



1.SINUMERIK 802S/C常见故障
(1)FLASH数据丢失
SINUMERIK 802S/C/D系列数控系统的数据存储区,分为FLASH、静态存储器两个区。FLASH为电可擦写ROM;静态存储器是靠高能电容保持的RAM,当电容能量耗尽后,数据自动丢失。当静态存储器数据丢失后,系统会自动将FLASH存储的数据复制到静态存储器。但当FLASH数据丢失后,只有人为地通过外部设备重新将数据写入FLASH。
例如某企业生产的数控磨床,SINUMERIK 802C经常无缘无故地丢失FLASH数据,有时未出厂就出现此故障。后经分析研究发现,故障系机床数控系统接地不良,造成其抗干扰性差。西门子数控系统的电磁兼容性(EMC)是按欧洲标准执行的,但国内在这一方面的要求较宽松。
消除此类故障的具体措施:
①采用波形稳定、平滑、无刺纹的直流电源,并在直流电源的前级加上隔离变压器。
②为系统做一个接地良好、标准的、独立的保护地。如果无法实现,系统应浮地连接。
另外,作者在维修的过程中发现,操作人员的误操作也是该类系统此类故障的常见原因之一。
(2)面板连接错误
早期的SINUMERIK 802S系统有两块面板:系统操作面板(OP20)、机床控制面板(MCP),通过两根50芯扁平电缆连接。
采用SINUMERIK 802S的某型号数控机床,使用不到半年,系统开机时LCD显示“…Panel connect error…”后死机。检查连接电缆牢固,没有松动迹象,后更换新的机床控制面板(MCP),结果故障排除。可以确定MCP有故障,但是MCP面板外表完好无损,看不出损坏的迹象,接口无断针、歪针。但发现面板使用的绝缘海绵有油渗出,检查OP20同样有油渗出,初步怀疑故障是因油、水浸渗绝缘海绵造成短路所致。经过吹干处理后,系统恢复正常。
故障间接原因:SINUMERIK 802S系统面板(OP20)、MCP防护等级为IP54,面板背面完全裸露,用户工作环境恶劣,而制造商对面板也未采取任何相应保护措施,致使面板绝缘海绵渗油,导致内部对地绝缘电阻减少,系统自检通不过,系统不能正常工作。
(3)显示器黑屏
SINUMERIK 802S/C配置单色8英寸液晶显示器,显示器内装一只与显示器长度相等的荧光灯。显示器出现黑屏,原因有两种:第一是显示器电源模块已损坏,判断电源模块是否损坏,只要带电测量显示器电源的输入端即可;第二是荧光灯已损坏,一般来说,荧光灯损坏只能更换显示器。
(4)显示器白屏或出现黑、白相间的条纹
如果系统开机显示器就出现白屏,便可判定系统数据流已被中断。如果能排除ECU无故障,即可断定OP20背后控制板与显示器间白色扁平数据线已损坏,或控制板上数据传输模块已损坏,采用互换法很快可判断故障所在。如果白色扁平数据线损坏,更换即可;如果数据传输模块损坏,应让专业维修人员维修,一般来说更换控制板上六块水平放置的、相同型号的集成片即可,否则应由专业人士检修,以免造成不必要的损失。
SINUMERIK 802S系统使用几年以上时,显示器上可能会出现黑、白相间的条纹,条纹间隔宽窄无规律,垂直条纹出现的概率大于水平条纹。此处所说的时间并不是绝对的,如果使用环境好、保养好的话,显示器寿命可能长些;如果使用环境差、保养差的话,显示器寿命可能更短,曾有用户使用不到半年就出现过上述故障。此故障的主要原因是显示器和其下端的薄导电帘幕接触不良所致。只要把显示器拆下,就可以看见显示器下端压着一层薄导电帘幕,其上有污垢,导致接触不良,拆开清洗即可。
(5)驱动器故障
西门子公司生产的步进驱动器,其稳定性和寿命一般是很优良的,如果不是人为损坏或使用不当,其正常寿命一般都较长。驱动器本身有一定的智能自检功能,通过观察其四个指示灯的状态,基本上可初步判断其故障所在。SINUMERIK802S驱动器故障状态如表6-10所示。
表6-10 SINUMERIK802S驱动器故障状态指示
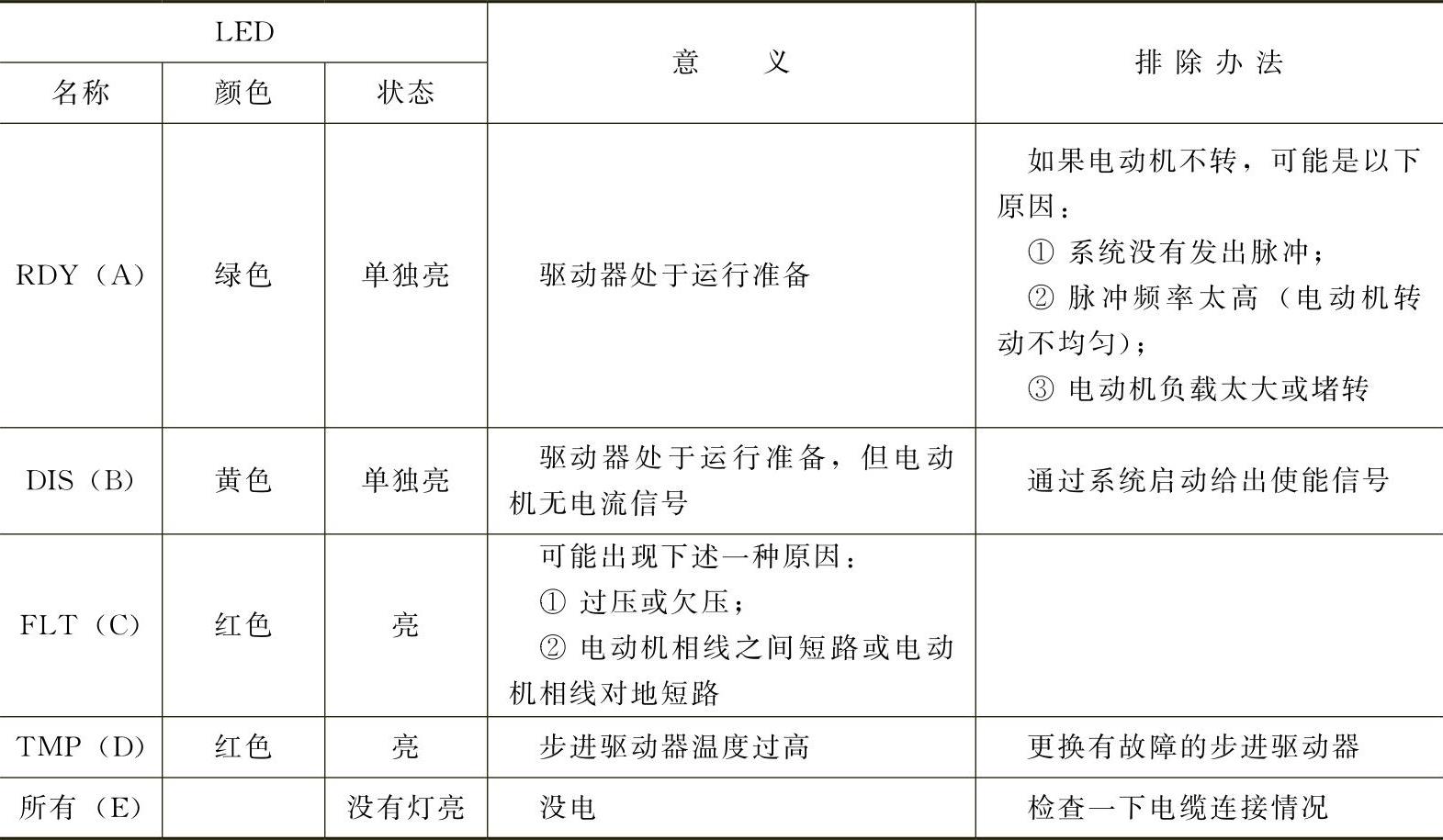
把上表中五种情况分别定义为A、B、C、D、E。下面对其具体检测方法做相关说明。
1)A种情况第一种现象 由于从系统发给驱动器的脉冲信号为RS485差分信号,判断系统是否有脉冲发出,用灵敏度高的万用表(最好用示波器)测量PLUS+、PLUS-是否有4.2V电压信号;慢速点动有故障的轴,看看电压是否有变化,有则脉冲正常,反之则脉冲不正常。如果脉冲正常则驱动器有故障,需检修驱动器。一般来说,更换驱动器板上的高频光耦即可;如果还是不行的话,需由专业人士检修。
2)A种情况第二种现象 脉冲频率太高,也就是常说的丢步。频率高即速度快,如果速度在正常范围内,则驱动器已有故障,一般来说更换驱动器板上高频光耦即可,否则应由专业人士检修;如果速度不在正常范围内,速度降下后,电动机运转正常,则驱动器正常。
3)A种情况第三种现象 电动机负载太大或堵转,将负载去掉试试即可。如果正常而机械部分未做任何改动,电动机损坏的可能性比较大。此时采用互换法,即可判定电动机是否损坏。
4)B种情况 此类故障排除较困难。如果身边没有类似驱动器,检修者只有先检测系统有没有发出DIR+、DIR-、ENA+、ENA-、PLUS+、PLUS-信号,检测方法与A种情况第三种现象类似,但检修者必须采用较精密仪器,如示波器等,还要分清干扰信号。如果身边有类似驱动器,则采用互换法很快就能判定故障所在。
5)C种情况第一种现象 过压或欠压,测量85V工作电压即可判断。
6)C种情况第二种现象 电动机相线之间短路或电动机相线对地短路,用500V电压表测量电动机相线之间、电动机相线与地之间电压即可。
7)D种情况 步进驱动器温度过高,将步进驱动器拆开,并用工业酒精清洗,如果还不正常的话,只有更换新的步进驱动器。
8)E种情况 检查驱动器输入电源,如果电源正常,则驱动器熔丝已断;按C种情况进行相应检测,如果一切正常,可能由外部原因偶然造成,更换熔丝即可,否则作其他相应处理。(https://www.xing528.com)
2.SINUMERIK 802D故障分析
(1)SINUMERIK 802D面板安装不合理
1)故障现象 某机床加工或手动时,轴偶然不运动,但屏幕显示轴的坐标值在变化,机床系统有时能自身恢复,有时需重新开机故障才能排除。
2)故障分析及处理 仔细检查了系统没发现故障,但系统在测试状态下轴不运动,屏幕显示数字在变化,查看测试状态无效,当故障再现时,测试状态有效。取消测试状态时,发现有时很难,需按几次,而且显示器有时自动切换界面,怀疑显示器主板有问题。拆下查看,没有发现任何明显损坏,也没闻到糊味;重新安装时,发现螺纹孔与NC面板过孔配合误差较大,安装很困难,有明显应力扭曲现象。NC面板安装在电气柜前板上,因电气柜前板是厚度约1.5mm的钢板,容易变形。于是判断故障原因:因安装孔与NC面板过孔制作过程中,配合误差较大,加之钢板薄容易变形,导致NC面板安装过程中发生扭曲,按钮自身弹性受到影响,有时会出现自身不能恢复的现象。经重新改制安装后,故障排除。
(2)电动机编码器损坏或驱动器控制板损坏
1)故障现象 某机床厂新生产的一台机床,在调试临近结束时,机床某轴频繁出现“25040(坐标轴静止状态监控)、25050”报警(坐标轴轮廓监控)。整机调试时,在连续16h考机过程中出现过两次,但增大MD36400的值后,很少出现报警。
2)故障分析及处理 初步判断为系统某参数设置不合理,根据西门子随机提供的《诊断说明书》查阅“25040、25050”报警说明,修改MD36020、MD36040、MD36220、MD36400地址相应的数值,机床故障明显得到改善,但机床运行时间越长,故障出现的频率明显增大,无论怎样调整、优化参数,故障总不能彻底排除。检测系统硬件,通过分析可知,此故障的主要原因是NC系统接收不到反馈信号。采用互换法,确定系统驱动器控制板无故障;拆下电动机后,发现电动机插头里有油滴流出;通过查找,发现安装电动机的回转蜗杆传动箱的润滑油几乎已渗完。原来因蜗杆传动箱与电动机轴连接处的密封油封损坏,导致润滑油通过电动机轴渗到电动机后端,编码器码盘表面铺满油膜,读数头无法读出编码器码盘的刻度值。经过相应处理后,换上新电动机,故障排除。
(3)驱动器电源模块损坏
1)故障现象 某企业机床,使用后不久即出现电源模块的电抗器爆裂,电抗器上的绕组有明显熔断现象。更换后不久,类似问题又出现,而且一并将一个功率模块烧坏。
2)故障分析及处理 经分析,系机床设计时所选用的功率模块偏小所至,后更换大型号功率模块,故障没有出现过。
(4)轮廓监控错误
在安装调试或维修SINUMERIK 802D的数控机床过程中,ALM25050轮廓监控错误报警是出现频率较高的故障之一。轮廓监控错误是指进给轴在运动过程中,测量系统(编码器)检测到的实际位置与数控系统插补计算出的给定位置之间的误差大于系统参数MD36400规定的值。
引起轮廓监控错误的电气原因主要有以下几个方面。
1)参数设置问题 参数设置不当会造成:
①轮廓监控允许误差过小,低速运行正常,高速出现报警。
②伺服系统位置增益不合适,导致位置控制环路误差过大。
③轴速度、丝杠螺距等参数设置不当,使轴运行速度异常。
④使用带制动器的伺服电动机设置成制动器无效。
影响轮廓监控的主要参数有:MD36400(轮廓监控允许误差)、MD32200(位置环增益)、MD32000(最大轴速度)、MD31030(丝杠螺距)、MD14512[17]Bit6(Z轴电动机制动器的设定)。
排除方法:检查并重新正确设置参数即可。
①MD36400通常设置为快速运行时位置跟随误差的1.1~1.5倍(视机床的机械精度而定)。
②MD32200的设置在保证轴运行稳定无过冲的条件下越大越好。
③MD32000由电动机最大转速和机械性能决定,按机床使用说明设置。
④MD31030根据实际使用的丝杠螺距设置。
⑤MD14512[17]Bit6根据使用的Z轴电动机是否带制动器设置(为“0”表示电动机不带制动器,为“1”表示电动机带制动器)。
2)伺服系统和电动机问题 在伺服驱动器通电显示“RUN”的情况下,造成轮廓监控错误主要原因有:驱动器使能信号异常;伺服系统位置、速度调节器响应特性不良;伺服电动机性能或制动器不良。
排除方法:对于SIMODRIVE 611U/Ue的电源模块,如果只有黄色指示灯亮,说明使能信号正常;如果只有绿灯亮或绿灯与黄灯都亮,说明使能信号不正常。电源模块端子63(脉冲使能)、64(驱动使能)分别对地测量都应有24VDC。根据测量结果,再查找PLC梯形图的信号输出条件是否满足,并加以排除。对调节器性能不良的驱动器,首先要利用SINUMERIK 802D系统Simo ComU软件重新设置驱动器数据,然后对速度环动态特性进行优化调整,最后调整位置环性能。电动机制动器的好坏一般较容易判断,由于一般用户不能测试伺服电动机的性能,简单的办法是用相同规格的电动机互换来判别。
3)机械问题 机械方面造成轮廓监控错误的原因有:联轴器松动或传送带打滑;传动系统阻力大或机械爬行;切削力过大特别是断续切削时,电动机瞬时过载;机械部件干涉造成移动困难或行程不足。
排除方法:首先检查联轴器是否松动、传送带是否打滑。在使用一定时间后,出现ALM25050报警的数控机床机械故障中,联轴器松动或传送带打滑占相当大的比例(编码器的联轴器松动同样适用)。确认连接牢固无松动打滑后,慢速转移动轴,然后观察机械部件(包括工件、夹具、护罩、挡块和配重平衡块等)之间是否存在干涉,确保轴能够在全行程、正反方向正常运动。对于切削力过大特别是断续切削,应减小进给率和进给速度,如报警消失,说明是切削力过大(也许是材料硬度过大或硬度不均匀造成),需要改进切削工艺解决。对于传动系统阻力大或机械爬行,可以通过测量轴电动机电流来发现,通过比较正常和出现故障时的电动机电流变化来判断。通常,滚珠丝杠、丝母、镶条、导轨与传动齿轮润滑和机械磨损易造成传动阻力大或机械爬行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。