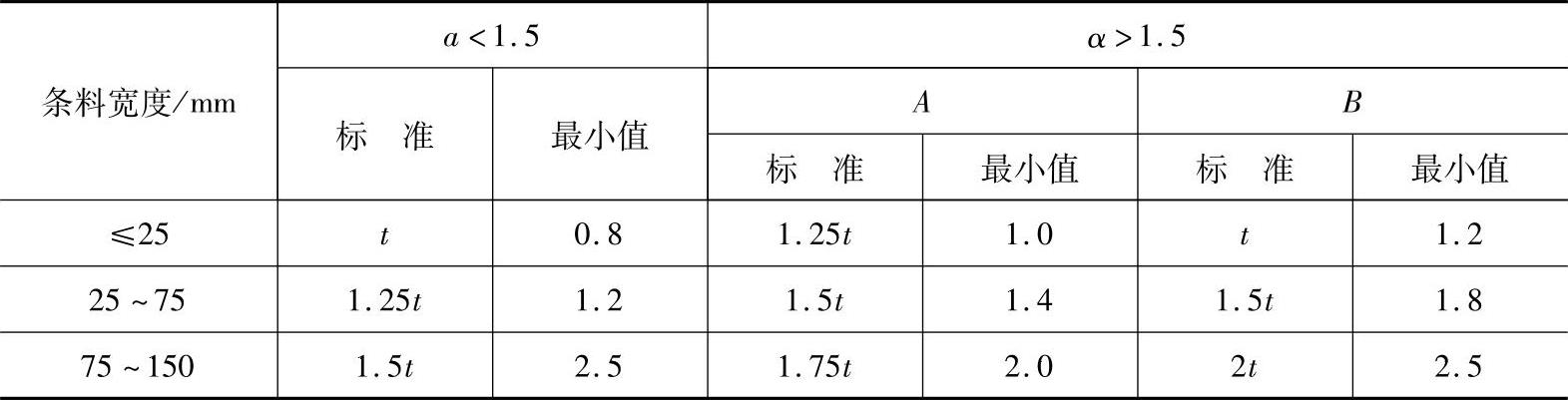
2)根据送料步距与条料宽度确定搭边值,多工位级进模在工件排样图上的搭边值,常按送料步距与条料宽度的比值即 来选取,见表3-4。(https://www.xing528.com)
来选取,见表3-4。(https://www.xing528.com)
表3-4 根据送料步距与条料宽度比α确定搭边值A与B
条料的载体是条料在送进过程中,条料内连接冲压零件运载前进的部分材料。载体与条料搭边相似,但又有所不同。搭边的宽度主要是根据冲压工艺要求,能将冲件一个个符合图样要求地冲下来,而载体必须要有足够的强度,要能运载条料上冲出的零件,使它能平稳地送进。在多工位级进模中,条料排样图设计时,有时两侧的“搭边”设计得很宽,这实际是搭边与条料的载体合二为一。一般来说,载体的宽度为了保证其强度和设置导正孔的需要,载体宽度大于搭边宽度2~4倍。
为了保证送料准确,通常在载体上或工件之间的条料上按送料步距设置导正孔,这样可补偿或修正由于高速冲压引起的送料误差。
导正孔一般在第一工位上冲出,便于在以后工位上进行导正。在多工位级进模上,通常10个工位需设置3~4个导正销,导正往往设置在重要工位之前。工位越多,导正销的数量也随之增加。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。