



按排样方式的不同可分为封闭型孔连续式级进模和分段切除多段式级进模。
(1)封闭型孔连续式级进模 这种级进模的各个工作型孔(除定距侧刃型孔外)与被冲零件的各个孔及制件外形(弯曲件指展开外形)的形状一致,并把它们分别设置在一定的工位上,材料沿各工位经过连续冲压,最后获得所需冲件。用这种方法设计的级进模称封闭型孔连续式级进模。图1-1所示为采用封闭型孔连续式级进模的冲件图、展开图和排样图。从排样图上可知有3个工位(见图1-1c中①~③)。
通过图1-1中的条料排样图可以清楚地看到这副级进模冲制过程顺序与各型孔的形状。模具中的各型孔与工件的每个型孔及工件的展开外形完全一样。侧刃与侧刃孔仅作工艺需要——定距而用。即第一工位由侧刃冲边距,保证送料步距;第二工位冲2×φ1.8mm孔与3mm×12mm长方孔;第三工位落料,从而冲出所需要的半成品。
封闭型孔连续式级进模的特点:结构较简单,制造容易,一般用于冲制形状简单、精度较低(IT10~IT14)的零件。适合手工送料和冲制半成品。
(2)分断切除多段式级进模 这种级进模对冲压零件的复杂异形孔和零件的整个外形采用分段切除多余废料的方式进行。即在前一工位先切除一部分废料,在以后工位再切除一部分废料,经过逐个工位的连续冲制,就能获得一个完整的零件或半成品。对于零件上的简单型孔,模具上相应的型孔可与零件上的型孔做成一样。
仍用图1-1所示零件,采用分断切除多段式级进模其排样图如图1-2所示,共分8个工位(见图1-2中①~⑧):
第一工位:冲导正钉孔。
第二工位:冲2×φ1.8mm孔。
第三工位:空位。
第四工位:冲切两端局部废料。
第五工位:冲两工件间的分断槽废料。(https://www.xing528.com)
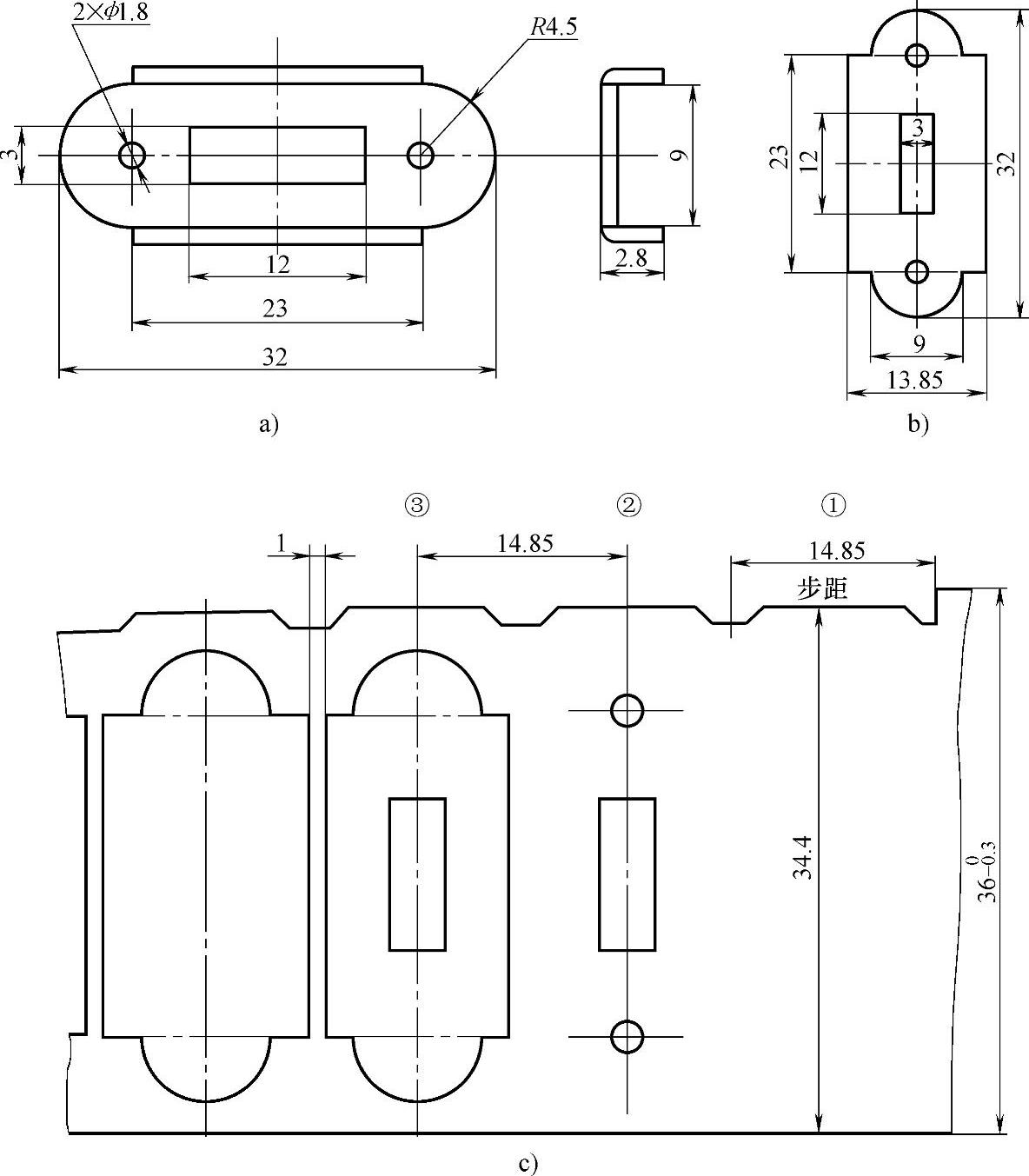
图1-1 冲件图、展开图和排样图
a)冲件图 b)展开图 c)排样图
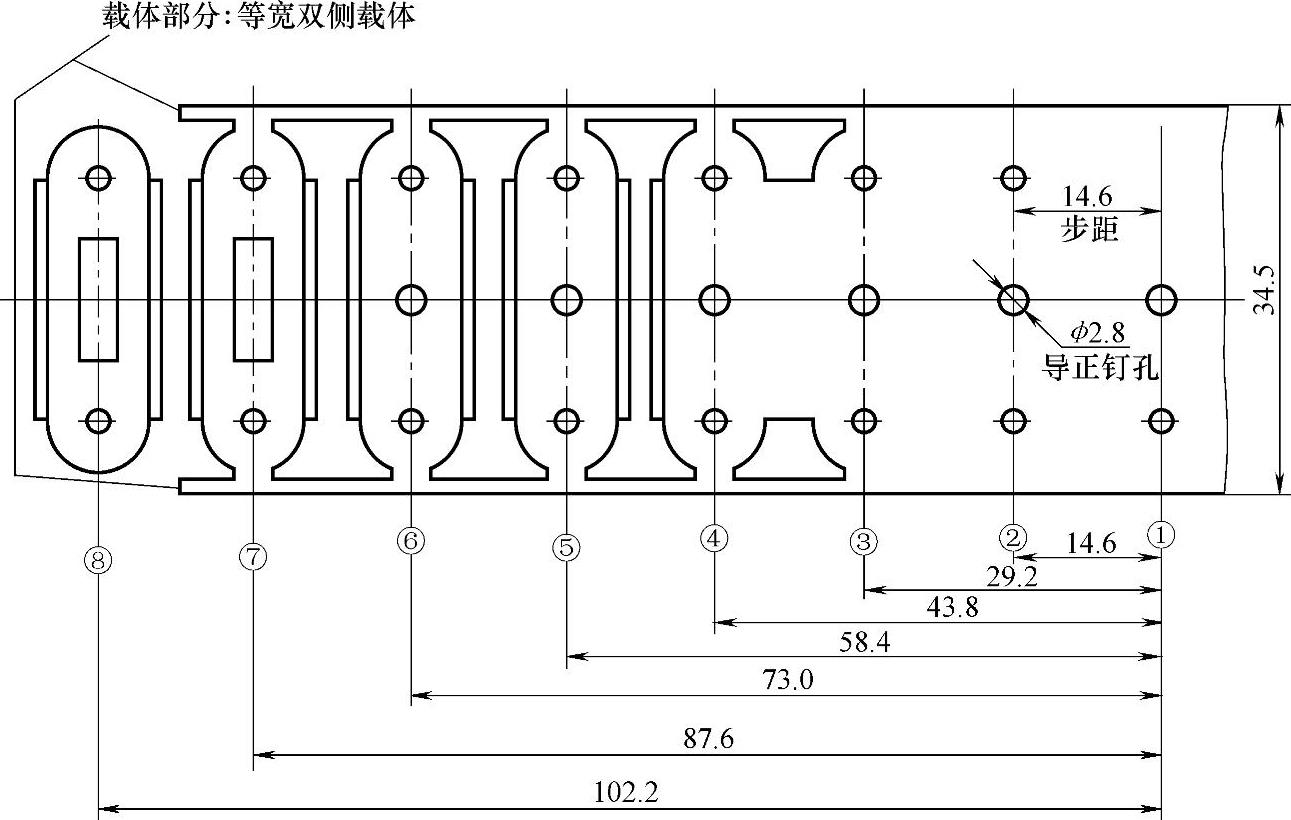
图1-2 分断切除多段式级进模条料排样图
第六工位:弯曲。
第七工位:冲中部3mm×12mm长方孔。
第八工位:切载体。
由于要求不同,设计模具的指导思想也不一样。分断切除多段式级进模其工位数比封闭型孔连续级进模多;在分断切除废料的过程中可以进行弯曲、拉深、成形等工艺,一般采用全自动连续冲压。这种模具结构复杂,制造精度高;由于能冲出完整零件,所以生产率和冲件的精度都很高。在设计多工位级进模时,还应根据实际生产中的问题,将按这两种设计方法结合起来,灵活运用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。