



数控机床的圆周进给由回转工作台完成,称为数控机床的第四轴。图8-54是某五轴联动加工中心的回转工作台。回转工作台可以与X、Y、Z三个坐标轴联动,从而加工出各种球、圆弧曲线等。回转工作台还可以实现精确的自动分度,扩大了数控机床加工范围。
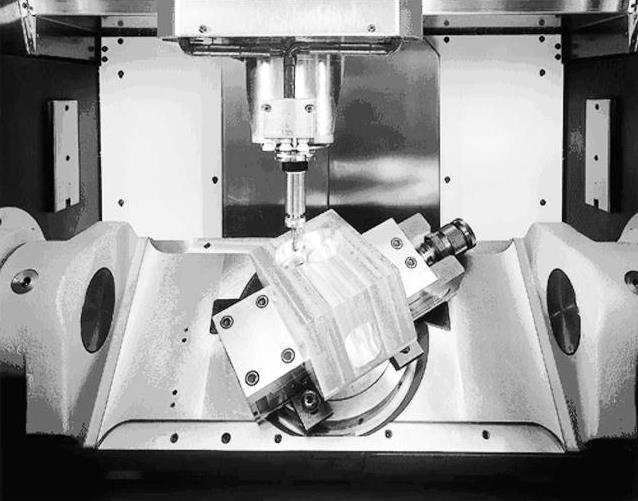
图8-54 某五轴联动加工中心的回转工作台
常用的回转工作台有数控回转工作台和分度工作台两种。数控回转工作台除了用来进行各种圆弧加工或与直线进给联动进行曲面加工外,还可实现精确的自动分度工作。分度工作台的功能是将工件转位换面,完成分度运动,和自动换刀装置配合使用,实现工件一次安装能完成几个面的多种工序。为了保证加工精度,分度工作台的定位精度要求高(普通级±10″、精密级±5″、高精密级±3″)。
1.数控回转工作台
数控回转工作台主要用于数控镗床和铣床,其外形和通用工作台几乎一样,但它的驱动是伺服系统的驱动方式。它可以与其他伺服进给轴联动。
图8-55为自动换刀数控镗床的回转工作台。它的进给、分度转位和定位锁紧都是由给定的指令进行控制的。工作台的运动是由伺服电动机经齿轮减速后,由蜗杆1传给蜗轮2实现的。
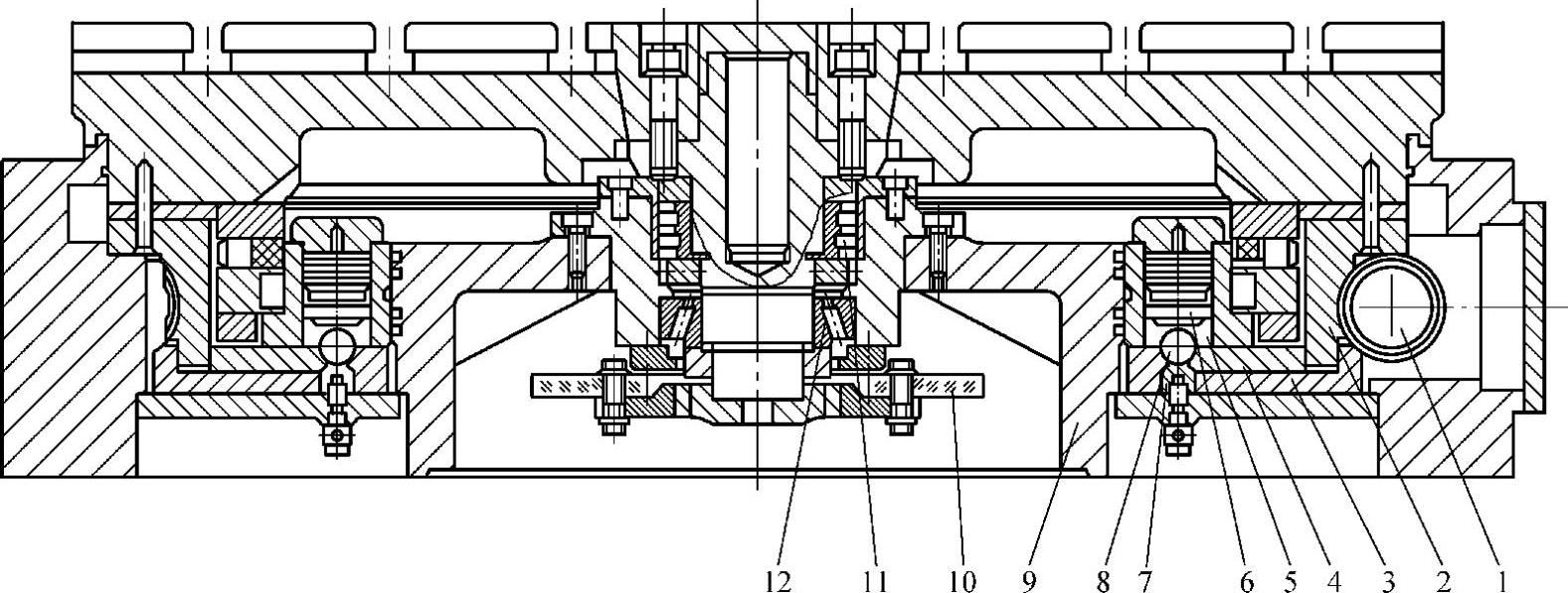
图8-55 自动换刀数控镗床的回转工作台
1—蜗杆 2—蜗轮 3、4—夹紧瓦 5—小液压缸 6—活塞 7—弹簧 8—钢球 9—底座 10—圆光栅 11、12—轴承
为了消除蜗杆副的传动间隙,采用了双螺距渐厚蜗杆,通过移动蜗杆的轴向位置来调整间隙。这种蜗杆的左、右两侧面具有不同的螺距,因此蜗杆齿厚从头到尾逐渐增厚。但由于同一侧的螺距是相同的,所以仍然可以保持正常的啮合。
当工作台静止时,必须处于锁紧状态。因此,在蜗轮底部的辐射方向装有八对夹紧瓦4和3,并在底座9上均布同样数量的小液压缸5。当小液压缸的上腔接通压力油时,活塞便压向钢球8,撑开夹紧瓦,并夹紧蜗轮2。在工作台需要回转时,先使小液压缸的上腔接通回油路,在弹簧7的作用下,钢球8抬起,夹紧瓦将蜗轮松开。
回转工作台的导轨面由大型滚动轴承支承,并由圆锥滚柱轴承12及圆柱滚子轴承11保持准确的回转中心。数控回转工作台的定位精度主要取决于蜗杆副的传动精度,因而必须采用高精度蜗杆副。在半闭环控制系统中,可以在实际测量工作台静态定位误差之后,确定需要补偿角度的位置和补偿值记忆在补偿回路中,由数控装置进行误差补偿。在全闭环控制系统中,由高精度的圆光栅10发出工作台精确到位信号,反馈给数控装置进行控制。
回转工作台设有零点,当它做回零运动时,先用挡铁压下限位开关,使工作台降速,然后由圆光栅或编码器发出零位信号,使工作台准确地停在零位。数控回转工作台可以做任意角度的回转和分度,也可以做连续回转进给运动。(https://www.xing528.com)
2.分度工作台
分度工作台的分度、转位和定位工作,按照控制系统的指令自动地进行。通常,分度运动只限于某些规定的角度(45°、60°、90°、180°等),但实现工作台转位的机构都很难达到分度精度的要求,所以要有专门的定位元件来保证。常用的定位元件有插销定位、反靠定位、齿盘定位和钢球定位等几种。
图8-56为某自动换刀数控卧式镗铣床分度工作台的结构图。该工作台是采用齿盘(也称为端面多齿盘、多齿盘、鼠齿盘)定位的分度工作台,能达到很高的分度定位精度,一般为±3″,最高可达±0.4″;能承受很大的外载,定位刚度高,精度保持性好。实际上,由于齿盘啮合脱开相当于两齿盘对研过程,随着齿盘使用时间的延续,其定位精度还有不断提高的趋势。
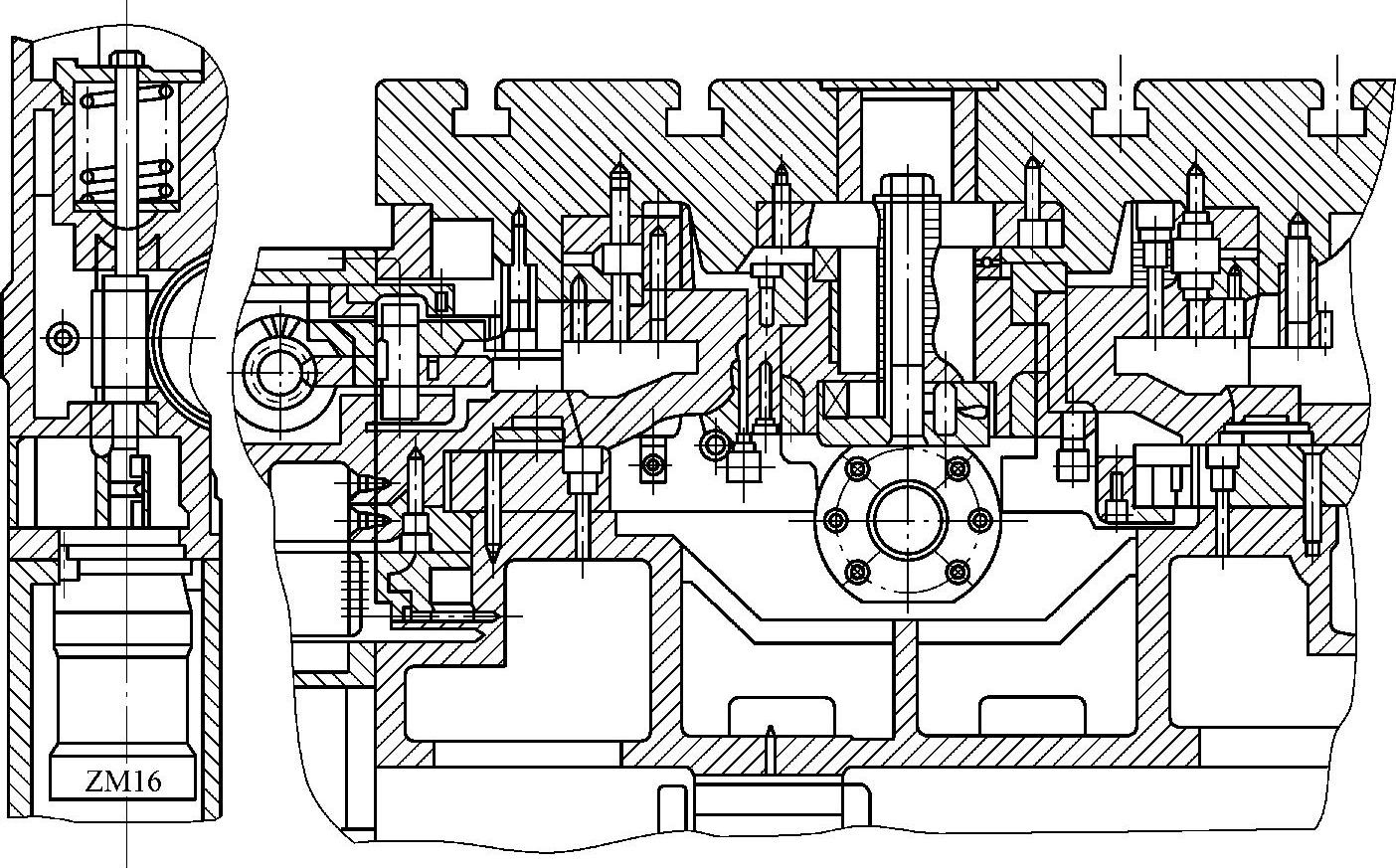
图8-56 某自动换刀数控卧式镗铣床分度工作台
分度转位动作包括:
①工作台抬起,齿盘脱离啮合,完成分度前的准备工作。
②回转分度。
③工作台下降,齿盘重新啮合,完成定位夹紧。
工作台9的抬起:当需要分度时,液压油进入分度工作台9中央的升降、夹紧液压缸12的下腔,上腔回油,活塞8上移,通过推力球轴承10和11带动工作台9也向上抬起,使上、下齿盘13、14相互脱开啮合,完成分度准备工作。
回转分度:当分度工作台9向上抬起时,通过推杆和微动开关发出信号,ZM16液压马达旋转,通过蜗杆副3、4和齿轮副5、6带动工作台9回转分度。工作台分度回转角度的大小由指令给出,共有八个等分,即45°的倍数。当工作台的回转角度接近所要分度的角度时,减速挡块使微动开关动作,发出减速信号,工作台转动减速;当工作台的回转角度达到所要求的角度时,准停挡块压合微动开关,发出信号,液压马达停止转动,工作台完成准停。
工作台下降定位夹紧:工作台完成准停动作的同时,压力油进入分度工作台9的升降、夹紧液压缸12的上腔,推动活塞8带动工作台下降,上、下齿盘重新啮合,完成定位夹紧,同时推杆使另一微动开关动作,发出分度完成信号。由于上、下齿盘重新啮合时,齿盘会带动蜗轮产生微小的转动,而传动蜗杆副具有自锁性,如果蜗轮蜗杆锁住不动,则上、下齿盘下降时就难以啮合并准确定位,因此将蜗轮轴3设计成浮动结构,即其轴向用两个推力球轴承2抵在一个螺旋弹簧1上面。这样,齿盘下降时,蜗轮可带动蜗杆做微量的轴向移动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。