



1.主轴的常见结构
目前,数控机床主轴的传动结构大致可以分为以下几类。
(1)电动机与主轴直联的主传动
如图8-1a所示,这种直联式结构一般由调速电动机直接带主轴旋转,因而大大简化了主轴箱体与主轴的结构,有效地提高了主轴部件的刚度,但主轴输出的转矩小,电动机发热对主轴的精度影响较大,因而使用上受到一定的限制。
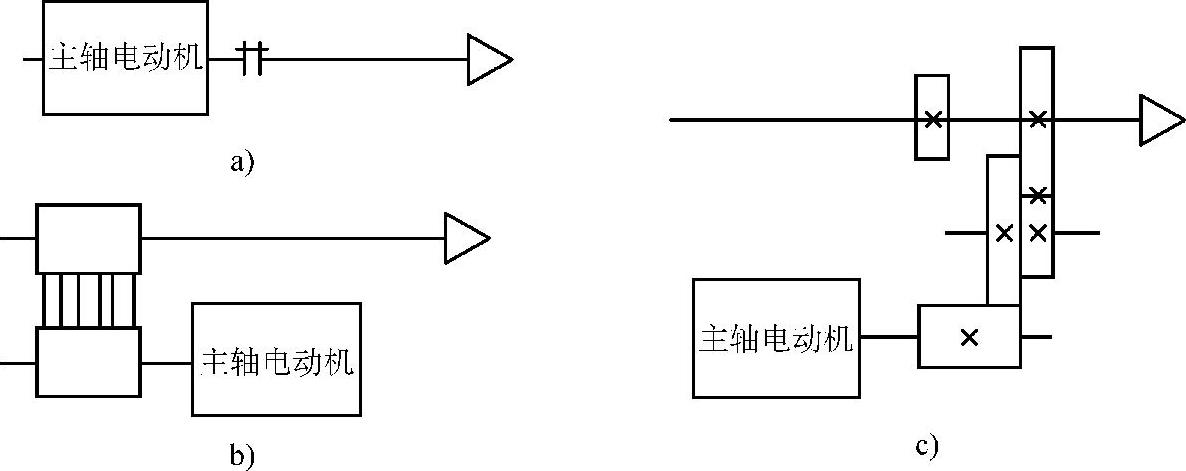
图8-1 数控机床常用的主轴传动方式
a)电动机与主轴直联的主传动 b)经过一级变速的主传动 c)带有变速齿轮的主传动
(2)经过一级变速的主传动
如图8-1b所示,一级变速多用同步带来完成,其优点是结构简单、安装调试方便,且在一定程度上能够满足转速与转矩输出要求,但主轴调速范围比仍与电动机一样,受电动机调速范围比的约束。
其优点是变速范围宽,最高转速可达8000r/min,在传动上基本能满足目前大多数数控机床的要求,易于实现丰富的控制功能;其结构简单,安装调试方便,可满足现在中高档数控机床的控制要求。但对于越来越高的速度需求,该配置方式已难以满足。
(3)带有变速齿轮的主传动
如图8-1c所示,这种配置方式在大、中型数控机床上采用较多。在实际生产中,主轴并不需要在整个变速范围内均为恒功率,一般要求在中、高速段为恒功率传动,在低速段为恒转矩传动。为了保证数控机床主轴低速时有较大的转矩,且主轴的变速范围尽可能大,有的数控系统在机床主轴电动机无级变速的基础上配以齿轮变速,成为分段无级变速。
在带有齿轮变速的分段无级变速系统中,主轴的正反转起动与停止、制动是通过直接控制电动机来实现的,主轴的变速则由电动机转速的无级变速与齿轮的有级变速相配合来实现。
齿轮有级变速机构通常采用液压拨叉变速和电磁离合器变速两种变速形式来实现。
1)液压拨叉变速 液压拨叉变速机构的原理和形式如图8-2所示。滑移齿轮的拨叉与变速液压缸的活塞连杆连接,通过改变不同的通油方式,可以使三联齿轮获得三个不同的变速位置。如图8-2a所示,当液压缸1通入压力油,液压缸5卸压时,活塞杆2带动拨叉3向左移动到极限位置,同时拨叉带动三联齿轮移动到左端啮合位置,行程开关发出信号。如图8-2b所示,当液压缸5通压力油而液压缸1卸压时,活塞杆2和套筒4一起向右移动,套筒4碰到液压缸5的端部之后,活塞杆2继续右移到极限位置,此时三联齿轮被拨叉3移到右端啮合位置,行程开关发出信号。如图8-2c所示,当压力油同时进入左、右两个液压缸时,由于活塞杆2两端直径不同,活塞杆向左移动。当活塞杆靠到套筒4的右端时,活塞杆左端受力大于右端,活塞杆不再移动,拨叉和三联齿轮被限制在中间位置,行程开关发出信号。

图8-2 三位液压拨叉作用原理图
a)原理图一 b)原理图二 c)原理图三 1、5—液压缸 2—活塞杆 3—拨叉 4—套筒
液压拨叉变速必须在主轴停车后才能进行,但停车时拨动滑移齿轮啮合又可能出现“顶齿”现象。为避免“顶齿”,机床上一般设置“点动”按钮或增设一台微电动机,使主电动机瞬时接通或经微电动机在拨叉移动滑移齿轮的同时带动各种传动齿轮低速回转。这样,滑移齿轮便能顺利进入啮合。
液压拨叉变速是一种有效的方法,工作平稳,易实现自动化。但它增加了数控机床液压系统的复杂性,而且必须将数控装置送来的电信号先转换成电磁阀的机械动作,然后再将压力油分配到相应的液压缸,因而增加了变速的中间环节,带来了更多的不可靠因素。
2)电磁离合器变速 电磁离合器变速是通过安装在传动轴上的离合器的吸合和分离的不同组合来改变齿轮的传动路线,实现主轴变速,具有简化变速机构、便于实现自动化操作等优点。
常用的电磁离合器类型有无集电环摩擦片式和啮合式两类。
图8-3是啮合式电磁离合器(也称牙嵌式电磁离合器)的结构图。当线圈1通电后,带有端面齿的衔铁2被吸引,与磁轭9的端面齿相啮合。衔铁2又通过花键与定位环5相连接,再通过螺钉7传递给齿轮。隔离环6用于防止磁力线从传动轴构成回路而削弱电磁吸力。
为了保证传动精度,衔铁2和定位环5采用渐开线花键联接,保证了衔铁与传动轴的同轴度,使端面间齿轮更可靠地啮合。采用螺钉3和压力弹簧4的结构,能使离合器的安装方式不受限制,不管衔铁是水平还是垂直、向上还是向下安装,当线圈1断电时都能保证合理的齿端间隙。
(4)电主轴
电主轴通常作为现代机电一体化的功能部件,装备在高速数控机床,如图8-4所示。其主轴部件结构紧凑、重量轻、惯量小,可提高起动、停止的响应特性,有利于控制振动和噪声;缺点是制造和维护困难,且成本较高。电动机运转产生的热量直接影响主轴,主轴的热变形严重影响机床的加工精度,因此合理选用主轴轴承以及润滑、冷却装置十分重要。

图8-3 啮合式电磁离合器结构图
1—线圈 2—衔铁 3、7—螺钉 4—压力弹簧 5—定位环 6—隔离环 8—旋转环 9—磁轭

图8-4 某型号电主轴结构图
1—齿盘 2—弹簧 3—液压缸活塞 4、12—主轴平衡套 5、19—小孔6—主轴 7—转子内套 8—转子 9—定子 10—水套 11—壳体 13、14—前陶瓷球轴承 15、20、22—HSK刀具夹套 16—轴承套 17、18—环形内槽 21、23—后陶瓷球轴承 24—滚套 25—编码器
2.主轴部件
数控机床的主轴部件是数控机床的重要组成部分之一,包括主轴、主轴的支承及安装在主轴上的传动零件等。它的回转精度可影响工件的加工精度,功率大小与回转速度可影响加工效率,自动变速、准停和换刀可影响机床的自动化程度。因此,要求主轴部件具有良好的回转精度、结构刚度、抗振性、热稳定性及部件的耐磨性和精度的保持性。对于自动换刀的数控机床,为了实现刀具的自动装卸和夹持,还必须有刀具的自动夹紧装置、主轴准停装置和切屑清除装置等结构。
在结构上,必须很好地解决刀具和工具的装夹、轴承的配置、轴承间隙调整和润滑密封等问题。
(1)主轴
主轴是主轴传动结构中重要的组成部分。它的结构尺寸、形状、制造精度、材料及其热处理对主轴组件的工作性能都有很大的影响。
主轴结构随主轴传动系统设计要求的不同而有各种形式。设计时,要处理好卡盘或刀具的装卡、主轴的卸荷、主轴轴承的定位和间隙调整、主轴部件的密封和润滑等一系列问题。主轴的主要尺寸参数包括:主轴直径、内孔直径、悬伸长度和支承跨距。评价和考虑主轴的主要尺寸参数的依据是主轴的刚度、结构工艺性和主轴组件的工艺适用范围。
(2)主轴轴承
主轴轴承也是主轴部件的重要组成部分,它的类型、结构、配置、精度、安装、调整、润滑和冷却都直接影响主轴组件的工作性能。
主轴传动结构中,根据数控机床的规格、精度,选用不同的主轴轴承型号。一般地,中小型数控机床的主轴部件多采用成组高精度滚动轴承,重型数控机床则采用液体静压轴承,高速主轴常采用氮化硅材料的陶瓷滚动轴承或磁悬浮轴承等类型。
滚动轴承摩擦阻力小,可以预紧,润滑维护简单,能在一定的转速范围和载荷变动范围下稳定地工作。滚动轴承由专业化工厂生产,选购维修方便,在数控机床上被广泛采用。但与滑动轴承相比,滚动轴承的噪声大,滚动体数目有限,刚度是变化的,抗振性略差并且对转速有很大的限制。数控机床主轴组件在可能的条件下,尽量使用了滚动轴承,特别是大多数立式主轴和装在套筒内能够做轴向移动的主轴。这时,用滚动轴承可以用润滑脂润滑,以避免漏油。滚动轴承根据滚动体的结构分为球轴承、圆柱滚子轴承、圆锥滚子轴承三大类。
主轴支承分为径向和轴向(推力)支承,角接触轴承(包括角接触球轴承和圆锥滚子轴承)兼起径向和轴向支承的作用。
轴向支承应位于前支承内,原因是数控机床的坐标原点常设定在主轴前端。为了减少热膨胀造成的坐标原点位移,应尽量缩短坐标原点至轴向支承之间的距离。
主轴轴承,可选用圆柱滚子轴承、圆锥滚子轴承或角接触球轴承。圆锥滚子轴承由于滚子大端面与内圈挡边之间为滑动摩擦,发热较多,故转速受到限制。
1)主轴轴承的配置形式 机床主轴带动刀具或工件在支承中做回转运动,应能传递切削转矩、承受切削抗力,并保证必要的旋转精度。目前,数控机床主轴的支承配置形式主要有三种,如图8-5所示。
①如图8-5a所示,主轴前支承采用双列圆柱滚子轴承和60°角接触双列向心轴向球轴承组合,后支承采用成对安装的角接触球轴承。这种配置形式使主轴的综合刚度大幅度提高,可以满足强力切削的要求,因此普遍应用于各类数控机床主轴中。
②如图8-5b所示,主轴前轴承采用高精度的双列角接触球轴承,后轴承采用单列(或双列)角接触球轴承。这种配置具有良好的高速性能,主轴最高转速可达4000r/min,但它承载能力小,因而适用于高速、轻载和精密的数控机床主轴。在加工中心的主轴中,为了提高承载能力,有时应用3~4个角接触球轴承组合的前轴承,并用隔套实现预紧。
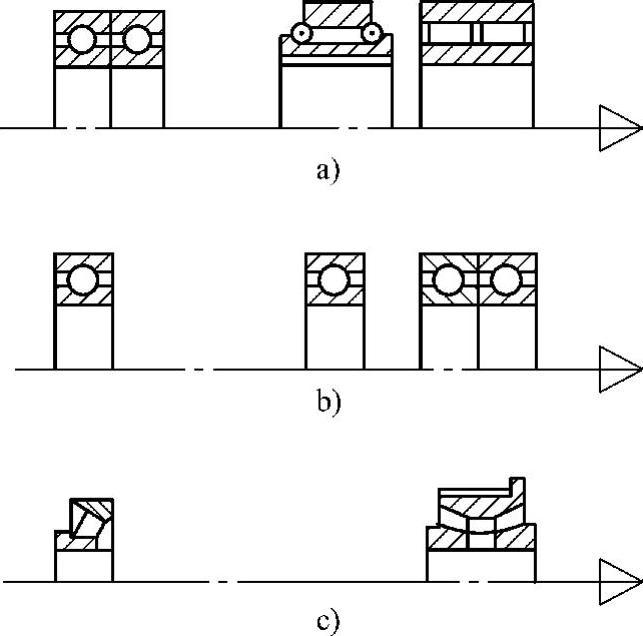
图8-5 主轴的常见支承配置形式
a)配置形式一 b)配置形式二 c)配置形式三
③如图8-5c所示,主轴前、后轴承采用双列和单列圆锥轴承。这种轴承径向和轴向刚度高,能承受重载荷,尤其能承受较强的动载荷,安装与调整性能好。但这种配置限制了主轴的最高转速和精度,因此适用于中等精度、低速与重载的数控机床主轴。
2)主轴轴承的预紧方法 轴承的预紧是指使轴承滚道与滚动体之间有一定的过盈量。当滚动轴承在有间隙的条件下工作,会造成载荷集中作用在处于受力方向的少数几个滚动体上,使这几个滚动体与滚道之间产生很大的接触应力和接触变形。如略有过盈时,可使承载的滚动体增多,滚动体受力均匀,还可均化误差。所以,适当预紧可提高轴承的刚度与寿命,但是过度预紧会使滚动体和滚道的变形太大,将导致其温升提高,并降低轴承寿命。
①双列圆柱滚子轴承的预紧。
这种轴承是靠内孔的锥面使内圈径向胀大实现预紧的,故称之径向预紧。如图8-6a所示,衡量预紧大小的是滚子包络圆直径D2与外圈滚道直径D1之差Δ=(D1-D2),称为径向预紧量或简称“预紧量”,单位为μm。装配时,把外圈装入壳体孔内,测出D1。先不装隔套1,把内圈装上主轴,如图8-6b所示。拧动螺母2,用专门的包络圆测量仪测量滚动体的包络圆直径,直到它比D1大Δ,测出距离ε,按ε值磨隔套的厚度。装上隔套,拧紧螺母,便可得到预定的预紧量。
②角接触轴承的预紧。
这种轴承是在轴向力Fa0的作用下,使内、外圈产生轴向错位实现预紧,如图9-6c所示。衡量预紧大小的是轴向预紧力Fa0,简称预紧力,单位为N。多联角接触球轴承是根据预紧力组配的,轴承厂规定了轻预紧、中预紧、重预紧三级预紧,订货时可指定预紧级别。根据预紧力,轴承厂在内圈(背靠背装配,如图9-6d)或外圈(面对面装配,如图9-6e所示)的端面磨去σ,装配时挤紧,便可得到预定的预紧力。如果两个轴承间需隔开一定的距离,可在两轴承之间加入厚度相同的内、外隔套。在轴向载荷作用下,不受力侧轴承的滚动体与滚道不能脱离接触。而满足这个条件的最小预紧力,双联组配为最大轴向载荷的35%(近似地取1/3),三联组配为24%(近似地取1/4)。

图8-6 数控机床主轴轴承的预紧
a)轴承的内、外圈 b)装配轴承 c)内、外圈轴向错位d)背靠背装配 e)面对面装配
3)主轴轴承的润滑与密封 良好的润滑效果可以降低轴承的工作温度和延长使用寿命。密封不仅要防止灰尘、屑末和切削液进入,还要防止润滑油的泄漏。
①主轴轴承的润滑。
在数控机床上,主轴轴承润滑方式有油脂润滑、油液润滑、油雾润滑、油气润滑等方式。
油脂润滑方式是目前在数控机床的主轴轴承上最常用的润滑方式,特别是在前支承轴承上更是常用。当然,如果主轴箱中没有冷却润滑油系统,那么后支承轴承和其他轴承一般采用油脂润滑方式。主轴轴承油脂封入量通常为轴承空间容积的10%,切忌随意填满,否则会加剧主轴发热。采用油脂润滑方式,要采取有效的密封措施,以防止切削液或润滑油进入到轴承中去。
油液润滑也是数控常见的润滑方式之一。如图8-7所示是恒温油液润滑冷却方式。油温自动控制箱控制的恒温油液,经液压泵进入主轴箱,一路沿主轴前支承套外圈上的螺旋槽流动,带走主轴轴承所发出的热量;另一路通过主轴箱内的分油器,把恒温油喷射到传动齿轮和传动轴支承轴承上,以带走它们所产生的热量。在采用油液润滑角接触球轴承时,要注意角接触的泵油效应,油液需从轴承的小口注入。
油雾润滑方式是将油液经高压气体雾化后,从喷嘴喷到需润滑的部位的润滑方式。由于是雾状,油液吸热性好,又无油液搅拌作用,所以常用于高速主轴轴承的润滑。但是,油雾容易吹出,污染环境。
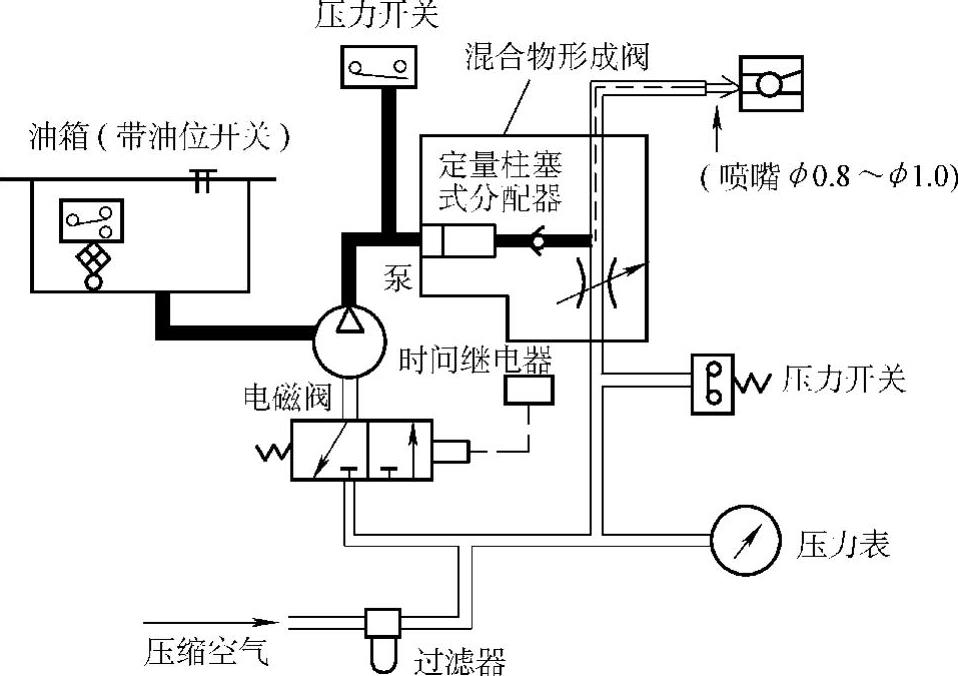
油气润滑方式是针对高速主轴而开发的新型润滑方式。如图8-8所示,它将极微量的油(8~16min,约0.03cm3油)送进压缩空气中,然后吹入轴承间隙,从而润滑轴承,抑制轴承发热。油箱中的油位开关和管路中的压力开关可以确保在油箱中无油或压力不足时,能自动切断主电动机电源。
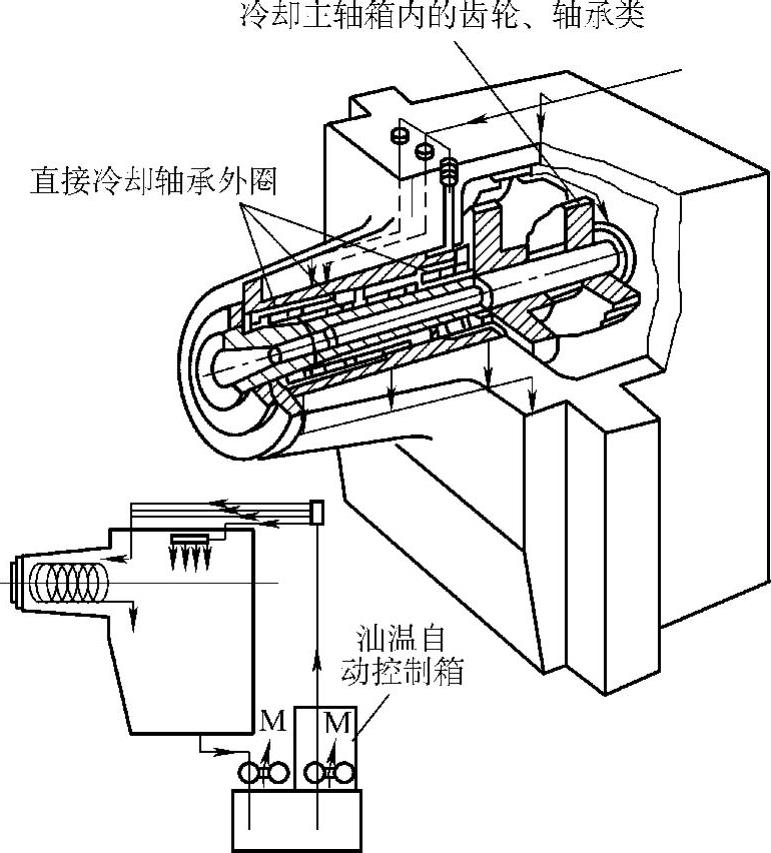
图8-7 恒温冷却主轴箱
 (https://www.xing528.com)
(https://www.xing528.com)
图8-8 油气润滑原理
②主轴的密封。
主轴的密封有接触式密封和非接触式密封。图8-9所示是几种非接触式密封的形式。图8-9a是利用轴承盖与轴的间隙密封,轴承盖的孔内开槽是为了提高密封效果,这种密封用在工作环境比较清洁的油脂润滑处;图8-9b是在螺母的外圆上开锯齿形环槽,当油向外流时,靠主轴转动的离心力把油沿斜面甩到端盖1的空腔内,油液流回箱内;图8-9c是迷宫式密封结构,在切屑多、灰尘大的工作环境下可获得可靠的密封效果,这种结构适用油脂或油液润滑的密封。在用非接触式密封时,为了防止泄漏,要保证回油孔的畅通,从而使回油能尽快排掉。
接触式密封主要有油毡圈和耐油橡胶密封圈密封,如图8-10所示。

图8-9 非接触式密封
a)密封形式一 b)密封形式二 c)密封形式三 1—端盖 2—螺母
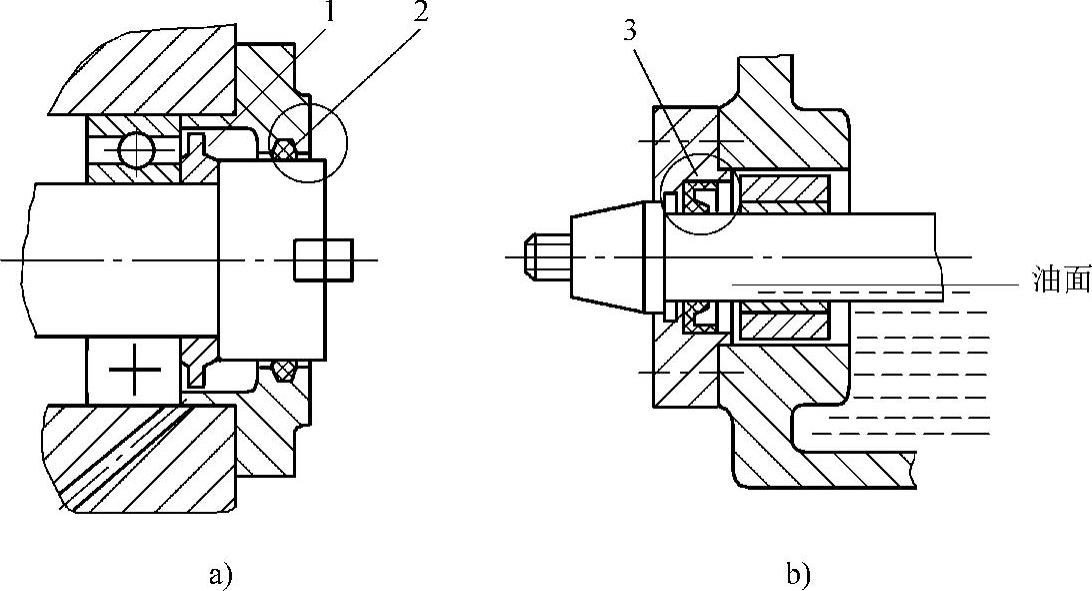
图8-10 接触式密封
a)油毡圈密封 b)耐油橡胶密封圈密封 1—甩油环 2—油毡圈 3—耐油橡胶密封圈
(3)主轴精度的调整
图8-11为某型号数控车床的主轴,其旋转精度有径向跳动及轴向窜动两项。径向跳动由主轴前端的双列向心短圆柱滚子轴承和后端的向心推力球轴承保证,轴向窜动由主轴后端的向心推力轴承保证。通常情况下,该项精度出厂前已调整好,一般不要调整。如果发生了刀架碰撞工件或其他原因会影响到主轴的精度,必须主轴精度调整。调整时,松开螺母1或螺母2上的锁紧螺钉进行调整,调整后再旋紧锁紧螺钉,如仍达不到要求,重复以上步骤。调整后进行一定时间(通常为1h左右)的空转试验。

图8-11 某型号数控机床主轴精度调整

图8-12 自定心液压动力卡盘
a)直线驱动自定心液压动力卡盘 b)卡盘内楔形结构 1—回转液压缸 2—空心拉杆 3—连接套 4—滑套 5—接套 6—活塞 7、10—螺钉 8—回转液压缸箱体 9—卡盘体 11—卡爪座 12—卡爪
3.主轴的其他辅助部件
(1)液压动力卡盘
在数控车床中,液压动力卡盘是最常用的工件夹具。它是机床主轴与工件之间的连接接口,机床主轴的转速、转矩和旋转精度通过动力卡盘传递给工件。液压动力卡盘在数控机床中得到了非常广泛的应用,已成为中高速数控车床、数控磨床及数控车铣中心必不可少的基础性功能部件。
液压动力卡盘主要有自定心卡盘、浮动卡盘、曲轴卡盘、分度卡盘等类型。其中,如图8-12a所示的直线驱动自定心液压动力卡盘的通用性强,应用最为广泛。液压动力卡盘固定安装在主轴前端,回转液压缸1与接套5用螺钉7联接,接套5通过螺钉与主轴后端面连接,使回转液压缸随主轴一起转动。卡盘的夹紧与松开,由回转液压缸通过一根空心拉杆2来驱动。拉杆后端与液压缸内的活塞6用螺纹联接,连接套3两端的螺纹分别与拉杆2和滑套4联接。图8-12b为卡盘内楔形机构示意图,当液压缸内的压力油推动活塞6和拉杆2向卡盘方向移动时,滑套4向右移动。由于滑套上楔形槽和卡盘体的作用,使得卡爪座11带着卡爪12沿径向向外移动,则卡盘松开;反之,液压缸内的压力油推动活塞和拉杆向主轴后端移动时,通过楔形机构使卡盘夹紧工件。卡盘体9用螺钉10固定,安装在主轴前端。
8为回转液压缸的箱体。回转液压缸的配流盘如图8-13所示,油液通过配流盘2和活塞杆4向液压缸3供油,配流盘采用滚动轴承1支撑,液压缸3和活塞杆4随机床主轴一起转动,配流盘2固定不动。配流盘利用轴向圆环间隙密封。如果改进油路,从液压缸体向压力腔供油,则配流盘可避免轴向运动。中空回转液压缸的活塞杆上有中心孔,其他与中实液压缸相同。高速配流副发热严重,为此,常在配流盘外设计散热片,以冷却配流盘,改善冷却效果。

图8-13 回转液压缸的配流盘结构
1—滚动轴承 2—配流盘 3—液压缸 4—活塞杆 5—进油口 6—回油口
为提高夹持的可靠性,保证在供油线路发生故障的情况下仍然能够夹紧工件,通常在回转液压缸上集成液压锁,实现液压缸自锁。
另外,直线驱动的动力卡盘体按传动机构的不同,还可分为楔式动力卡盘、杠杆式动力卡盘、斜齿条式动力卡盘和楔-杠杆式动力卡盘等结构。
(2)加工中心主轴内的刀具自动夹紧和切屑清除装置
在加工中心上,为实现刀具在主轴上的自动装卸,其主轴往往设计有刀具的自动夹紧机构。图8-14所示为JCS-018加工中心的主轴部件的结构图,主轴内部和后端安装的是刀具自动夹紧机构。
刀架1采用7∶24的大锥度锥柄,既有利于定心,也为松夹带来了方便。在锥柄的尾端轴颈被拉紧的同时,通过锥柄的定心和摩擦作用将刀杆夹紧于主轴的端部。在碟形弹簧5的作用下,拉杆4始终保持约10000N的拉力,并通过拉杆右端的钢球12将刀架1的尾部轴颈拉紧。换刀时,首先将压力油通入主轴尾部的液压缸7左腔,液压缸活塞6推动拉杆4向右移动。将刀柄松开,同时使碟形弹簧5压紧。拉杆4的右移使右端的钢球12位于套筒的喇叭口处,消除了刀架上的拉力。当拉杆4继续右移时,喷气嘴的端部把刀具顶松,使机械手可方便地取出刀架1。机械手将应换刀具装入后,电磁换向阀动作,使压力油通入液压缸7右腔,液压缸活塞6向左退回原位,碟形弹簧5复原,又将刀架1拉紧。当液压缸7右腔无压力时,螺旋弹簧11使液压缸活塞6退在最左端。当活塞6处于左、右两个极限位置时,相应限位行程开关8、10发出松开和夹紧的信号。
为了保持主轴锥孔的清洁,常采用的方法是使用压缩空气吹屑。在图8-14中,当主轴部件处于松刀状态时,主轴顶端的液压缸与拉杆是紧密接触的。此时,压缩空气通过液压缸活塞6和拉杆4中间的通孔,由压缩空气管接头9喷出,以吹掉主轴锥孔上的灰尘、切屑等污物,保证主轴孔的清洁,防止主轴锥孔中掉入切屑和灰尘,把主轴孔表面和刀杆的锥柄划伤,保证刀具的正确位置。
(3)主轴准停装置
在数控镗床、数控铣床和以镗铣为主的加工中心上,为了实现自动换刀,使机械手准确地将刀具装入主轴孔中,刀具的键槽必须与主轴的键位在周向对准;在镗削加工退刀时,要求刀具向刀尖反方向径向移动一段距离后才能退出,以免划伤工件,这都需要主轴具有周向定位功能;另外,在一些特殊工艺要求的情况下,如在通过前壁小孔镗内壁的同轴大孔或进行反倒角等加工时,也要求主轴实现准停,使刀尖停在一个固定的方位上,以便主轴偏移一定尺寸后,使大切削刃能通过前壁小孔进入箱体内对大孔进行镗削,所以在主轴上必须设有准停装置。
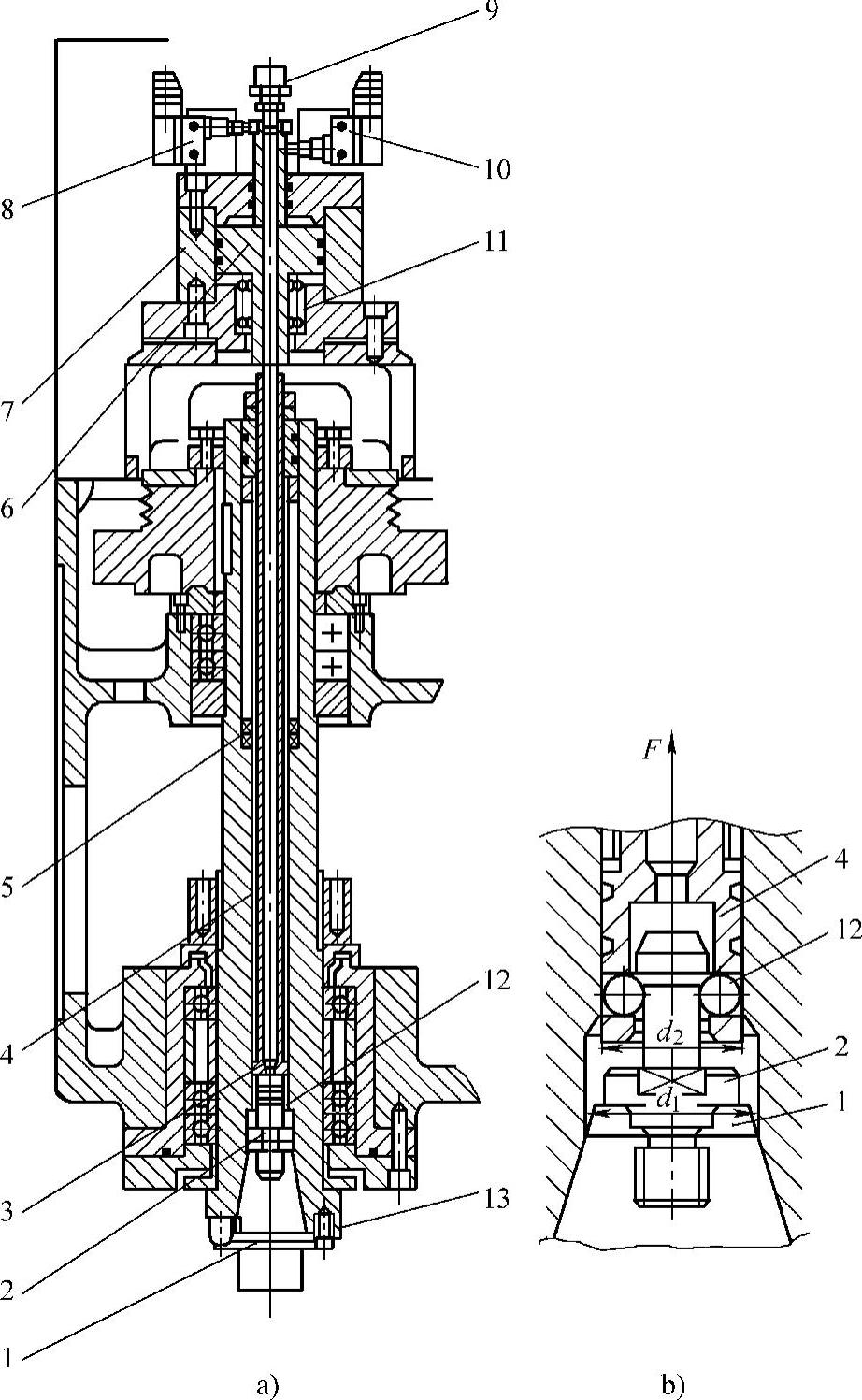
图8-14 JCS-018加工中心的主轴部件结构图
a)主轴部件结构图 b)主轴部件结构简图 1—刀架 2—拉钉 3—主轴 4—拉杆 5—碟形弹簧 6—液压缸活塞 7—液压缸 8、10—限位行程开关 9—压缩空气管接头 11—螺旋弹簧 12—钢球 13—端面键
目前,主轴准停装置很多,主要分为机械式和电气式两种。
1)机械式主轴准停装置 机械式主轴准停装置准确可靠,但结构较复杂,传统的做法是采用机械挡块等来定向。图8-15为V形槽轮定位盘准停装置原理图,在主轴上固定一个V形槽轮定位盘,使V形槽与主轴上的端面键保持所需要的相对位置关系。
当主轴需要停车换刀时,发出降速信号,主轴转换到最低速运转,延时继电器开始动作,并延时4~6s后,无触点开关1接通电源,当主轴转到图示位置即V形槽轮定位盘3上的感应块2与无触点开关1相接触后发出信号,使主轴电动机停转。另一延时继电器延时0.2~0.4s后,压力油进入定位液压缸4下腔,使定向活塞向左移动,当定向活塞上的定向滚轮5顶入定位盘的V形槽内时,行程开关LS2发出信号,主轴准停完成。若延时继电器延时1s后,行程开关LS2仍不发信号,说明准停没完成,需使定向活塞6后退,重新准停。当活塞杆向右移到位时,行程开关LS1发出定向滚轮5退出凸轮定位盘凹槽的信号,此时主轴可起动工作。

图8-15 V形槽轮定位盘准停装置原理图
1—无触点开关 2—感应块 3—V形槽轮定位盘 4—定位液压缸 5—定向滚轮 6—定向活塞
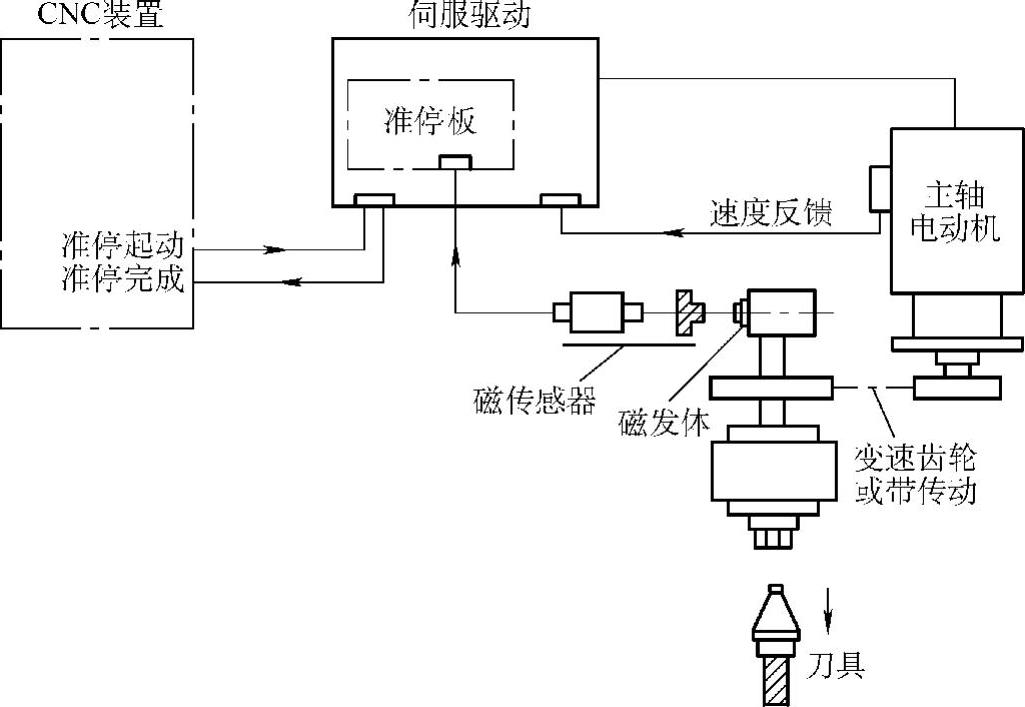
图8-16 磁性传感器型主轴准停装置原理图
2)电气式主轴准停装置 现代数控加工中心较多采用电气式准停装置方式定位,一般有磁性传感器型和编码器型两种方法。
①磁性传感器型主轴准停装置。
如图8-16所示,磁传感器主轴准停装置是利用磁性传感器检测定位的。在主轴上安装一个发磁体,在距离发磁体旋转外轨迹1~2mm处固定一个磁传感器,它经过放大器并与主轴控制单元相连接。当主轴控制单元接收到数控系统发来的准停信号ORT时,主轴立即变速至主轴准停时的设定速度;当主轴控制单元接收到磁传感器信号后,主轴驱动立即进入磁传感器作为反馈元件的位置闭环控制目标位置即为准停位置。准停完成后,主轴驱动装置向数控系统发出准停完成信号ORE。
图8-17为JCS-018加工中心主轴电气准停装置原理图。在带动主轴旋转的多楔带轮1的端面上装有一个厚垫片4,垫片4上装有一个体积很小的永久磁铁3,在主轴箱体对应主轴准停的位置上装有磁传感器2。当机床需要停车换刀时,数控装置发出主轴停转指令,主轴电动机立即降速,在主轴以最低转速慢转几圈、永久磁铁3对准磁传感器2时,磁传感器2发出准停信号。该信号经放大后,由定向电路控制主轴电动机停在规定的周向位置上,同时限位开关发出信号,表示准停已完成。

图8-17 JCS-018加工中心主轴电气准停装置示意图
1—多楔带轮 2—磁传感器 3—永久磁铁 4—垫片 5—主轴
②编码器型主轴准停装置。
如图8-18所示,此方法是通过主轴电动机内置安装的位置编码器或在机床主轴箱上安装一个与主轴1∶1同步旋转的位置编码器来实现准停控制,准停角度可任意设定。主轴驱动装置内部可自动转换,使主轴驱动处于速度控制或位置控制状态。
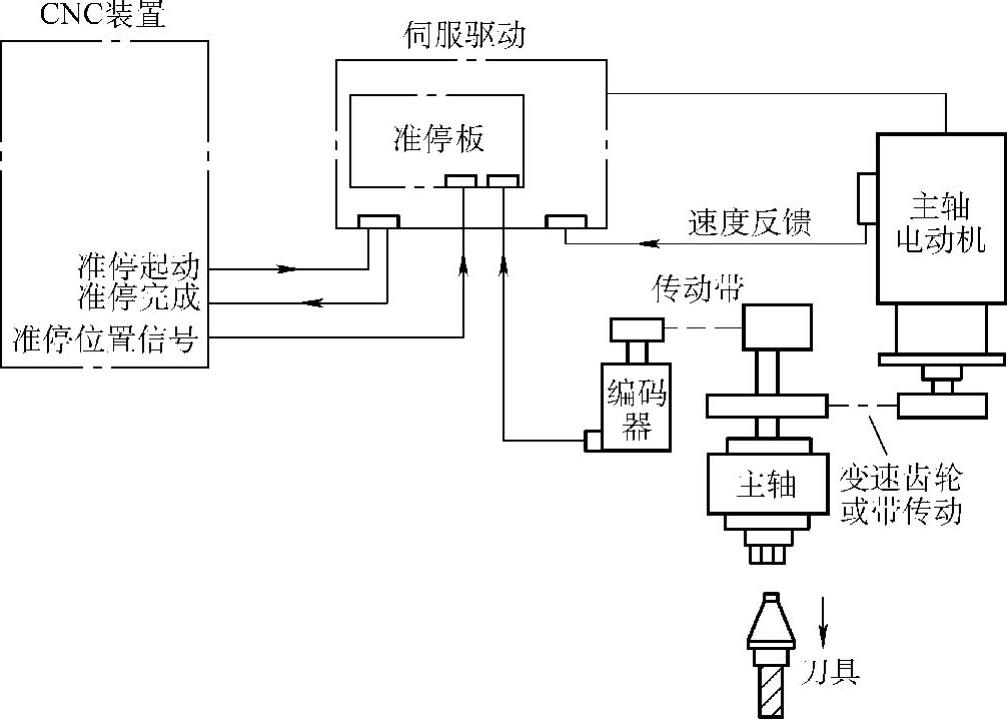
图8-18 编码器型主轴准停装置原理图
4.主轴典型结构
MJ-50型数控车床的主轴箱结构如图8-19所示。交流电动机通过带轮15把运动传递给主轴7。主轴前支撑由一个圆锥孔双列圆柱滚子轴承11和一个角接触球轴承10组成,轴承11用来承受径向载荷,两个角接触球轴承一个大口向外(朝向主轴前端),另一个大口向里(朝向主轴后端),用来承受双向的轴向载荷和径向载荷。前支承轴承的间隙用螺母8来调整。螺钉12用来防止螺母8松动。主轴的后支承为圆锥孔双列圆柱滚子轴承14,轴承间隙由螺母1和6来调整。螺钉17和13是防止螺母1和6回松的。主轴的支承形式为前端定位,主轴受热膨胀向后伸长。前、后支承所用圆锥孔双列圆柱滚子轴承的支承刚性好,允许的极限转速高。前支承中的角接触球轴承能承受较大的轴向载荷,且允许的极限转速高。主轴所采用的支承结构适宜低速、大载荷的需要。主轴的运动经过同步带轮16和3以及同步带2带动脉冲编码器4,使其与主轴同速运转。脉冲编码器用螺钉5固定在主轴箱体9上。另外,主轴7内部安装了如图8-12所示的液压卡盘。

图8-19 MJ-50型数控车床主轴箱结构简图
1、6、8—螺母 2—同步带 3、16—同步带轮 4—脉冲编码器 5、12、13、17—螺钉 7—主轴 9—主轴箱体 10—角接触球轴承 11、14—双列圆柱滚子轴承 15—带轮
图8-20所示为THM6350型加工中心的主轴结构。为了增加转速范围和转矩,主传动采用齿轮变速传动方式,主轴转速分为低速区域和高速区域。变换到高速挡时,由液压活塞推动拨叉向左移动,此时主轴电动机慢速旋转,以利于牙嵌离合器啮合。这种结构是通过二级以上齿轮副实现变速,其优点是能够满足各种切削运动的转矩输出,且具有大范围的速度变化能力;缺点是结构复杂、需增加润滑及温度控制系统,成本较高。此外,制造与维修也较困难。

图8-20 THM6350型加工中心的主轴结构简图
如图8-21所示为XH754型卧式加工中心的主轴结构简图,它是通过一级带传

图8-21 XH754型卧式加工中心主轴结构简图
1、10—塔轮 2—磁传感器 3—永久磁铁 4—松刀活塞 5—螺旋弹簧 6—钢球 7—拉杆 8—碟形弹簧 9—多联V形带 11—交流无级调速电动机 12、13—行程开关
动实现变速的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。