



本节学习要点
1.如何定位牙型上的点
2.掌握例题程序
正弦曲线螺纹在数控车床技能大赛里也是经常出现的,其牙型是一条正弦曲线。根据6.1节的内容可以知道,其实就是把曲线上的点通过一个循环计算出来,然后用G32分别依次拟合就行。所以在本质上和椭圆牙型螺纹没任何区别。依然通过图样来阐述这个问题。例6-6 图6-6 l
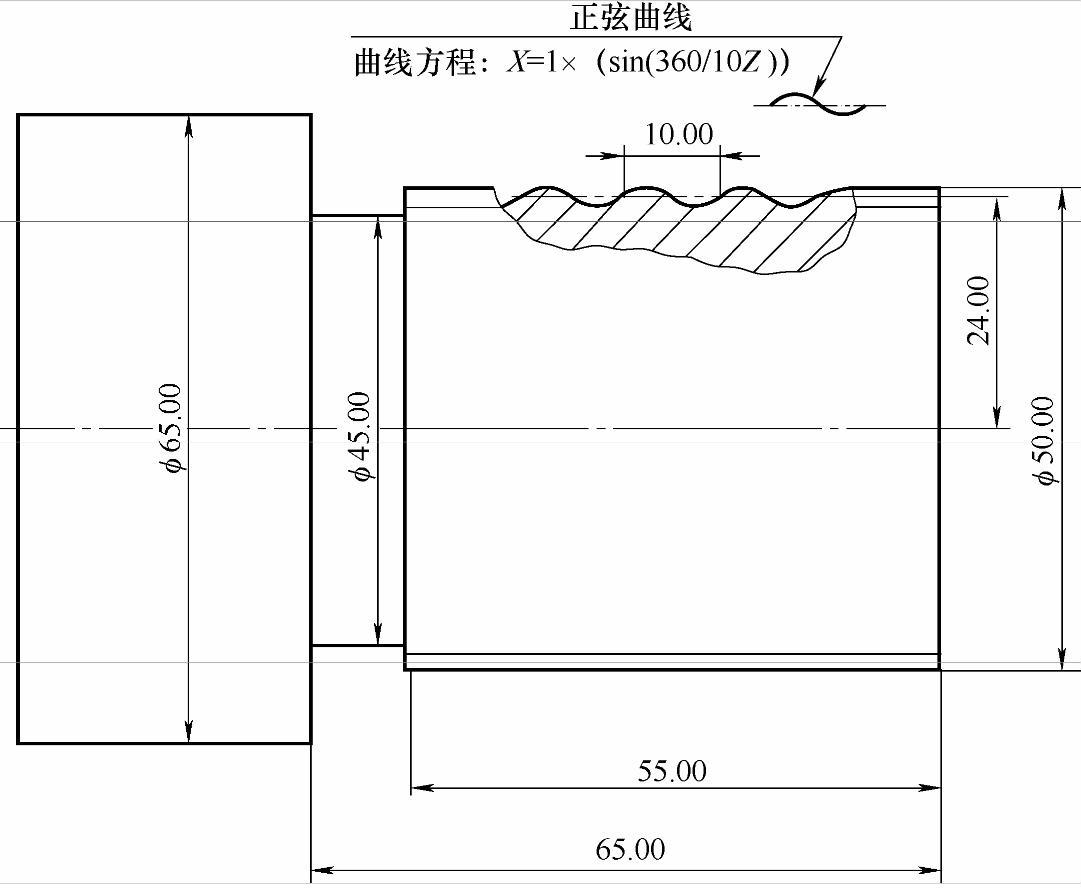
图 6-6
在图6-6中,可以知道该曲线的振幅为1mm,也就是说牙顶距牙底的单边距离是2mm,双边是4mm。所以在此不能采用“一刀精车”的方法,必须有粗加工!以防加工过程中崩刃。关于曲线的含义,在第4章有详细的介绍,这里不再赘述了。
根据6.1节的内容我们知道,要加工这个螺纹其实就是先定位好曲线上的每一个点,然后用G32拟合。综合来讲,就是拟合一个完整的牙型!。另外本例中的正弦曲线距零件回转中心24mm,在车削的时候不能把它忘了。下面通过一个示意图,来加强“先定位好曲线上的每一个点,然后用G32拟合”的概念。
例6-7(图6-7)
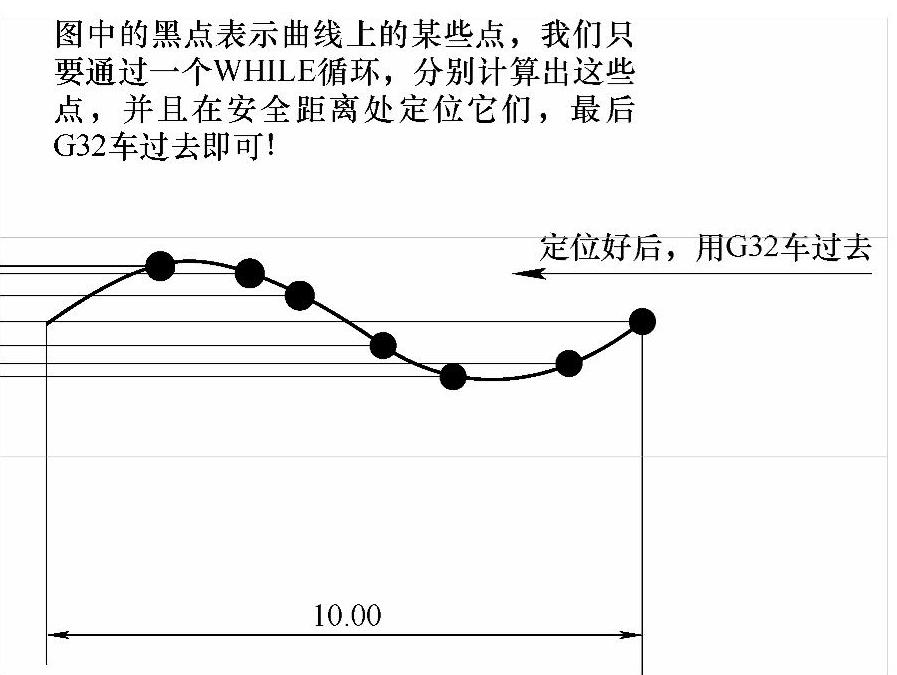
图 6-7
关于“先定位曲线上的点,再G32车削”的概念就到这里结束了。请读者一定要牢记于心!
最后可以编制该螺纹的加工程序了。
本例刀具则采用主、副偏角各为72.5°的菱形尖刀。
在粗加工方法上,依然采用“X向偏移法”。因此要把余量全部偏移到外圆表面(即将牙型最低点移到外圆上)。因此在程序结构上肯定是两层嵌套。第一层负责控制中心距离的变化,第二层则负责控制曲线牙型是否拟合完。这一点要先想明白(请读者不要一蹴而就,平时要经过大量的练习与思考才能把程序结构了然于胸)。
偏移后的中心距离如图6-8所示。(https://www.xing528.com)
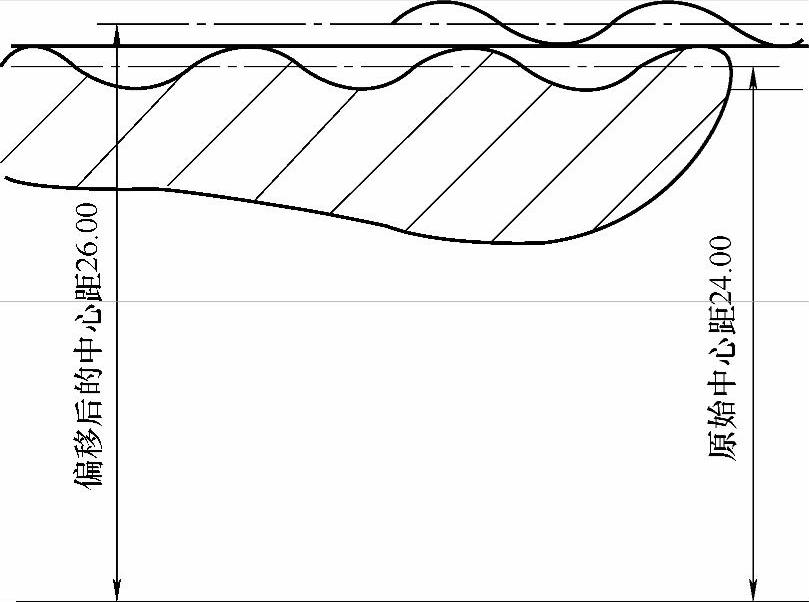
图 6-8
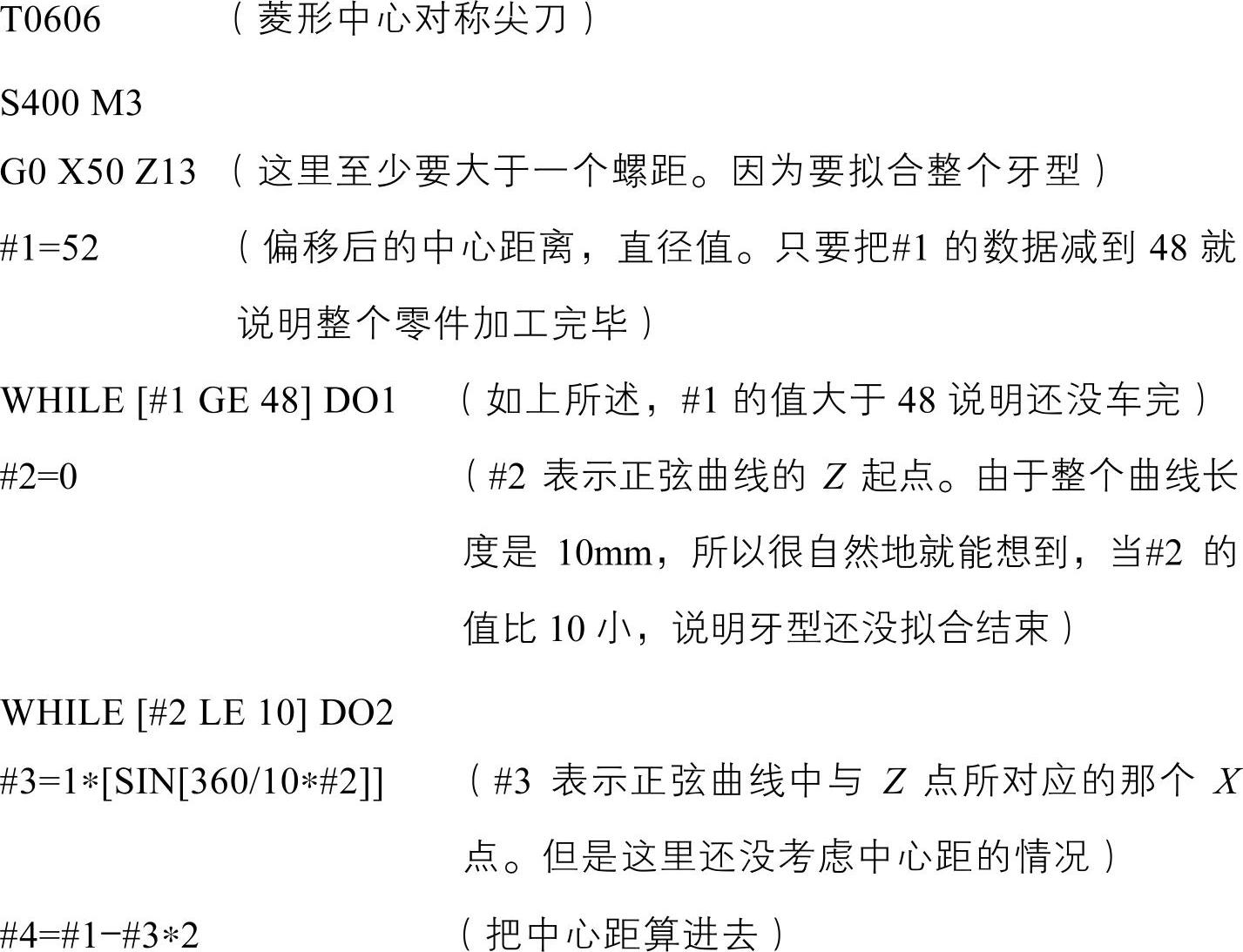
现在开始编制加工程序
例6-8
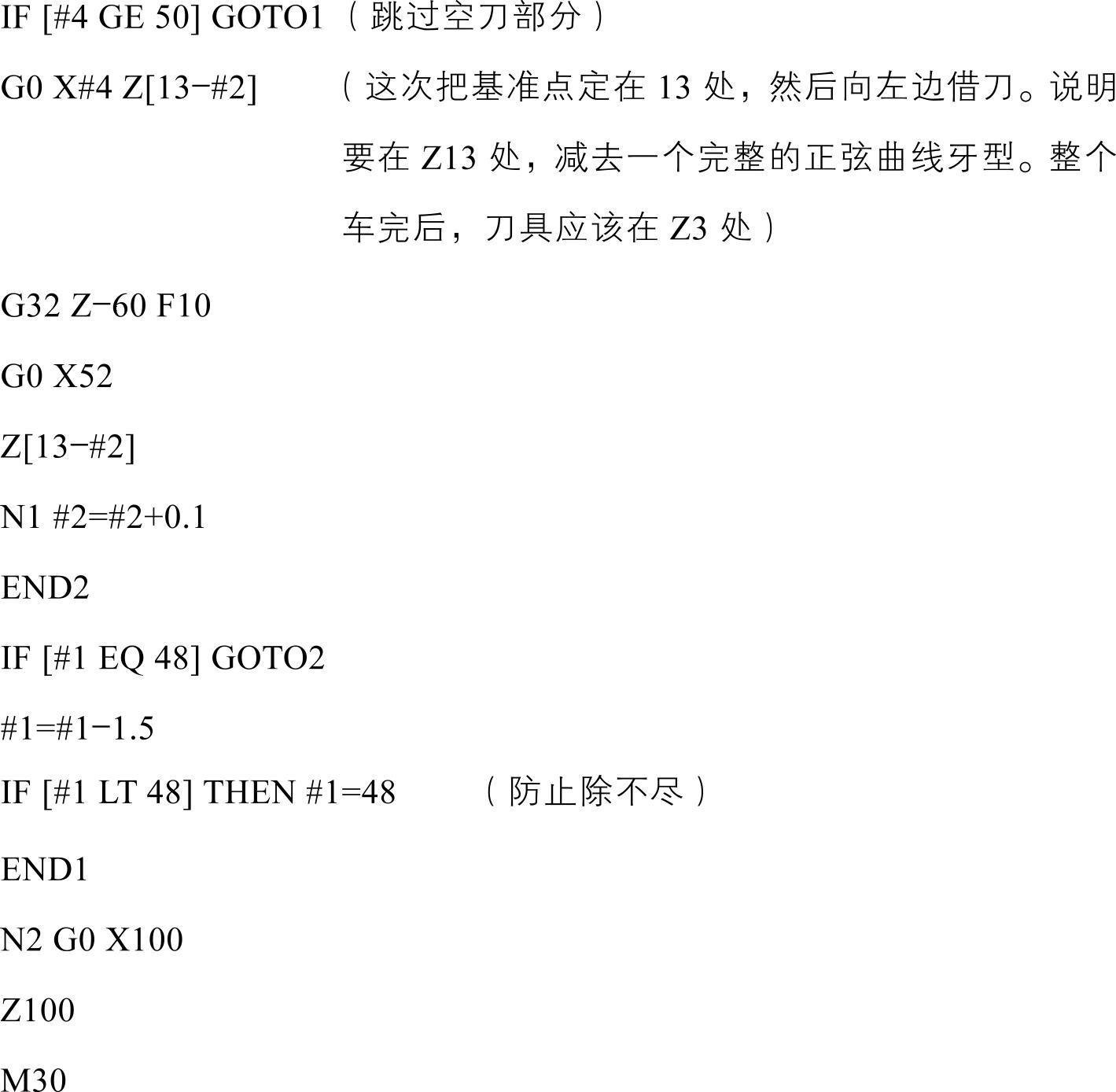
程序结束,让我们看看粗车效果图(见图6-9)
精加工完毕(见图6-10)。
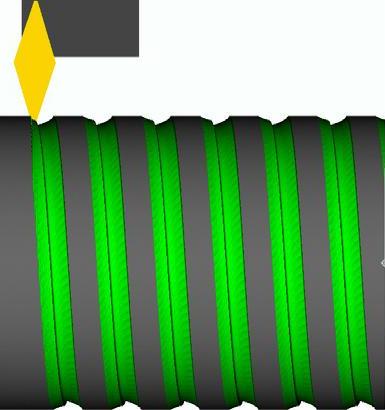
图 6-9
图 6-10
本节篇幅不长,因为所有的内容在前面章节都讲解过。由此我们发现,只要把核心内容掌握了,至于牙型再怎么变化都不必担心如何编制程序,不论是抛物线牙型或其他非圆曲线牙型。
从下一节开始,内容复杂度将大大提高。请基础较薄弱的读者放缓脚步,完全理解前面的例题后再继续学习。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。