



本节学习要点
1.掌握圆弧圆柱蜗杆相关尺寸计算方法
2.吸收例题程序
经过前面几节的学习,读者应该对螺杆类的加工有所了解。本节着重讲解圆弧圆柱蜗杆的车削方法。为什么不直接讲阿基米德蜗杆呢?因为它和梯形螺纹比较类似,讲解的意义不大。
谈到圆弧圆柱蜗杆,有些读者比较陌生。简单理解就是它的齿形是凹圆弧。下面看下它的牙型部分的图样(工厂生产所用),由于关系到图样保密等因素,把其中一些尺寸处理过了。
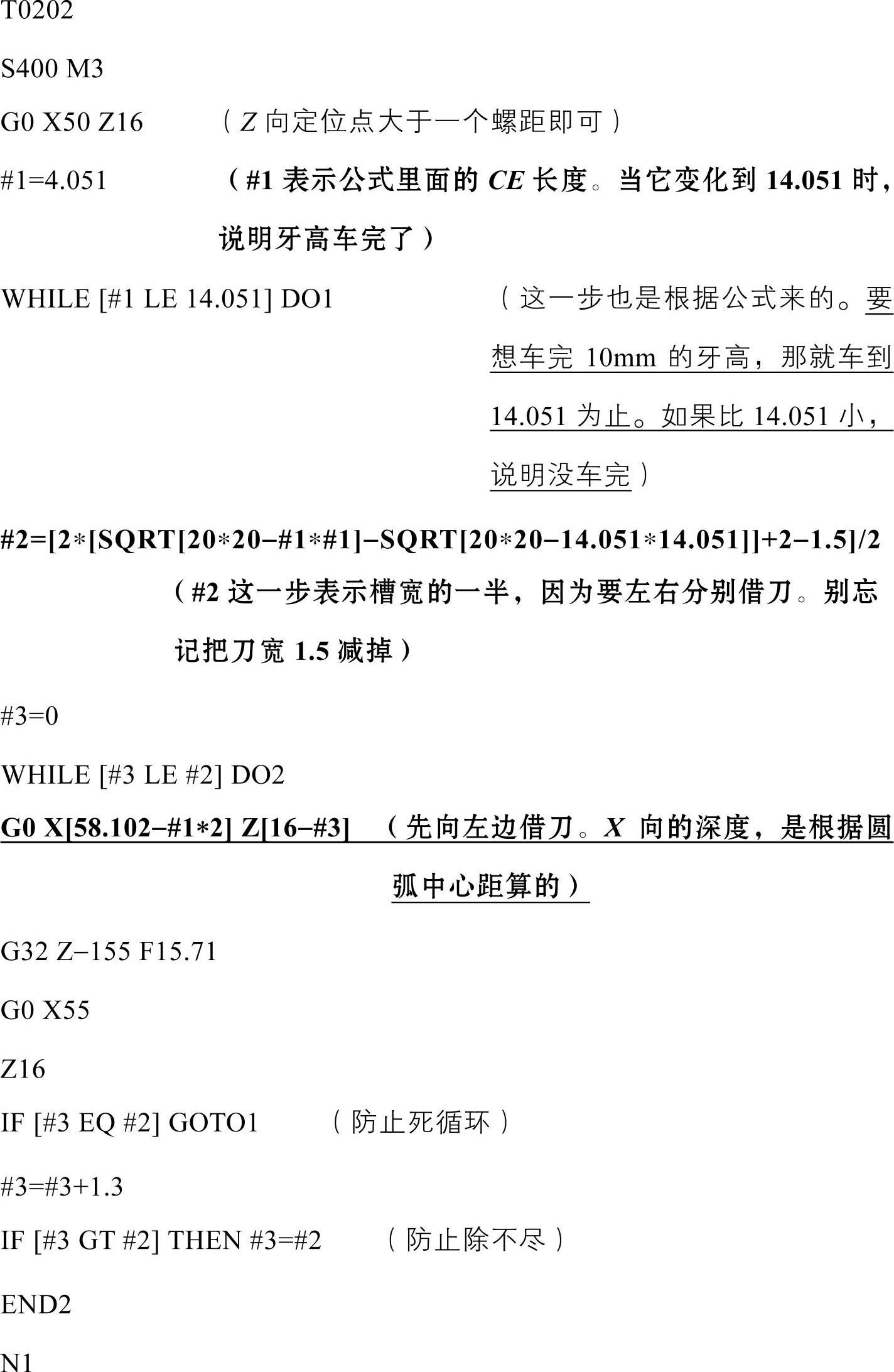
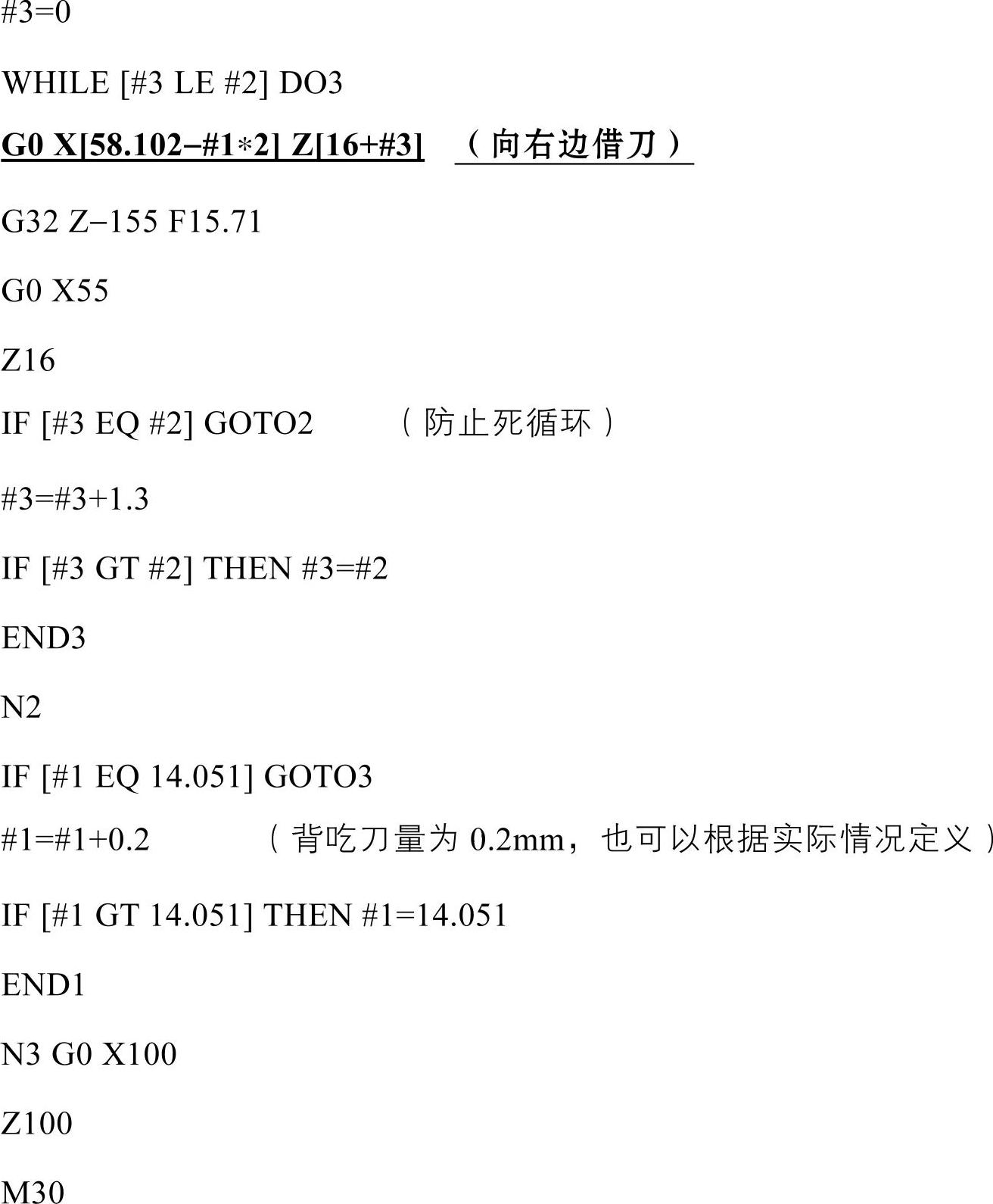
例5-22
该图样(见图5-44)的齿形是R20mm圆弧,蜗杆模数是5(其他尺寸是作者自己定义的,相当于非标)。下面将详细讲解该如何编制加工程序。
首先,不论是螺纹还是蜗杆,它们的粗加工其实都是算好当前深度所对应的槽宽,然后借刀。所以先来看看槽宽怎么算,如图5-45所示。
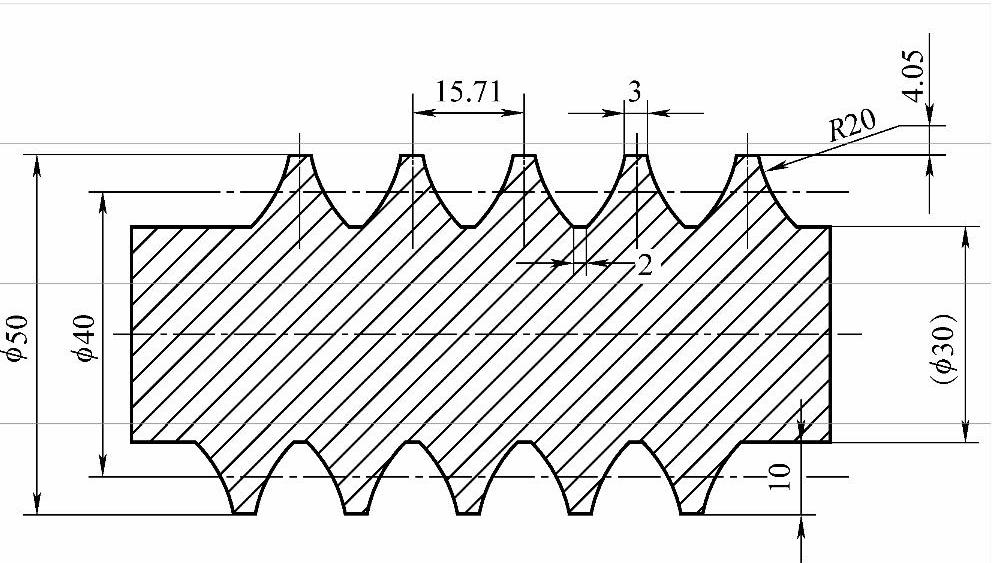
图 5-44
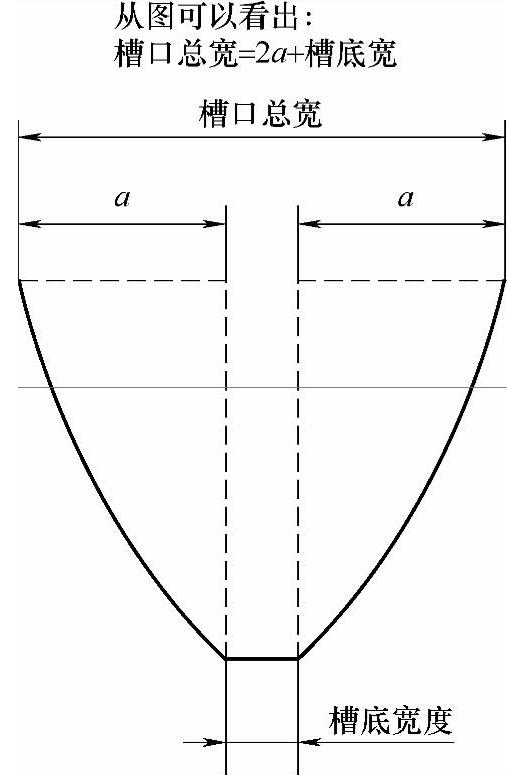
图 5-45
由于槽底宽度是已知的,所以只要求得a的长度即可。但是a该怎么求呢?继续看示意图,如图5-46所示。
在图5-46中还没有给出具体的求法,目的是防止一次性画完,导致基础较差的读者看不懂。
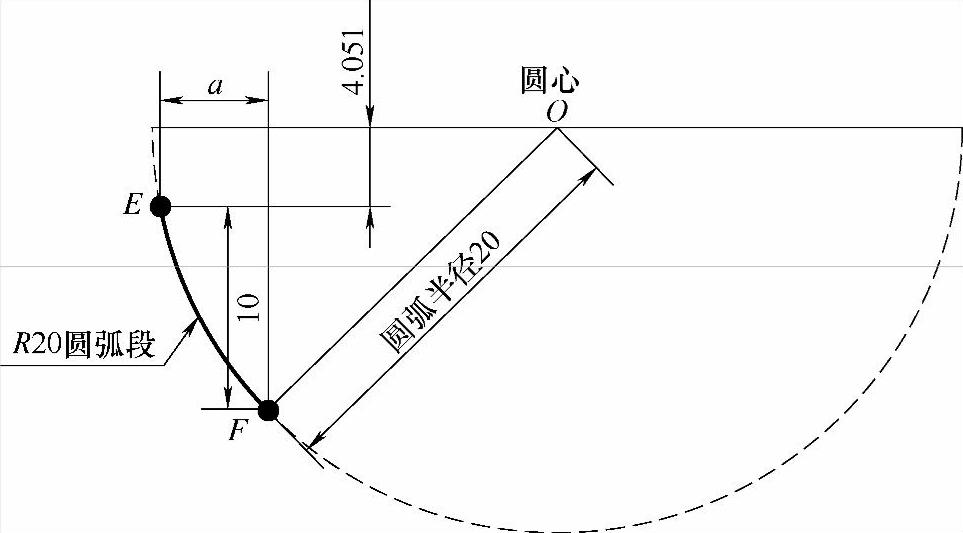
图 5-46
由图5-46可知,圆弧段有两个端点,分别是点E、点F。其中点F与圆心O相连后,得到一条斜边,它就是圆弧半径。同理,如果把点E和圆心O相连后,也会得到一条斜边,同时也是半径。让我们继续看图(见图5-47)。
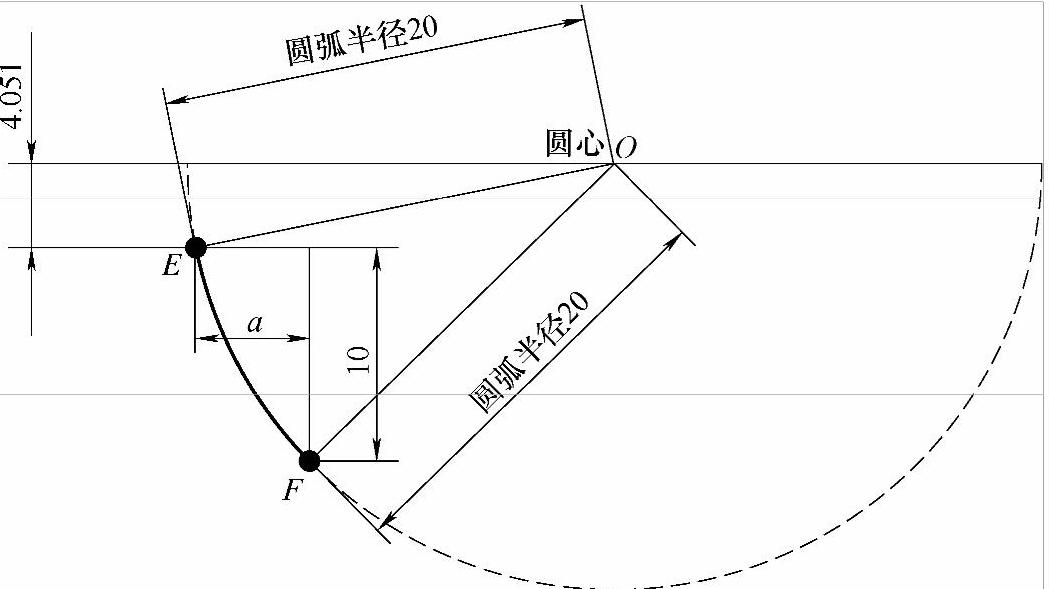
图 5-47
从图5-47中,可以看到有两条斜边。通过这两条斜边,能够得到什么信息?能不能得到一个直角三角形呢?老规矩,继续看图(见图5-48)。
在图5-48中可以发现些端倪。三角形OCE与三角形OBF是两个直角三角形。同时它们的斜边OE、OF都是圆弧半径,而且CE的长是4.051;BF的长是9加上4.051,等于14.051(由于EF的垂直高度是牙高,所以值为10,然后圆心到点E的距离垂直是4.051,所以总BF的长是14.051)。
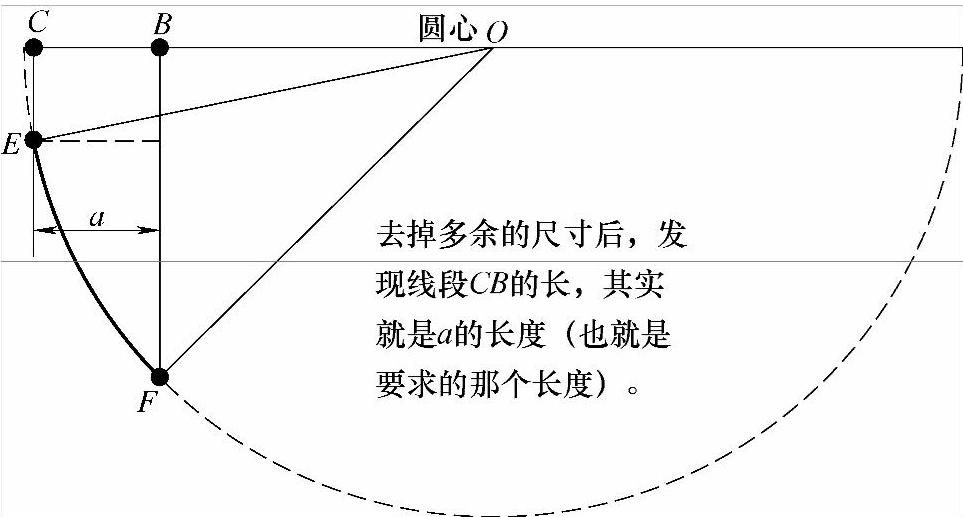
图 5-48
最关键的是CB的长度就等于OC减去OB!而OC、OB分别是两个直角三角形的直角边,完全可以用勾股定理来求得这两个边长!所以OC=22OE CE−  。再把公式里的线段换成对应的数据,那么CB的值就能求出来了。最终CB的结果约等于5.353。因此,牙槽总宽是5.353×2+2=12.706。
。再把公式里的线段换成对应的数据,那么CB的值就能求出来了。最终CB的结果约等于5.353。因此,牙槽总宽是5.353×2+2=12.706。
但这样是不是就能加工了呢?我们知道,当X向不断切削的时候,槽口的总宽是不断变窄的。如果把CE的长度作为一个自变量,从4.051一直变化到14.051是不是就行呢?在程序里揭晓答案。(https://www.xing528.com)
槽口宽度如何算,我们已经知晓了。接下来就可以直接编制程序了!刀具采用1.5mm宽的切槽刀,加工刀具轨迹是先中间,后两边。
例5-23
(有没有发现,只要把槽口宽度算出来就可以直接编程了!)
(假定蜗杆长度是150mm)
程序写完,让我们看看加工效果图吧(见图5-49和图5-50)
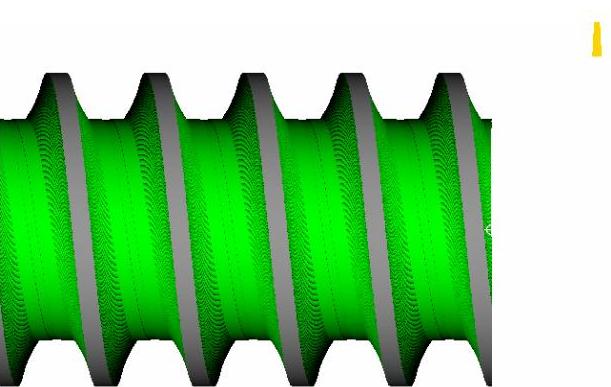
图 5-49
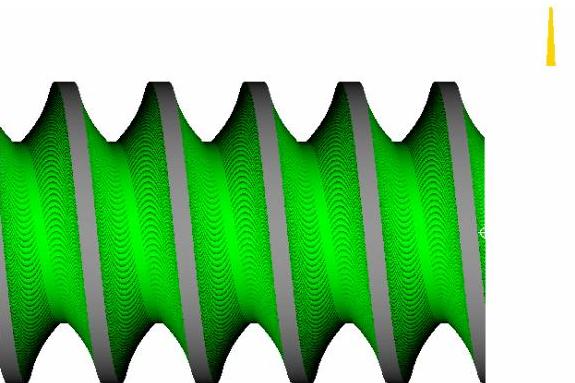
图 5-50
其实开粗的方法还有很多,在这再写一种开粗方法。但是该方法编制的原理不做详细解释,因为用文字太难表述了。所以算法较好的读者可以看看下例,初学者可直接跳过。
例5-24
程序完毕,让我们看看加工效果图(见图5-51和图5-52)。
很明显,图5-51是单向借刀(向左边借)。图5-52是加工完毕的效果图
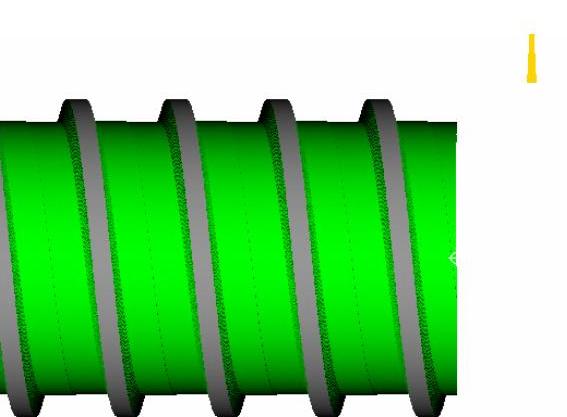
图 5-51
图 5-52
两种刀具轨迹,对应两种程序。对比这两个程序可以看出,第二种程序量明显比第一种少很多,但程序复杂度也提升了。所以我建议新手先把最简单的开粗轨迹掌握好,然后再研究其他方法。
除了上述的两种刀具轨迹和槽宽计算方法,还有其他方法,就不一一讲解了你想怎么开粗那就怎么编程。另外,只要把槽宽的长度算出来,其实就已经找到螺纹的核心数据了。剩下的就是借刀的事,都是一个道理。
本节到这里就结束了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。