



本节学习要点
1.掌握例题程序中的刀具轨迹
2.加深“会变化”概念
3.吸收例题程序上一节我们使用宏程序加工了外圆。在编程前我们找出了可能会变化的数据用变量表示。那么本节要讲解的直槽,第一步也是先找出会变化的数据让我们先来看图样,然后再分析数据。
例7-2(图7-3)
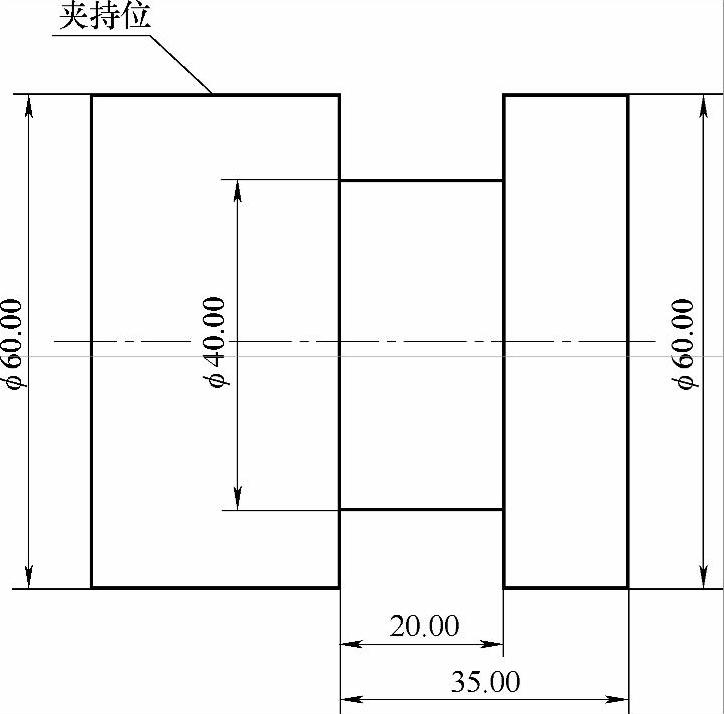
图 7-3
图7-3的直槽非常简单,其实根本用不着特地写个通用宏程序。但学习要循序渐进,必须从最基本的开始。
如果要编制直槽的通用宏程序,第一步是确定好刀具轨迹。这个问题在前面的章节中强调多次了!
本例的刀具轨迹就很简单,从槽口的右边下刀,切到一个深度后,刀具抬上来,向左移动。再切到同一个深度,一直切到槽宽合格为止。然后再进行下一个切削深度,循环往复,如图7-4和图7-5所示。
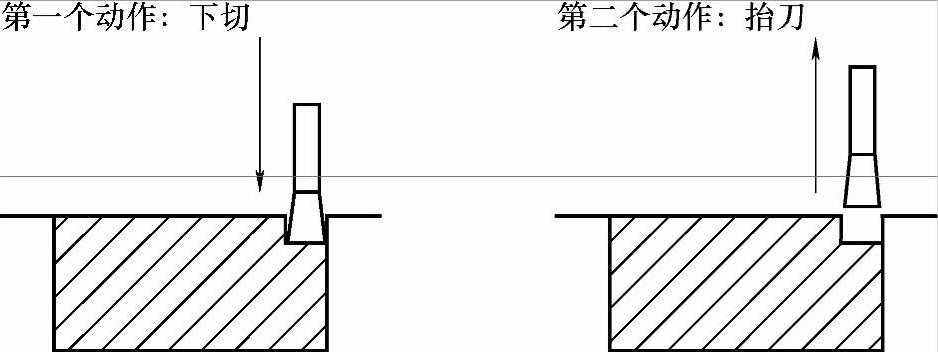
图 7-4
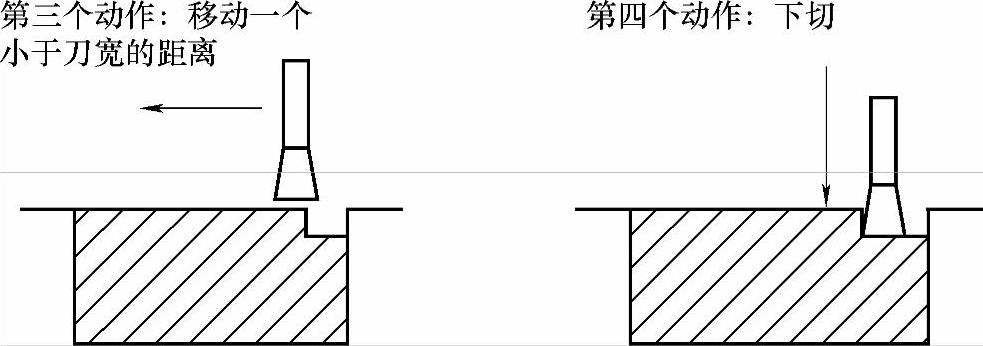
图 7-5
刀具轨迹分析完毕,下面就该进行第二步了:找出会变化的数据量。
这些数据量我们一起分析:
1.槽刀刀宽
这个数据肯定是会变化的。比如我今天用5mm的切槽刀,但当切的时候零件很振,改为4mm的切槽刀也不是没可能。如果不考虑这个数据,那么程序修改起来还是很麻烦的。
2.槽的起始直径
这个实在太容易想到了。这份图样的槽起始直径是50mm,下一份说不定是54.21mm呢!
3.槽底直径
这个数据也很容易想到。槽的深度是有深有浅,干脆算进去得了。
4.槽的Z向起点(端面为基准)
这个也得考虑。万一槽Z向起点变了呢。
5.背吃刀量(https://www.xing528.com)
这个最好能够考虑进去。一刀切多深可自由定取。
6.进给率
这个就不用说了。
7.Z向移动量
这个数据得考虑。在切槽时Z向移动距离可以随着刀宽变化而定取。
8.槽的Z向终点
这个槽有多宽总得算进去吧。
经过分析,大致上可得出上面8个会变化的数据。将这些数据写成变量到时候在子程序里确定好它们的关系。只要在主程序修改地址名就能改变槽的尺寸。
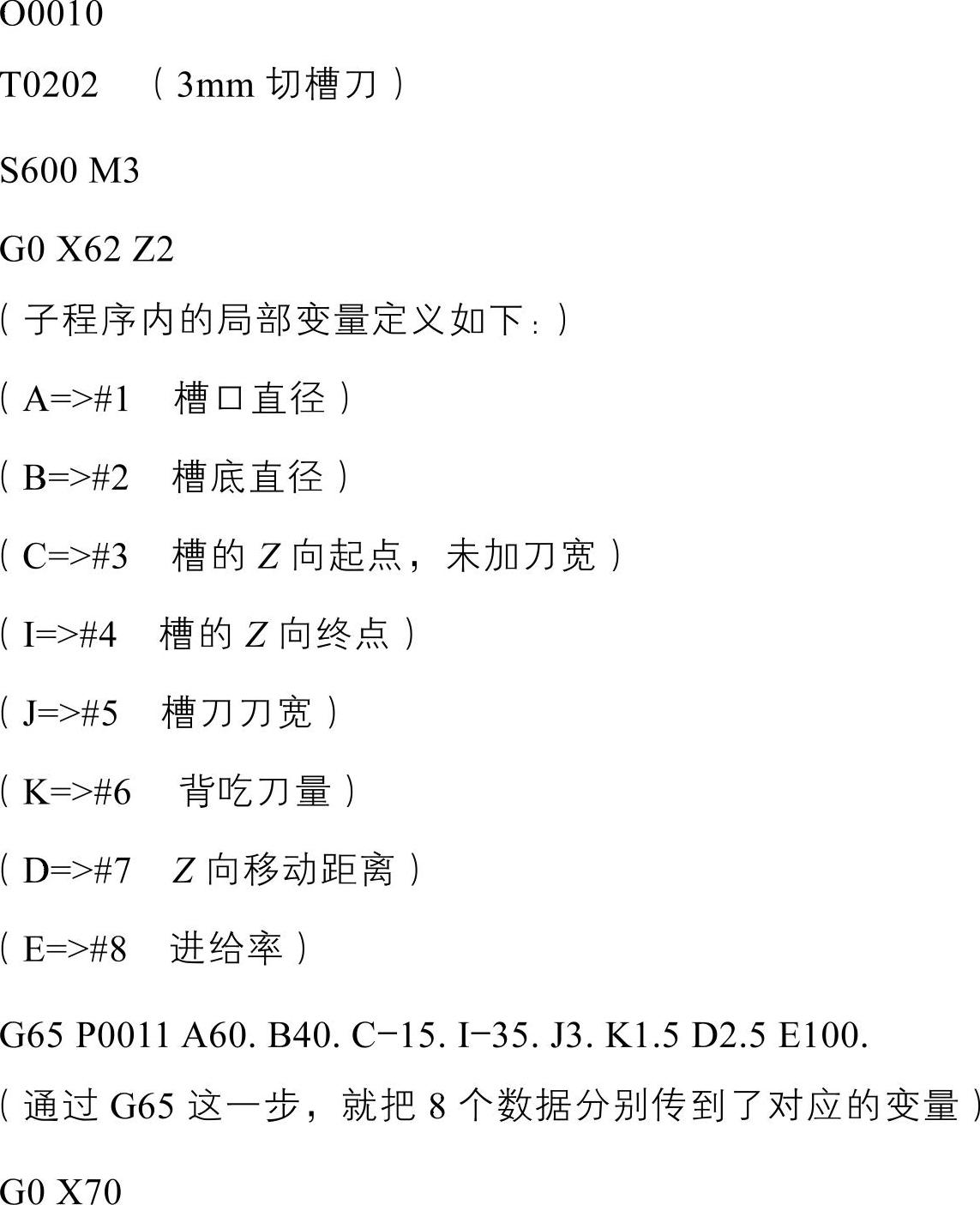
现在可以开始编写该槽的通用宏程序了。
例7-3(注意:写通用宏程序需要长期的积累。建议读者循序渐进!)
主程序
程序结束,让我们看看图7-6所示的效果图
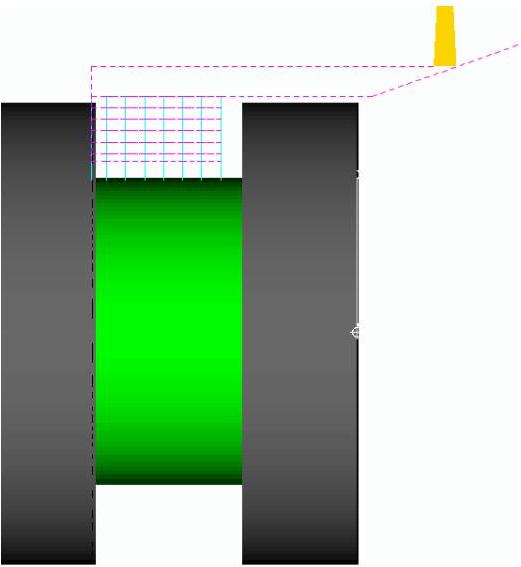
图 7-6
现在把槽的Z向终点、刀具宽度调整下,看是否满足通用的效果。
修改后的刀宽为6mm,Z向终点是−60mm。
看图7-7所示的加工效果图。
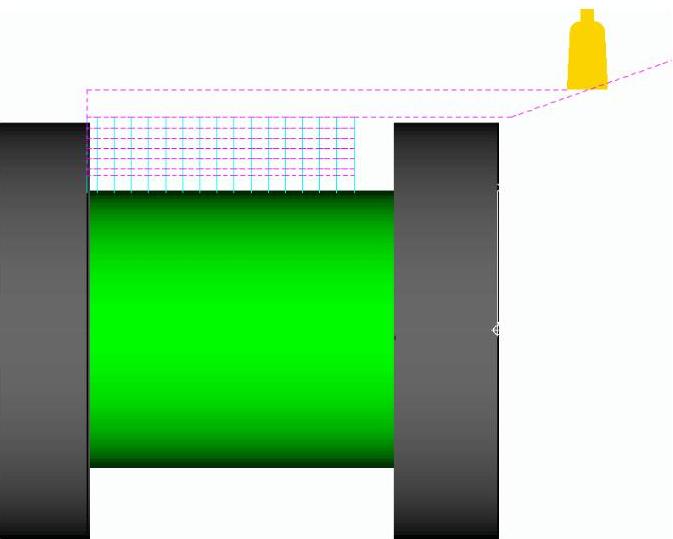
图 7-7
由此我们可以发现,数据不论怎么调整,程序都可以适应(注意这里没有判别数据是否输入有错,因此输入时请输入正确的数据)。本节到此就结束了。读者务必吸收例题程序!
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。