



本节学习要点
1.如何定位牙型上的点
2.使用球刀加工时,如何“巧避”刀具半径
3.加工到相切部分时,如何重新计算刀具起始点
4.如何进行粗加工
在前面的几节内容里,讲解的螺纹牙型都是单一曲线,在本节中将介绍一种全新的牙型——凹凸圆弧相切!
首先看一份图样。
例6-20(图6-27)
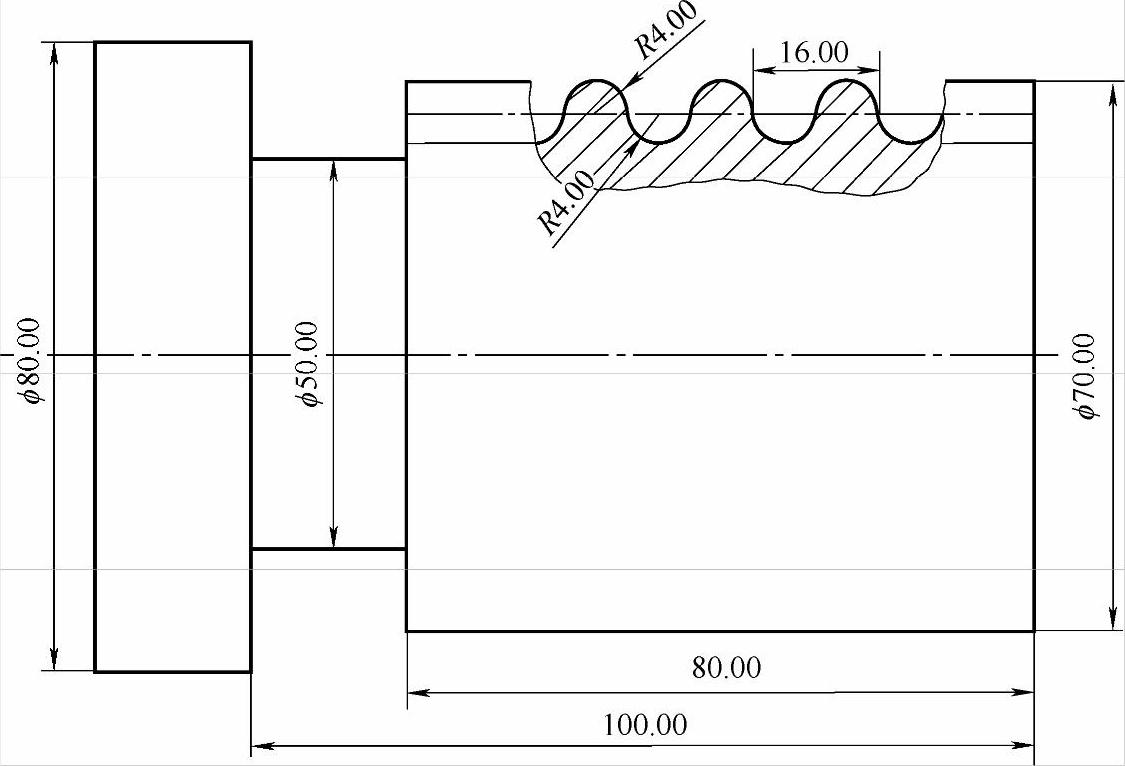
图 6-27
乍看之下,这图样有点复杂。但我们想想就能发现,无论是凹圆弧或者凸圆弧,都讲解过。这份图样与之前的不同之处在于把两种圆弧结合了。
所以这个螺纹在程序编制上应该问题不大。但依然要解决几个问题:
1.刀具的选择
2.加工方法
3.如何保证两圆弧在加工时相切
只要解决上面的3个问题,这个螺纹就能做出来了。现在就对上面的几个问题一一解答。
首先是第一个:刀具。
要加工这个螺纹,球刀是唯一的选择了!因为两个圆弧都是整半圆。但选择球刀后就会面临一个问题:刀具半径。
对刀具半径的处理,我推荐的方法是把半径算进去,即以球刀圆心为对刀点。这里以R2mm球刀为例,如图6-28所示。
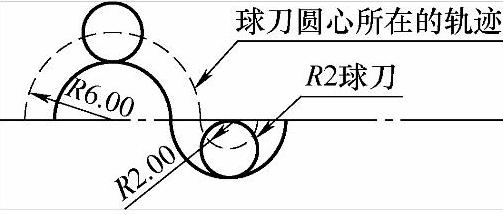
图 6-28
例6-21(https://www.xing528.com)
从图6-28中我们可以发现,当采用球刀圆心编程,加工凹圆弧时,实际的半径不是4mm,而是2mm;当加工凸圆弧时,实际半径也不是4mm,而是6mm这就是把刀具半径带进去算的结果。因此在编程的时候,一定要注意实际圆弧半径的问题!
刀具问题已经解决,并且相关的注意事项也详细解释。现在可以看第二个问题:加工方法。
说到加工方法,我还是推荐“X向偏移法”,中途再写上“去除空刀”程序段,可轻松加工此螺纹。但如何偏移,还是来做一个讲解吧。
例6-22
按照图6-29的思路,只要判断中心距是否满足条件就知道有没有车完。
最后让我们看看第三个问题:如何保证两圆弧在加工时相切。
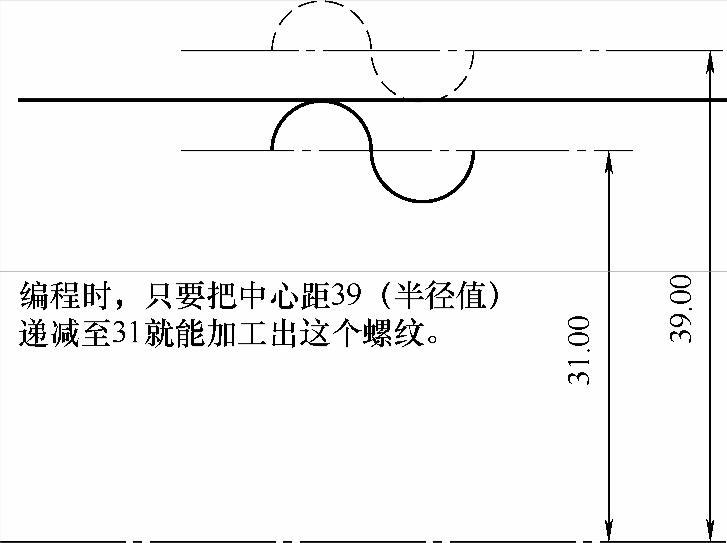
图 6-29
当凹圆弧加工好了,就该加工凸圆弧了。但这里要错开一个距离才能保证相切。那么这个距离是多少呢?这得看在编制加工圆弧的程序时,以圆弧的哪个点为基准。我个人一般都以圆弧的圆心为基准,方便、简单。如果用我的方法,那么要错开的距离就是两个圆弧的圆心距!上述3个问题解决,可以编制加工程序了。
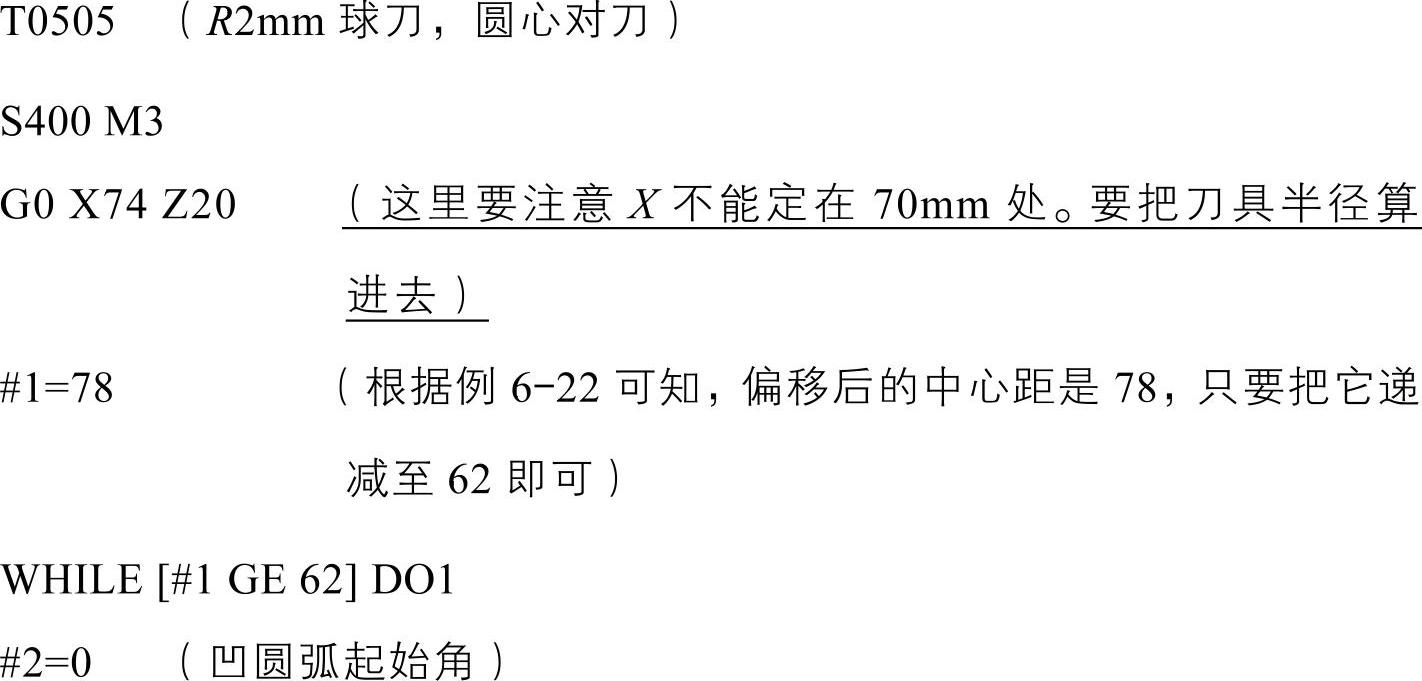
例 6-23
程序已经写完,让我们看看仿真加工的效果I见图6-30和图6-31 l。
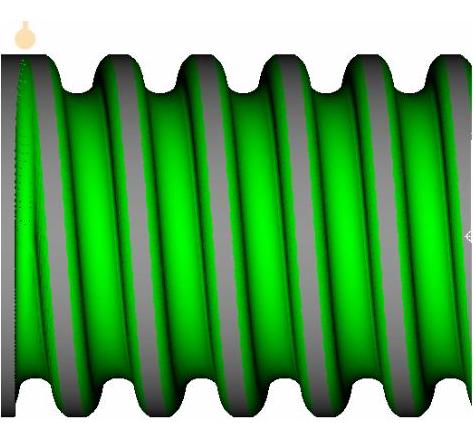
图 6-30
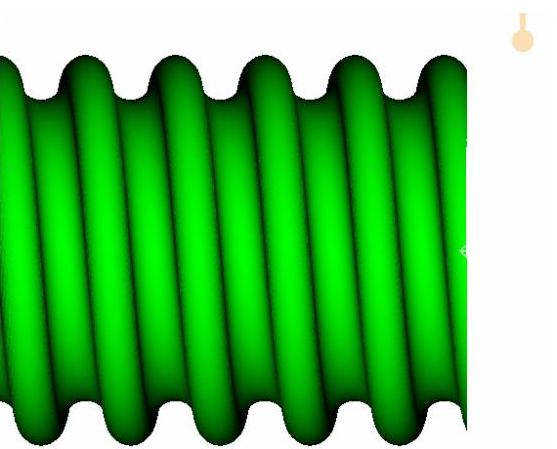
图 6-31
但是这程序有个问题:效率太慢!因为无论是哪一层加工,角度的变化量始终是2°,如果在最后一刀精车前,角度都大点的话,那么效率就很高了(可以在程序中改变角度增量值),这方法在第5章介绍过,这里不再赘述了。
本节到这里就结束了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。