



西门子公司的SINUMERIK系列数控系统功能完善,稳定可靠,具有较高的性能价格比。图6-53为目前市场上常见的西门子数控系统产品的性能价格关系。
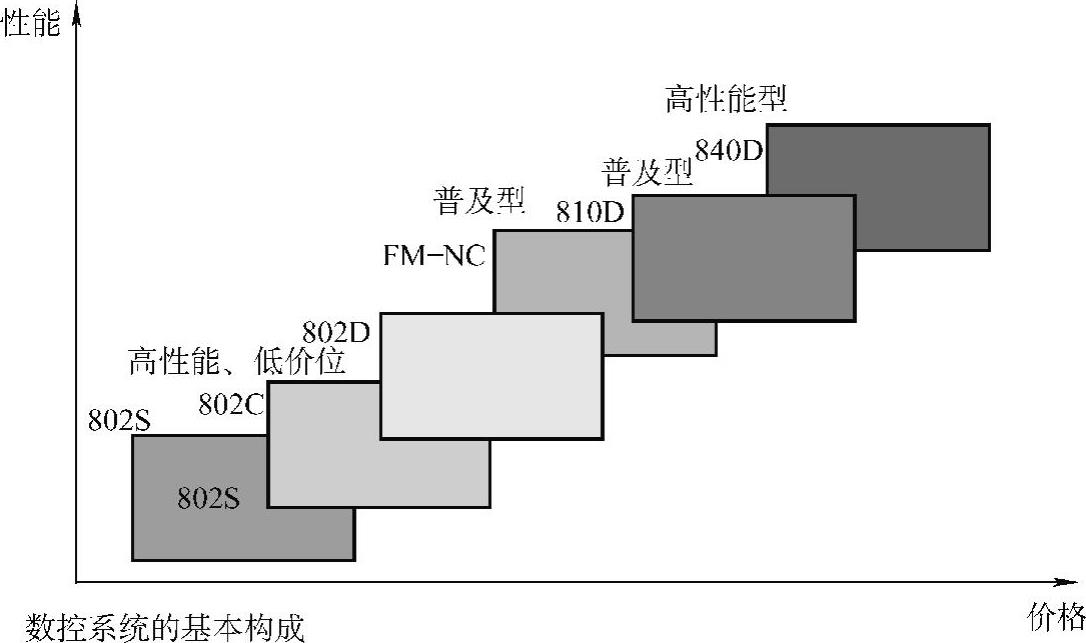
图6-53 SIEMENS数控系统产品
1.SINUMERIK 802系列数控系统
该系列数控系统的基本型包括802S、802C和802D三类。其中,802S采用步进电动机驱动,802C采用模拟交流伺服电动机驱动,802D采用数字交流伺服电动机驱动。另外,在基本型号的基础上还扩展了多种型号。
(1)SINUMERIK 802S base line/SINUMERIK 802C base line控制单元说明
1)基本组成SINUMERIK 802S base line/SINUMERIK802C base line是专门为中国数控机床市场而开发的经济型CNC控制系统。其结构紧凑,高度集成于一体的数控单元、操作面板、机床操作面板和输入/输出单元;机床调试配置数据少,系统与机床匹配更快速、更容易;简单而友好的编程界面,保证了生产的快速进行,优化了机床的使用。
SINUMERIK 802S base line/SINUMERIK802C base line集成了所有的CNC、PLC、HMI、I/O于一个单一的部件,可独立于其他部件进行安装;坚固而又节省空间的设计,使它可以安装到最方便用户的位置;操作面板提供了所有的数控操作、编程和机床控制动作的按键以及8英寸LCD显示器,同时还提供12个带有LED的用户自定义键;工作方式选择(六种)、进给速度修调、主轴速度修调、数控起动与数控停止、系统复位均采用按键形式进行操作,其输入/输出点为48个24V的直流输入和16个24V的直流输出;输出工作系数为0.5时,负载能力可达0.5A。
该控制系统可控制三个进给轴。SINUMERIK 802S base line提供脉冲及方向信号的步进驱动接口,而SINUMERIK 802C base line提供传统的±10V的伺服驱动接口。除三个进给轴外,SINUMERIK 802S base line/SINUMERIK 802C base line都提供一个±10V的接口,用于连接主轴驱动。
SINUMERIK 802C base line基本配置的驱动系统为SIMODRIVE base line、3N·m/6N·m和6N·m/8N·m双轴模块与11N·m单轴模块、驱动带单极对旋转变压器的1FK 7伺服电动机。当需要进行功率扩展应用时,可以选用SIMO-DRIVE 611U伺服驱动系统和带单极对旋转变压器的1FK7伺服电动机。
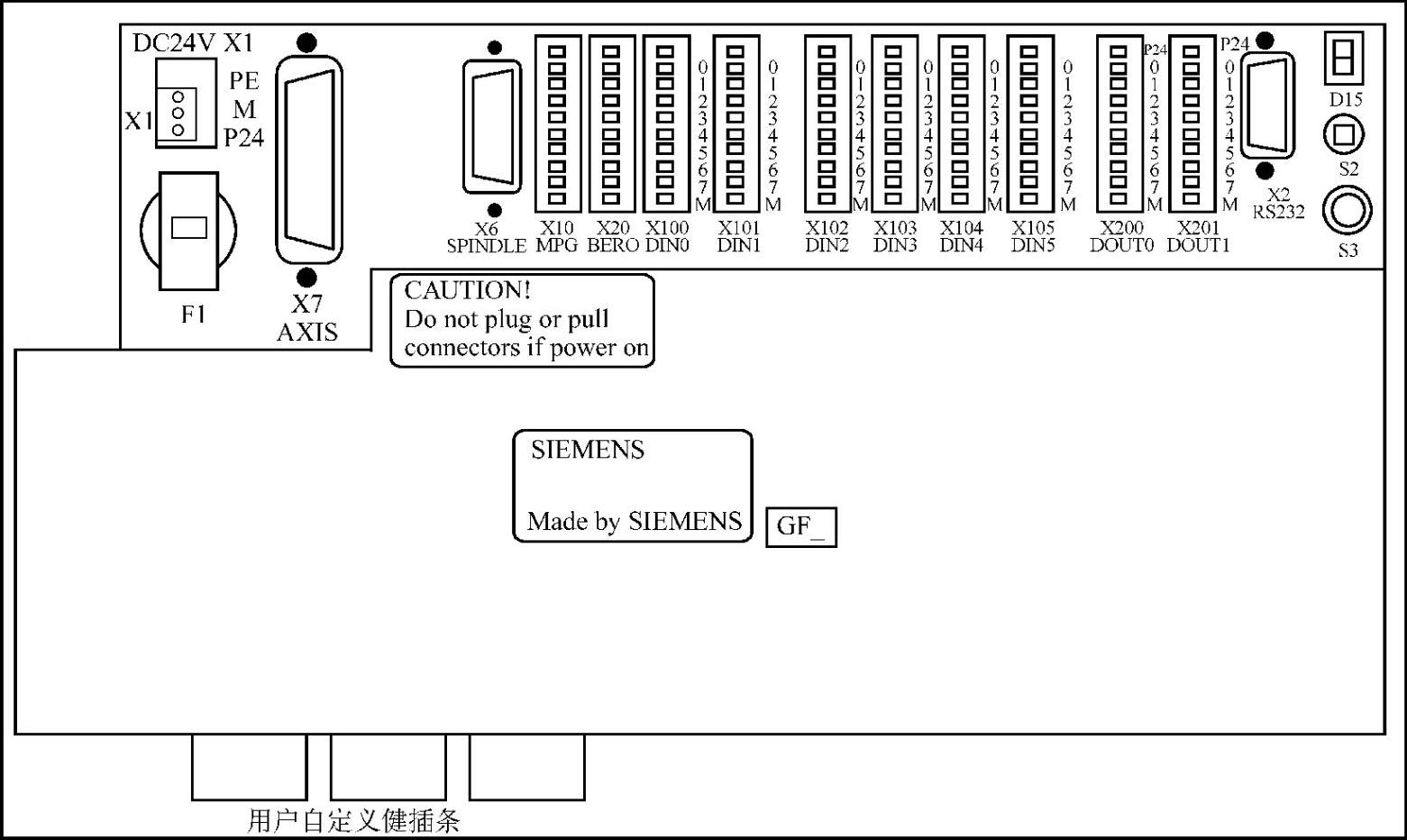
图6-54 SINUMERIK 802S base line控制单元的背面
2)SINUMERIK 802S base line接口描述 如图6-54所示,在SINUMERIK802S base line控制单元的背面提供以下接口:X1:3芯孔式端子排,用于连接24VDC电源。
X7:50芯D型针式插座,用于连接步进驱动器Stepdrive C/C+以及一个主轴设定值。
X6:15芯D型孔式插座,用于连接主轴编码器。
X10:10芯针式端子排,用于连接最多两个手轮。
X20:10芯针式端子排,用于连接回参考点信号开关BERO。
X100~X105:10芯针式端子排,用于连接24V/48点数字输入。
X200~X201:10芯针式端子排,用于连接24V/16点数字输出。
X2:9芯D型针式插座,用于连接PC机的RS232C接口(推荐用RS232C隔离器)。
在控制单元的背面还有:起动方式选择开关(S3),系统总清开关(热启动S2),7字段LED显示当前系统的工作状态(D15),4A熔丝(F1),紧停开关(选件)。
3)SINUMERIK 802C base line接口描述 如图6-55所示,在SINUMERIK802C base line控制单元的背面除了X7、X3、X4、X5接口外,其他接口功能及名称同SINUMERIK 802S base line的接口相似。
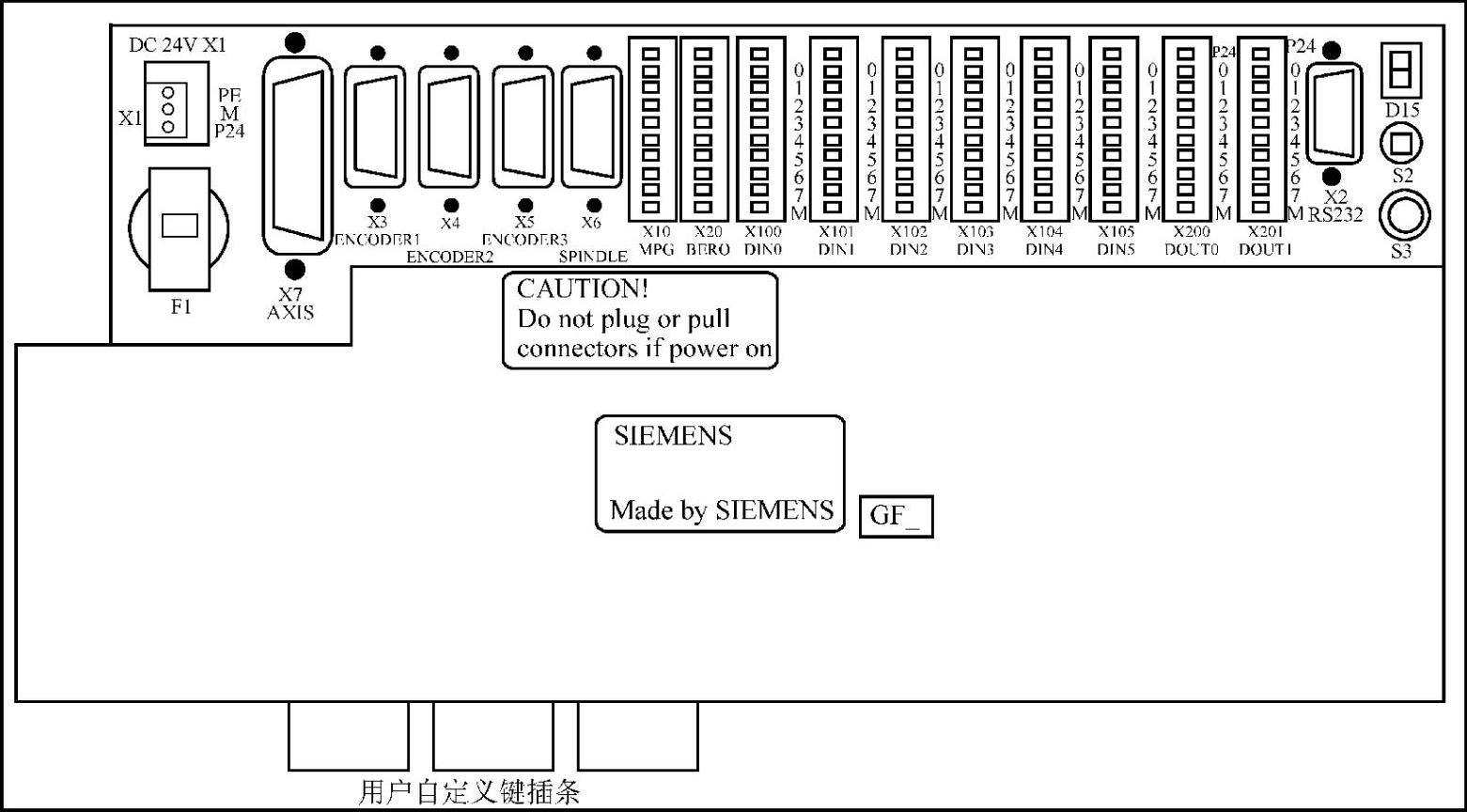
图6-55 SINUMERIK 802C base line控制单元背面
X7:50芯D型针式插座,用于连接4路伺服命令设定值输出。
X3-X5:15芯D型孔式插座,用于连接进给轴编码器反馈信号。
4)安装
①机床设计电柜时,应注意:
电柜应有冷却或通风装置,在使用风扇时必须在进气窗口安装防尘过滤网;电柜中所有部件必须安装在无油漆的镀锌金属板上。
在现场没有良好接地的情况下,应断开所有PE与24VDC零线(M24)的连接,使CNC控制器处于浮地状态;当CNC控制器处于浮地状态时,如果使用RS232接口,必须采用RS232光电隔离器,否则会烧坏接口。
电柜中布线时,交流电源线(如85VAC、220VAC、380VAC,变频器到主轴电动机的电缆)必须与24VDC电缆和信号线电缆分开走线;如果机床使用变频器作为主轴驱动单元,在设计电柜时应考虑采取必要的抗干扰措施(主要是电源干扰和无线干扰)。
系统直流稳压电源24VDC之前,需接入隔离变压器(控制变压器380VAC→220VAC,JBK3-400VA);步进驱动85VAC必须采用独立的隔离变压器(驱动变压器380VAC→85VAC,JBK3系列)。两个变压器的一次侧不可以接入到380VAC的同一相。
在现场没有良好接地的情况下,控制变压器必须为浮地设计,但此时任何与CNC控制器连接的外设(如PC/PG),其220VAC电源必须连接到控制变压器,如图6-56所示。
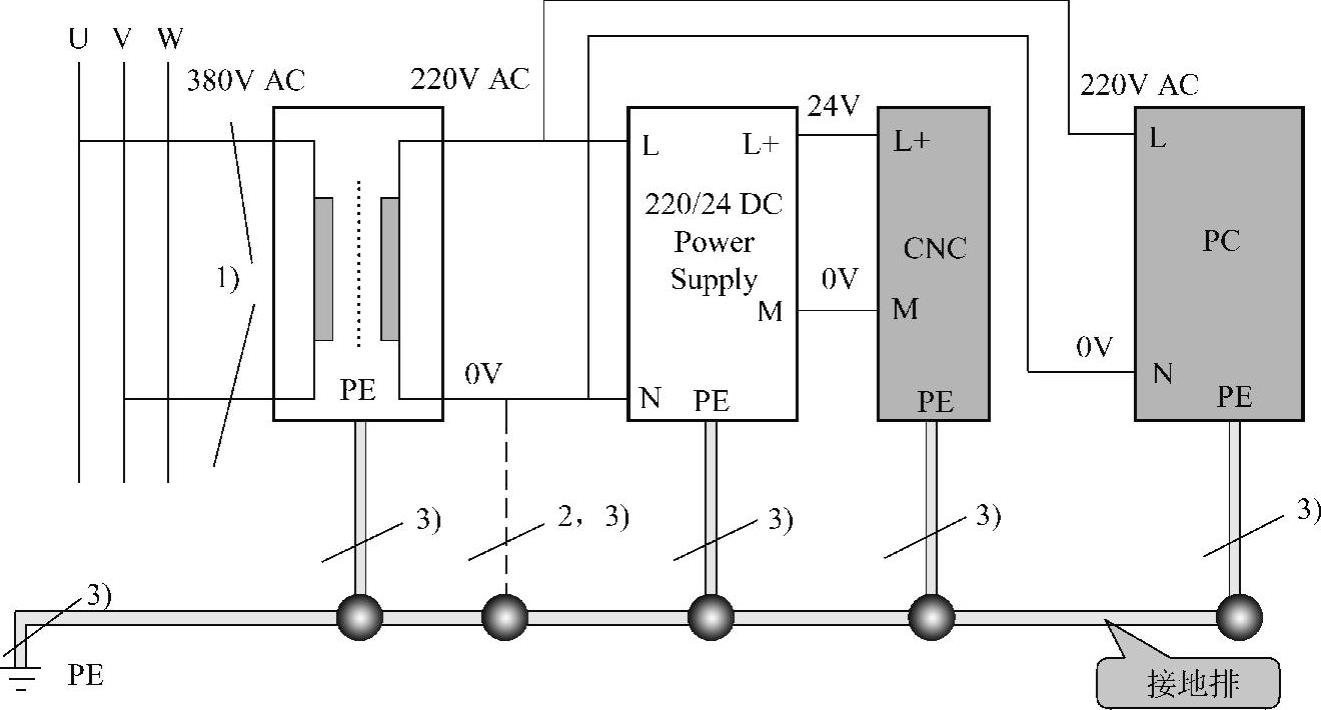
图6-56 控制变压器
②电源要求。
SINUMERIK 802S/C base line CNC控制器采用24V直流供电,系统可在24V(-15%~+20%)正常工作。直流电源的质量是系统稳定运行的关键。当使用非西门子直流电源时,请检测电源断电时的输出波形。图6-57为西门子24V直流电源波形及某些普通电源的波形的区别。
非西门子电源如果出现图6-57所示的情况,应采用图6-58所示的供电方式对SINUMERIK 802S/C base line系统供电,并在机床使用说明书中写明系统上电源操作顺序。顺序应该为:先打开机床的总电源开关(24V直流电源和驱动器得电),然后再通过按钮SA1给SINUMERIK 802S/C base line系统供电;断电时先通过按钮SA2使系统断电,然后再关闭机床总电源。
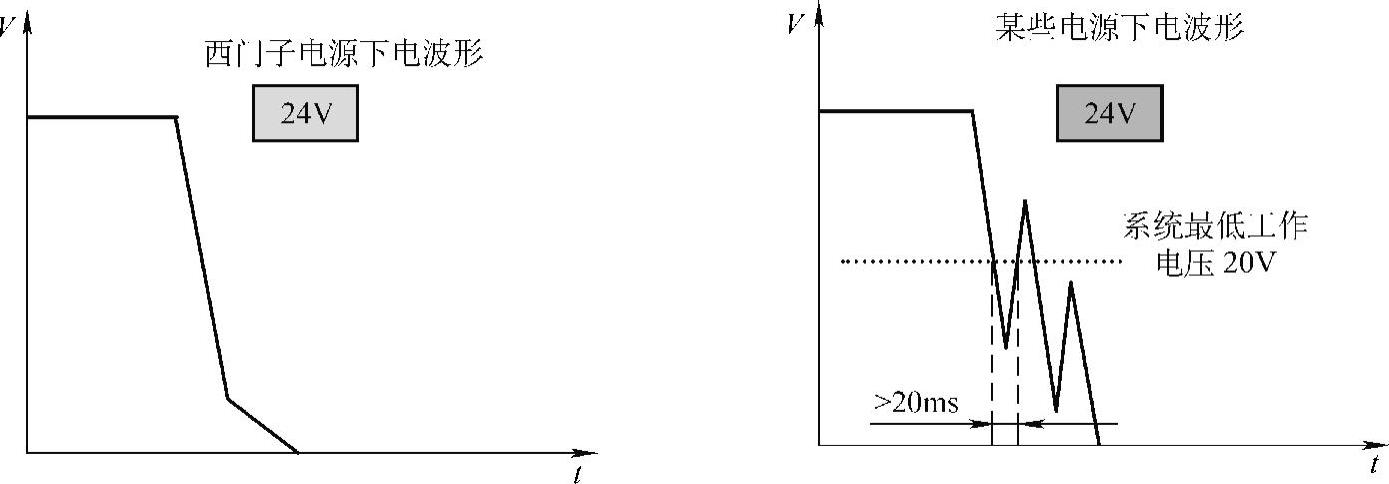
图6-57 24V直流电源波形
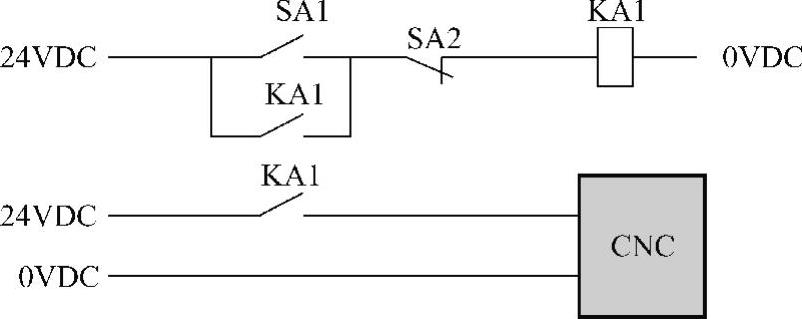
图6-58 电源操作顺序
图6-59为SINUMERIK 802S base line系统的连接图,图6-60为SINUMER-IK 802C base line系统的连接图。
(2)SINUMERIK 802D/SINUMERIK 802D base line/SINUMERIK 802D SL
1)SIUMERIK 802D/SINUMERIK 802D base line SINUMERIK 802D将所有CNC、PLC、HMI和通信任务集成于一个单一的部件。免维护的硬件集成了PROFI- BUS接口,用于连接伺服驱动和I/O模块,并具有速装结构的超薄操作面板。
SINUMERIK 802D可控制最多四个数字进给轴和一个主轴。SINUMERIK802D配备SIMODRIVE 611UE和带编码器的1FK7伺服电动机作为进给驱动系统。SIMODRIVE 611UE具有模块化设计和PROFIBUS接口,因而各轴驱动的功率模块独立配置。另外,主轴也可以通过模拟接口控制,这种通用的方案也适用于简易型机床。SIMATIC S7-200的指令集可直接适用于机床。在SINUMERIK上不仅可以进行工件编程,而且还可以使用非西门子的G代码。
SINUMERIK 802D base line可控制最多两个数字进给轴和一个主轴。SINU-MERIK 802D base line配备SIMODRIVE 611UE和带编码器的1FK7伺服电动机作为进给驱动。SIMODRIVE 611UE具有模块化设计和PROFIBUS接口,因而各轴驱动的功率模块独立配置。另外,主轴也可以通过模拟接口控制,这种通用的方案适用于车床。
如图6-61所示,在SINUMERIK 802D和802D base line的背面提供以下接口:
X8:3芯孔式端子排,螺钉连接,用于连接24VDC电源。
X4:9芯D型孔式插座,用于连接PROFIBUS总线。
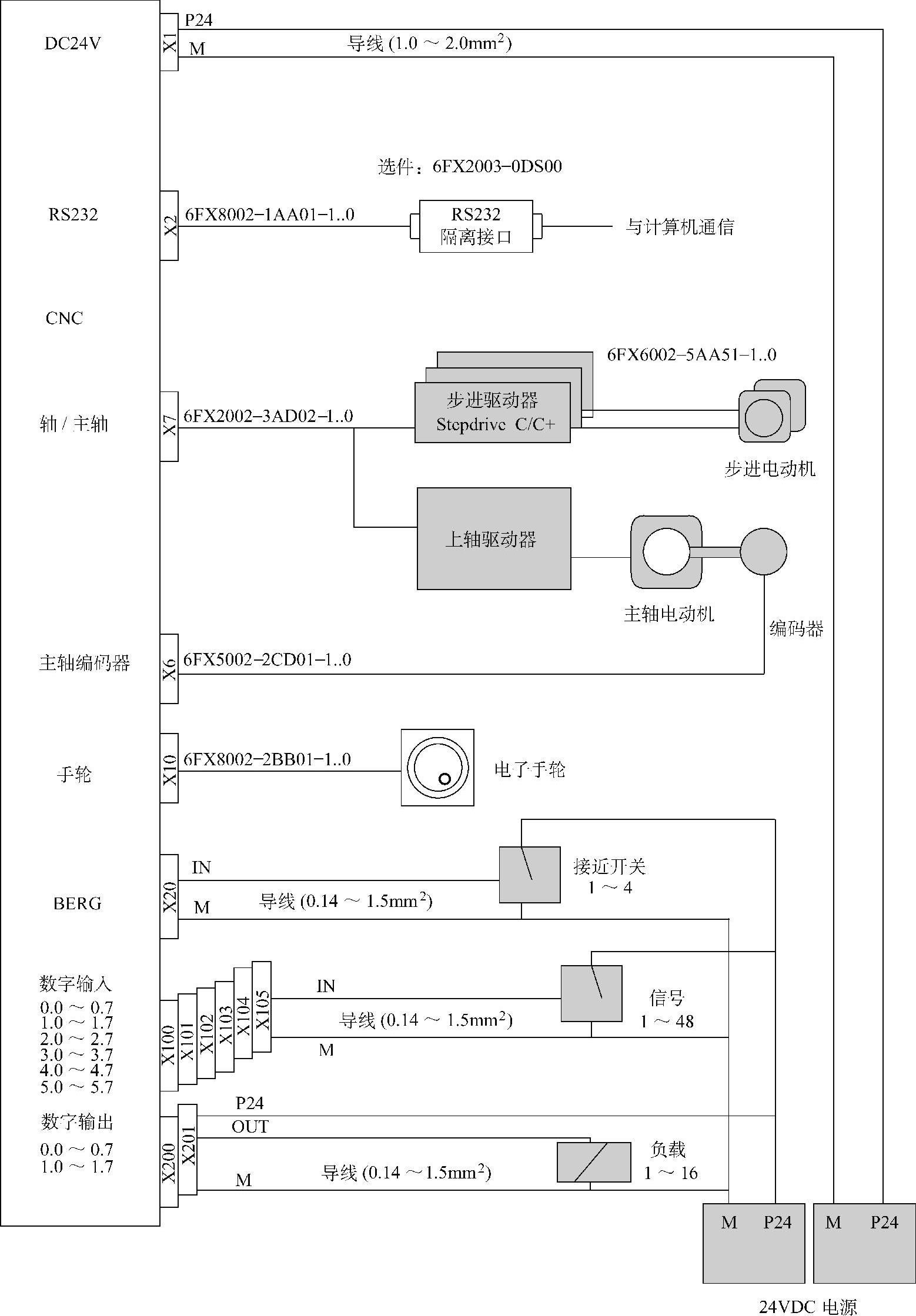
图6-59 SINUMERIK 802S base line系统连接
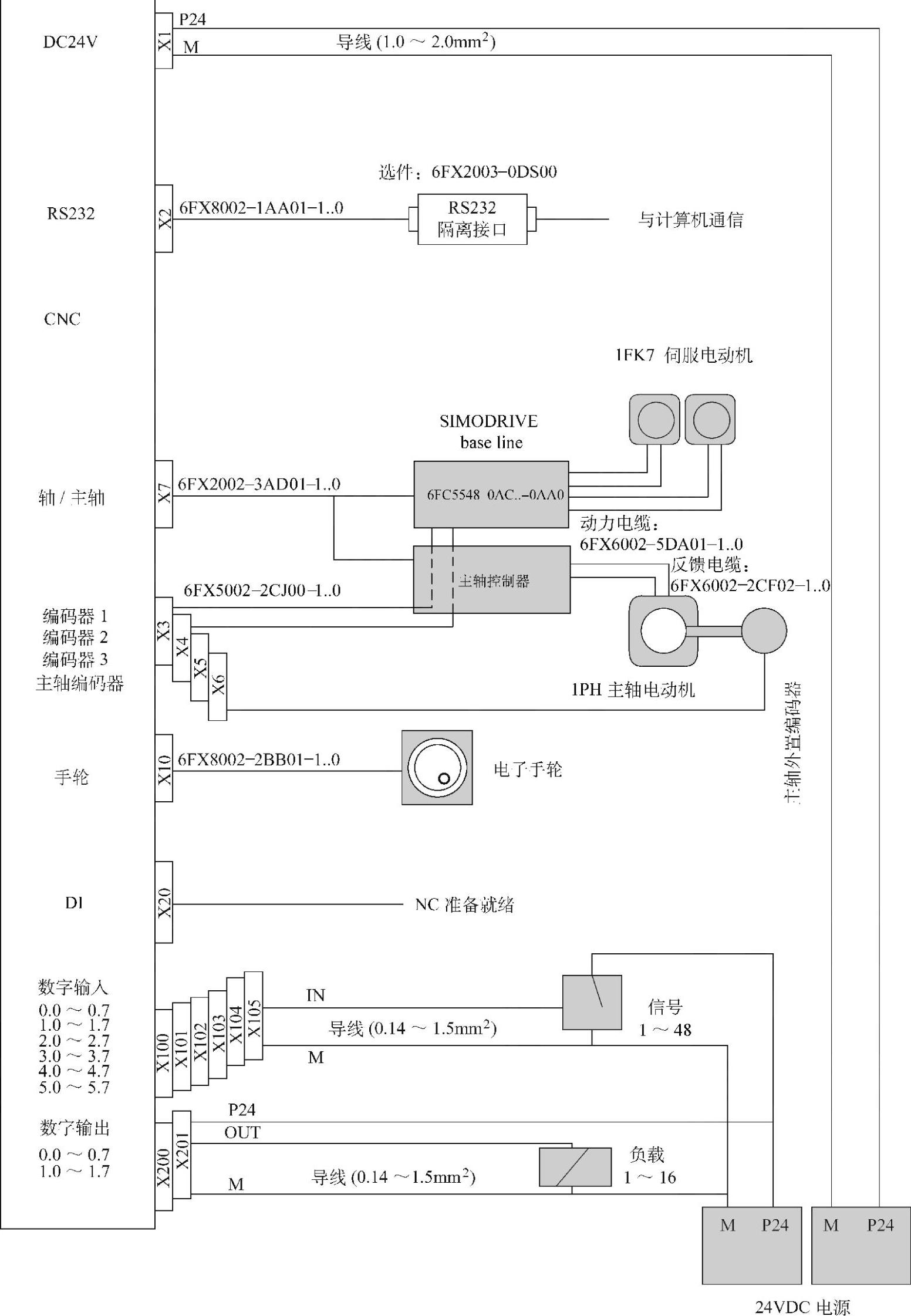
图6-60 SINUMERIK 802C base line系统连接
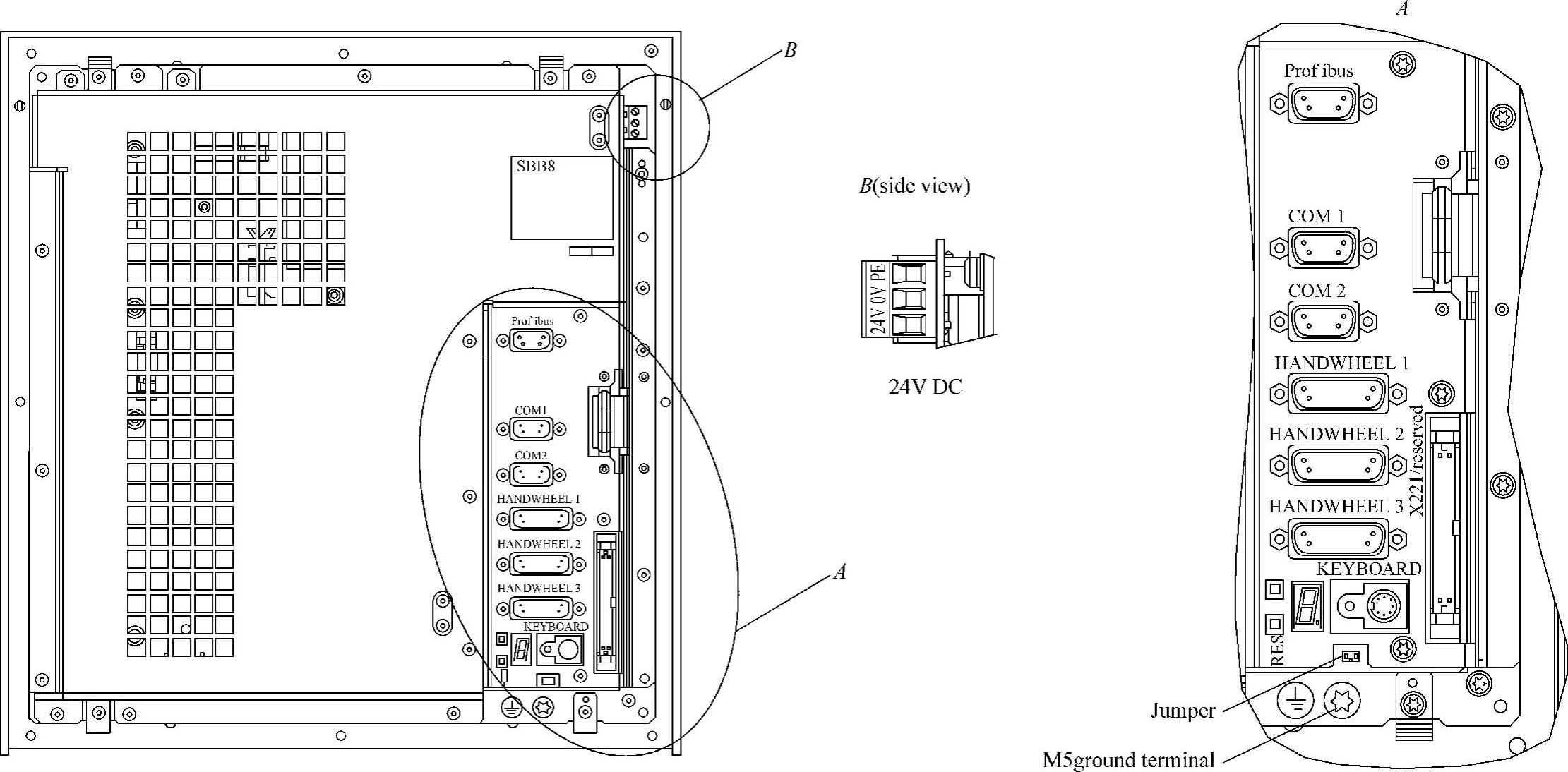
图6-61 SINUMERIK 802D/802D base line数控系统背面
X6:9芯D型针式插座,COM1用于连接RS232接口(推荐用RS232C隔离器)。
X14/X15/X16:15芯D型针式插座,用于连接三个手轮。
X10:6芯小型DIN标准插头,用于连接键盘板。
与系统相匹配的I/O模块(PP72/48)与PROFIBUS连接,集成电源24VDC电源,具有I/O和PROFIBUS之间的电子隔离,提供72点数字输入和48点数字输出(24V、0.25A)。
2)SINUMERIK 802D SL如图6-62所示,SINUMERIK 802D SL数控系统内置了多项标准功能,包括宽大、清晰可读的TFT彩色液晶显示器,刀具寿命监控功能,C轴加工(TRANS-MIT——端面加工/TRACY——柱面加工)功能,还有用于模具加工的程序压缩器等。
另外,其S2和S3型号还配有磨床与压力机版本(G/N),配备了诸如摆动功能、斜轴功能、多速度程序段进给、手轮修正、冲压图形仿真、夹钳保护等适合于磨削与冲压应用的功能。

图6-62 SINUMERIK 802D SL数控系统
采用SINAMICS S120伺服驱动系统,提供了更为经济的系统连接方式,采用工业现场总线PROFIBUS连接数字输入/输出及其他总线外设,并且使用高速的驱动串行总线连接驱动系统SINAMICS S120。另外,系统还可自动识别电动机及编码器的电子铭牌功能,支持CF卡数据输入/输出,方便了系统的调试。
①SINUMERIK 802D SL Value
适用于标准型数控车床、标准型数控铣床。
主要功能:10.4英寸TFT彩色液晶显示器;高容量CF卡,支持RS232/USB接口;控制轴数四个(包括三个进给轴,一个主轴);三轴联动插补;系统内置500KB零件程序存储器,外置CF卡可用来运行海量程序;用于对刀和设定工件测量功能;20段预读缓冲区;支持DIN标准和ISO编程语言;2D零件程序模拟;PLC梯图显示。
②SINUMERIK 802D SL Plus
适用于全功能数控车床(C轴控制或双主轴控制)、刀库小于64把刀的铣削加工中心、数控外圆/平面磨床、数控机械冲头压力机等。
在Value基础功能以外增加的功能:控制轴数六个(包括四个进给轴、一个主轴和一个PLC轴),系统内置1MB零件程序存储器,四轴联动插补,TRANS- MIT——车床的端面加工/TRACY——车床、铣床的柱面加工,适于磨床的摆动功能、斜轴功能、外圆磨削循环、50段预读缓冲区、刀具寿命管理功能。
③SINUMERIK 802D SL Pro
适用于全功能数控车床(联网加工、C轴控制、车铣中心)、刀库小于128把刀的铣削加工中心(联网加工、常规金属切削、高速模具加工)、内/外圆数控磨床、数控平面磨床、数控压力机(机械冲头压力机、液压冲头压力机)等。
在Plus基础功能以外增加的功能:以太网接口实现远程DNC在线加工、对数控系统的远程诊断、达100段预读缓冲区、程序压缩器(样条函数)、内置3MB动态存储器。
3)SINUMERIK 802D SL安装调试
①组成。
控制系统SINUMERIK 802D SL的组件包括配有键盘(纵向或横向)的操作面板CNC(PCU)、机床控制面板(MCP)、MCPA模块(硬件选件)、PP72/48模块和SINAMIC S120驱动设备。
机床控制面板包括所有机床运行所需的按键和开关。机床控制面板MCP,通过外设PP72/48模块或者MCPA模块连接。MCPA模块为SINUMERIK 802D SL的补充/扩展组件,它配备了用于连接模拟主轴的±10V(X701)模拟输出端、用于连接外部机床控制面板(X1、X2)的接口和用于连接作为快速输入/输出的1字节输入和输出端的端口。PP72/48模块是一个操作简单且经济的组件,用于连接基于PROFIBUS-DP自动化系统中的数字输入/输出端。该组件具有PROFIBUS-DP接口(最大12MB/s)、72个数字输入端和48个数字输出端,由四个诊断LED构成的机载状态显示。
控制系统SINUMERIK 802D SL和驱动SINAMICS S120之间的通信由通信系统DRIVE CLIQ(Drive Component Link with IQ,带IQ的驱动组件连接)实现。
CNC操作面板后部接口布置如图6-63所示。
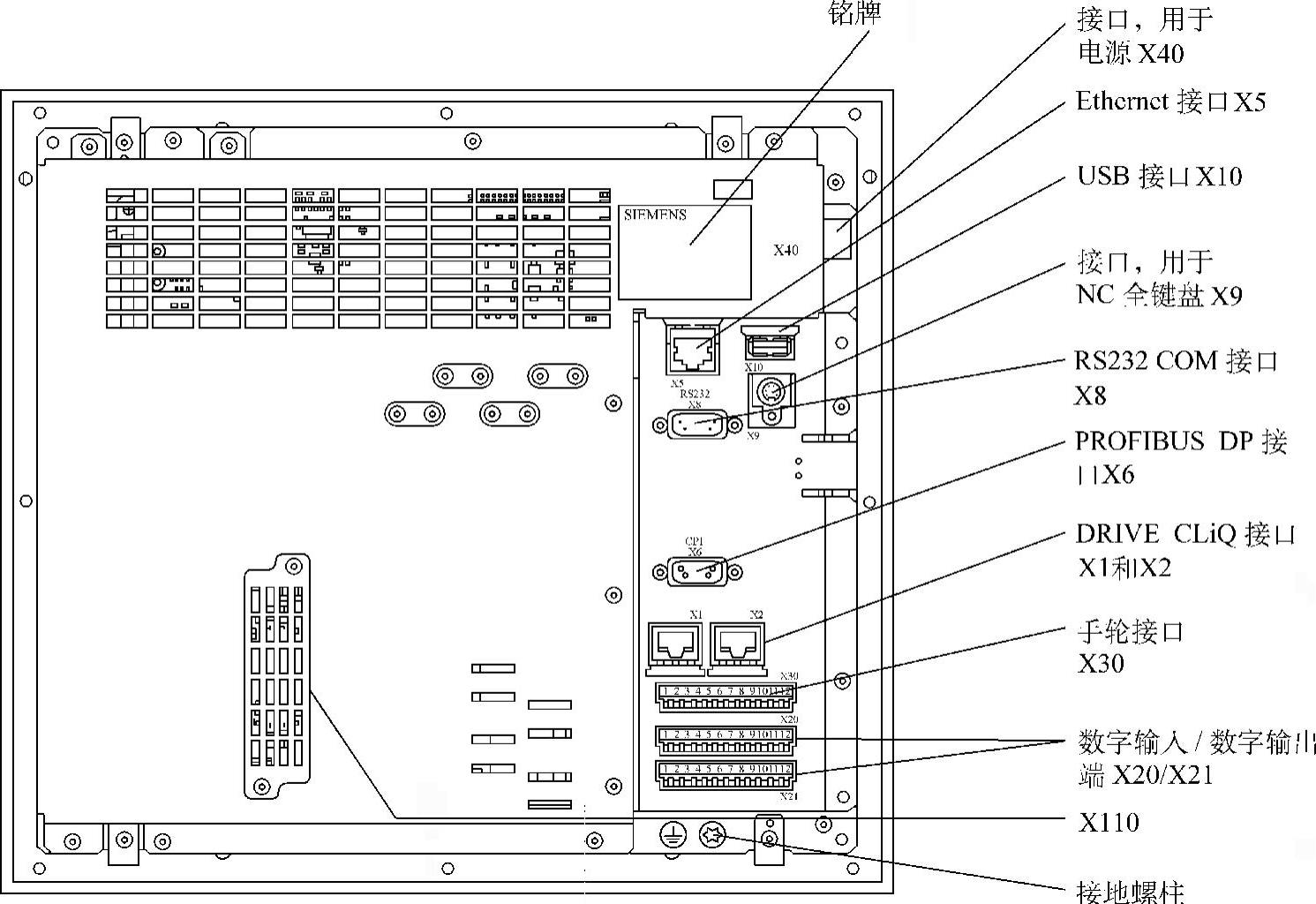
图6-63 CNC操作面板后部接口
②调试步骤。
系统的连接——针对机床工艺的初始化——系统的PLC调试——驱动器设定——设置控制参数、机械传动参数、速度参数等NC参数———数据备份。
③系统连接。
图6-64所示为SINUMERIK 802D SL Value系统连接的系统总图。
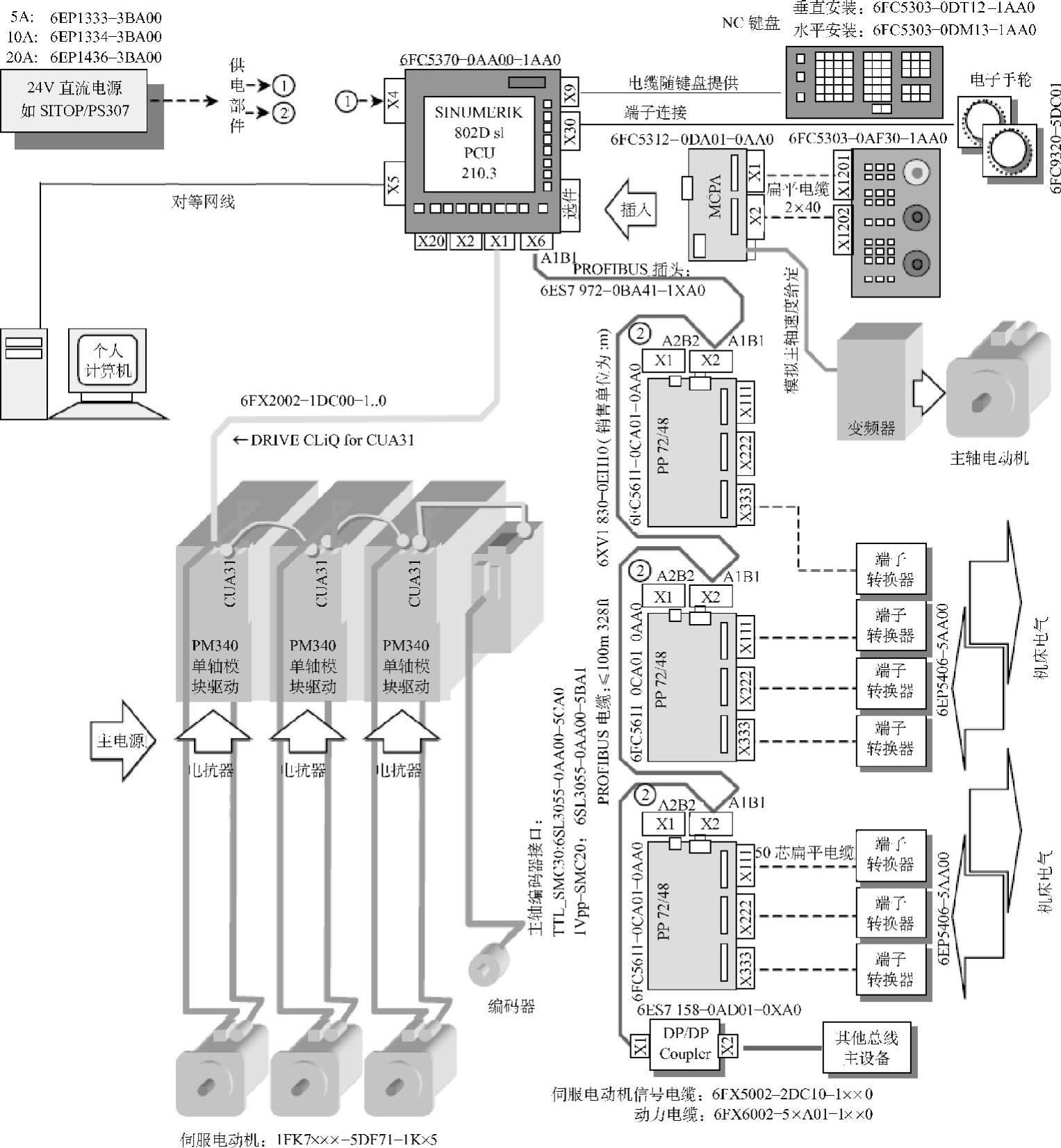
图6-64 SINUMERIK 802D SL Value系统连接图
④驱动器的连接。
SINAMIC S120书本型驱动器的连接,书本型驱动器由进线电源模块和电动机模块组成。进线电源模块的作用是将380V三相交流电源变为600V直流电源,为电动机模块供电。进线电源模块分为调节型和非调节型两种。调节型的母线电压为直流600V,非调节型的母线电压与进线的交流电压有关。不论是调节型的进线电源模块,还是非调节型的进线电源模块,均采用馈电制动方式,制动的能量反馈回电网。
如图6-65所示,调节型进线电源模块(Active Line Module,ALM)具有DRIVE CLIQ接口,由SINUMERIK 802D SL X1接口引出的驱动控制电缆DRIVE CLIQ连接到ALM的X200接口,由ALM的X201连接到相邻的电动机模块的X200,然后由此电动机模块的X201连接至下一相邻电动机模块的X200,按此规律连接所有电动机模块。
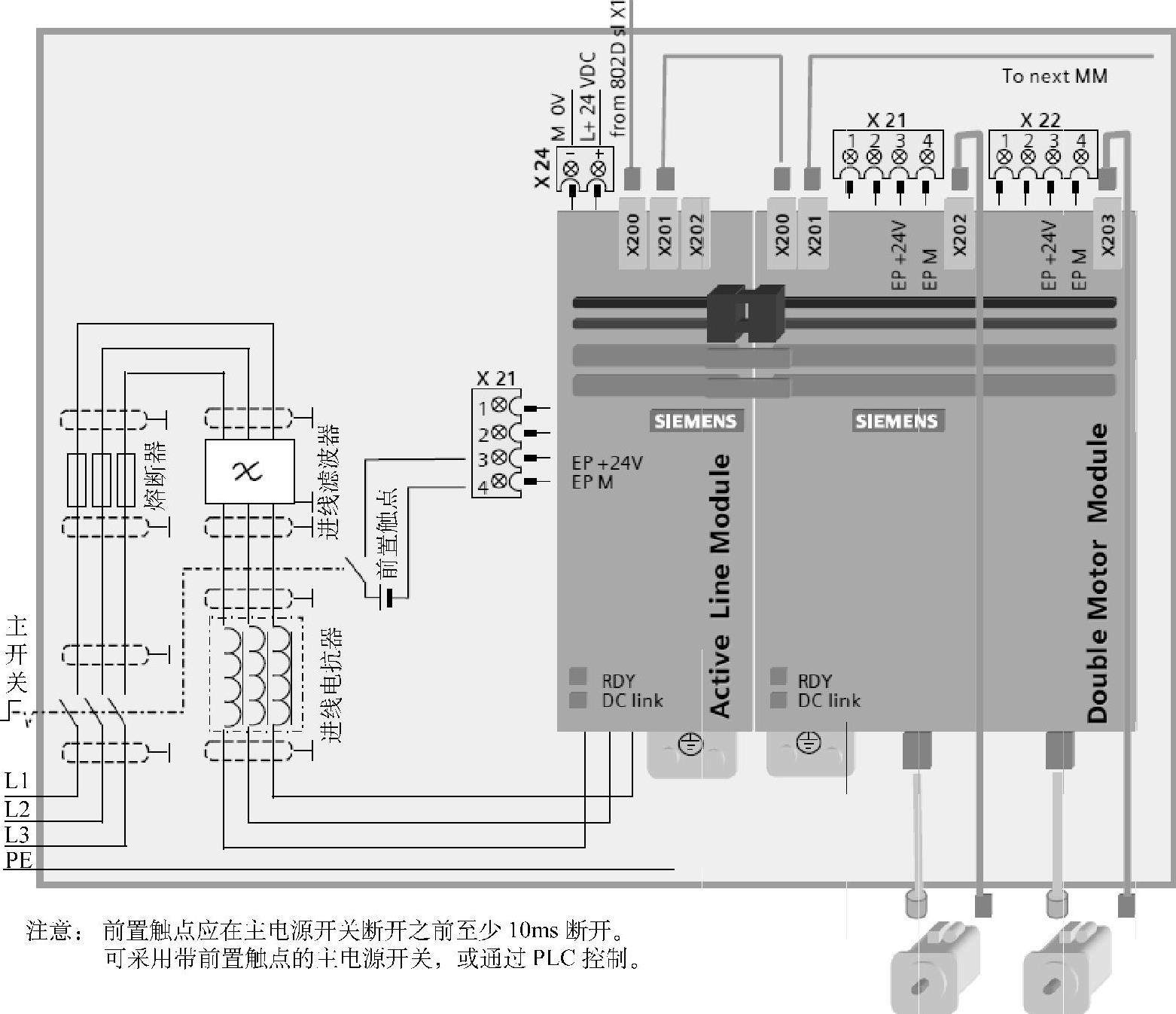
图6-65 SINAMIC S120的连接(ALM)
如图6-66所示,非调节型进线电源模块(Smart Line Module,SLM)没有DRIVE CLIQ接口,由SINUMERIK 802D SL X1接口引出的驱动控制电缆DRIVE CLIQ直接连接到第一个电动机模块的X200接口,由电动机模块的X201连接到下一个相邻的电动机模块的X200,按此规律连接所有电动机模块。
图6-67为SINAMICS S120 AC/AC模块式驱动器的连接图。
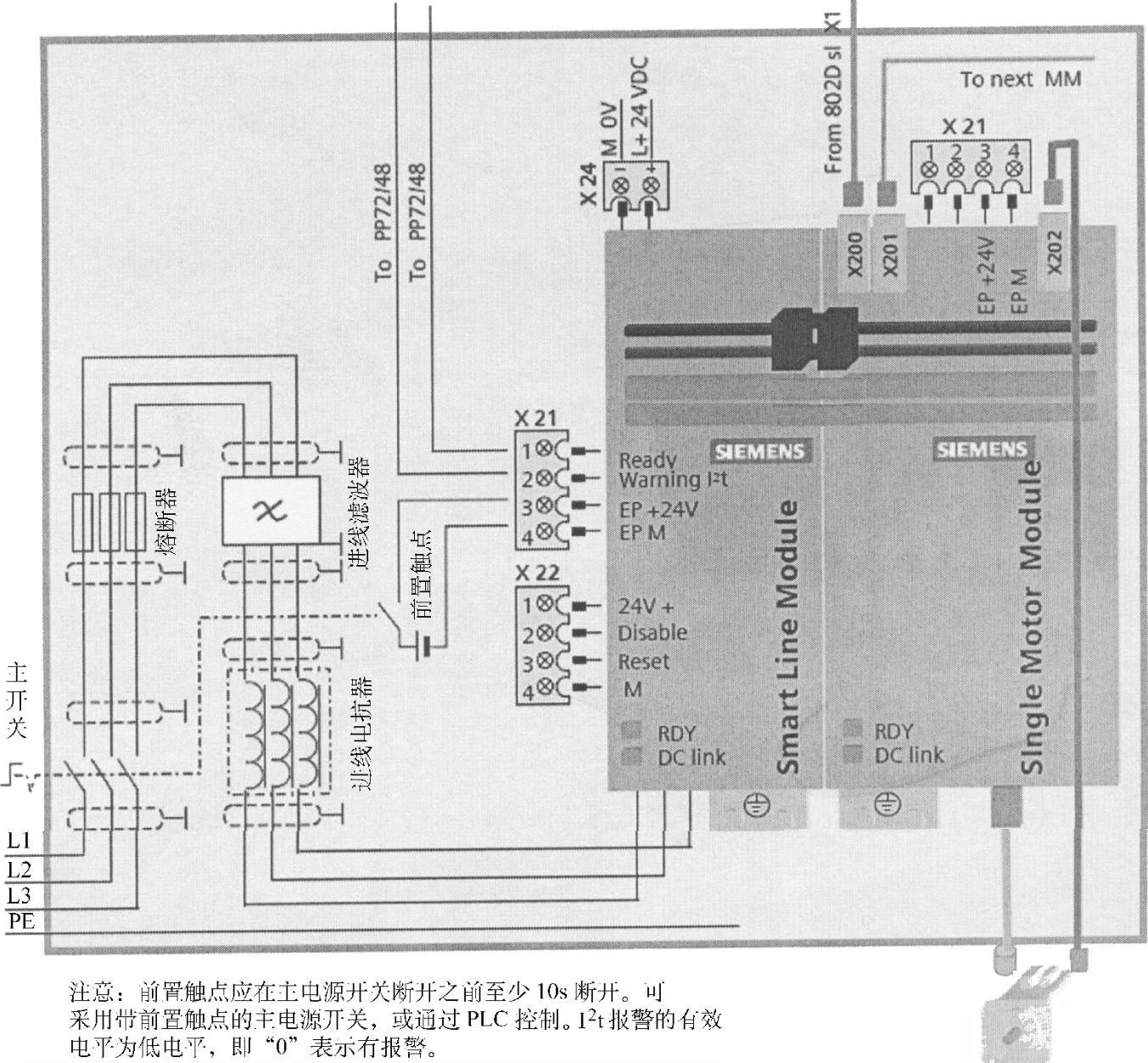
图6-66 SINAMIC S120的连接(SLM)
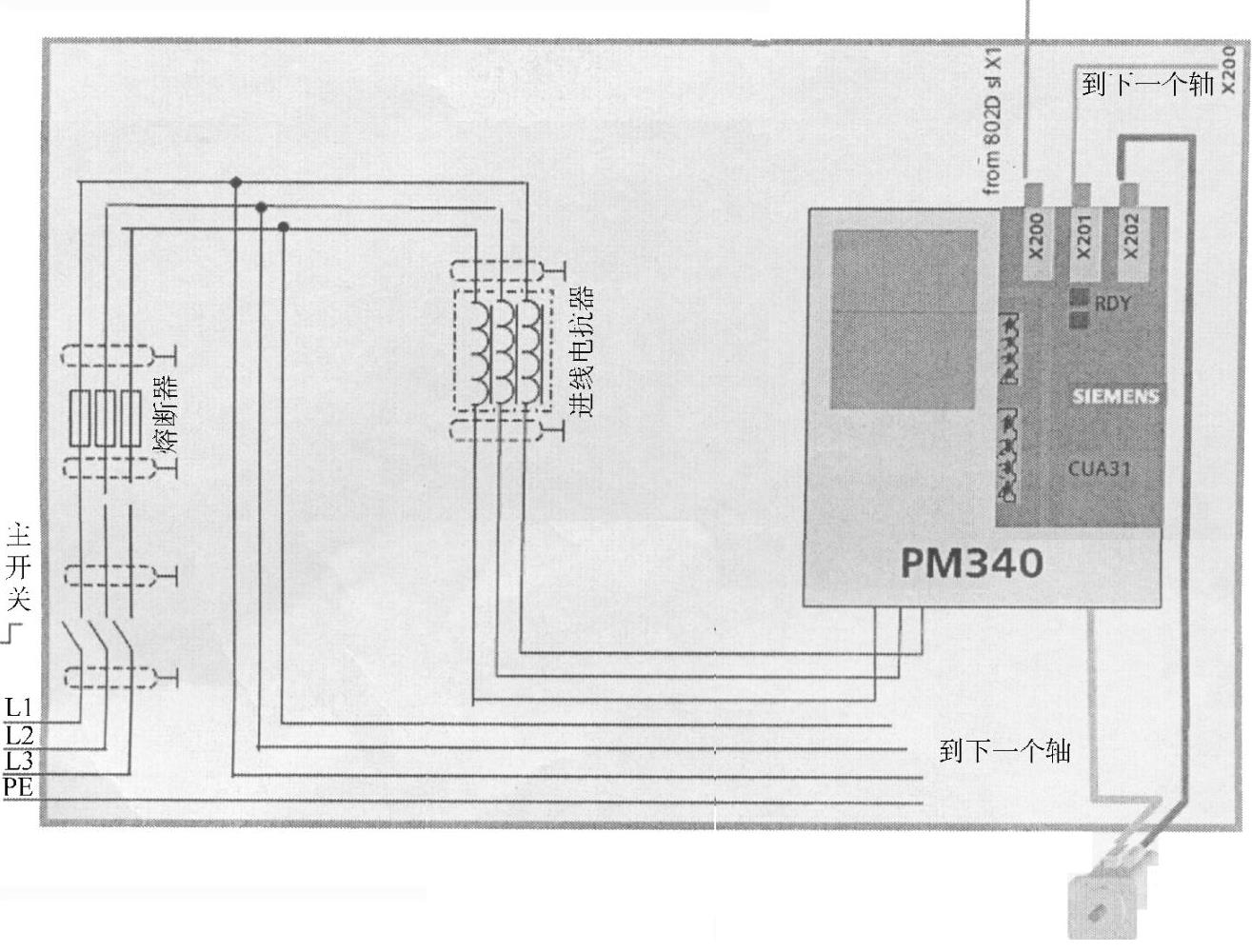
图6-67 SINAMICS S120 AC/AC模块式驱动器的连接
开机后,SINUMERIK 802D SL进入主画面,进入其系统画面,找到PLC状态表。在状态表上应该能够看到所有输入信号的状态(如操作面板上的按键状态,行程开关的通断状态等)。
驱动器的电源模块和电动机模块上的指示灯:READY灯呈现橘色表示正常,但驱动器未设置,若呈现红色表示故障;DC Link灯呈现橘色表示正常,呈现红色表示进线电源故障;若无指示灯亮,则表示无外部直流电源DC24V供电。
⑤系统初始化。
SINUMERIK 802D SL通电后,首先应该进行系统初始化,根据系统类型和工艺要求安装初始化文件。操作可通过RCS 802工具进行,也可通过CF卡进行。
RCS 802工具是专门用SINUMERIK 802D SL系统与计算机通信的软件,主要用来传输报警文本、数据的备份及恢复、NC以太网功能、驱动调试、PLC调试等。
在SINUMERIK 802D SL随系统的软件工具盒中,提供了车床、铣床等的初始化文件。利用工具软件RCS 802或CF卡,将所需的初始化文件传入SINU-MERIK 802D SL系统中。然后将NC断电再上电,初始化文件生效。
⑥PLC调试。
在SINUMERIK 802D SL的各个部件正确连接后,首先应设计并调试PLC的控制逻辑。在所有有关PLC的安全功能全部准确无误后,才能开始调试驱动器和SINUMERIK 802D SL参数的调试。
⑦驱动器调试。
完成了PLC应用程序调试后,进行驱动器的调试。
首先装载SINAMICS Firmware,并确保驱动器各部件具有相同的固件版本,然后装载驱动出厂设置,激活各驱动部件的出厂参数,最后实现拓普识别和确认(快速开机调试),读出驱动器连接的拓扑结构以及实际电动机的控制参数,设定拓扑结构比较等级。
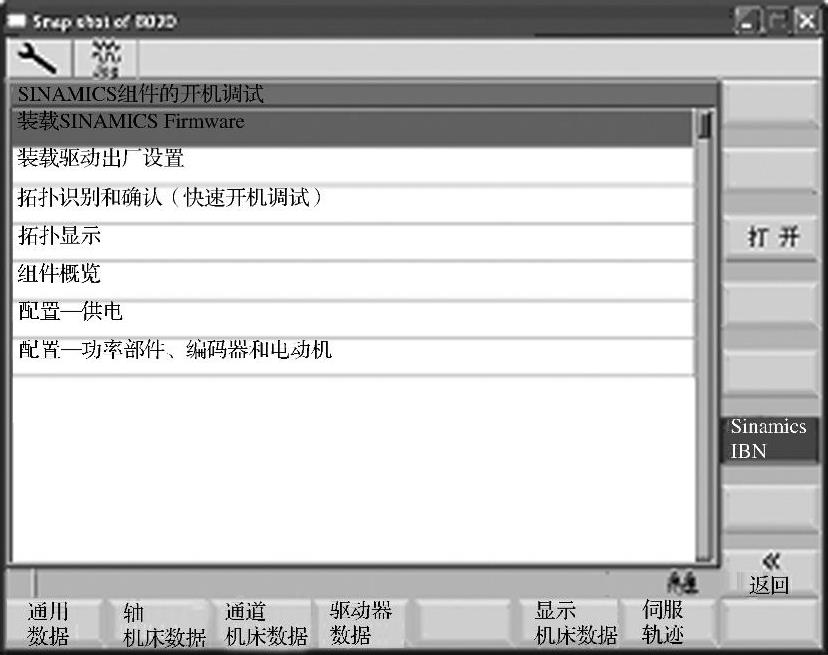
图6-68 SINAMICS S120调试向导
如图6-68所示,为了简化驱动器SINAMICS S120调 试,SINU-MERIK 802D SL专门设计了驱动调试向导,通过调试向导,可轻松实现驱动的调试。但是在起动驱动调试向导进行驱动调试之前,必须断掉驱动器的所有使能;对于带ALM的驱动器,断掉驱动器的主电源。
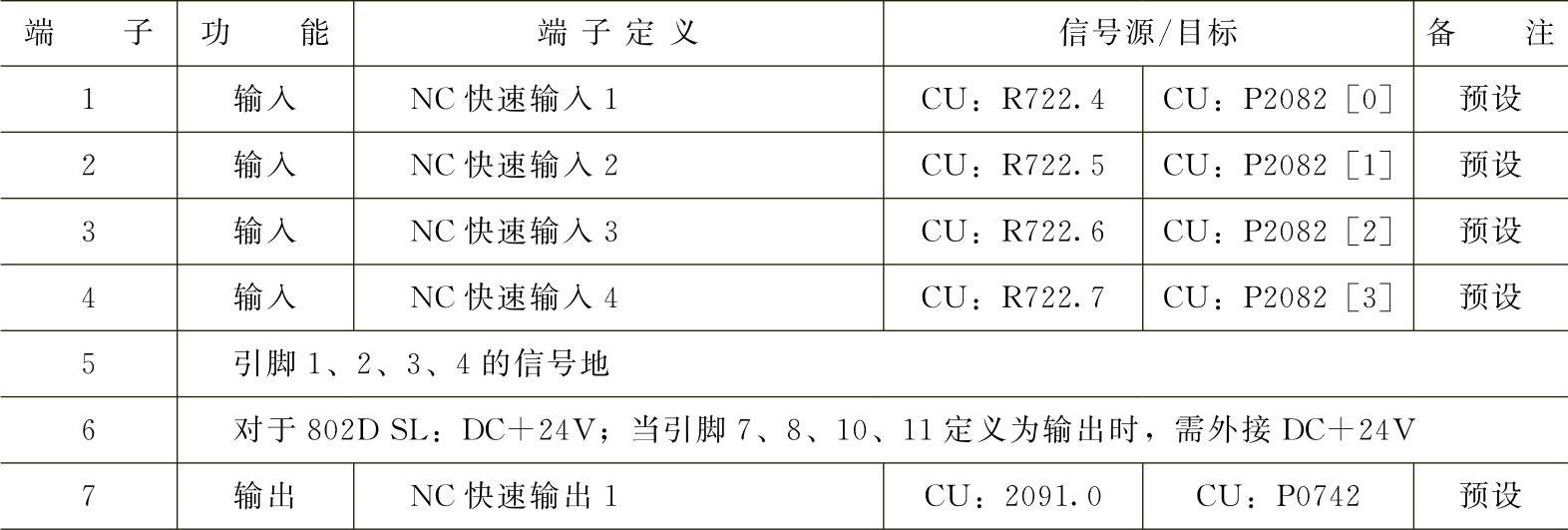
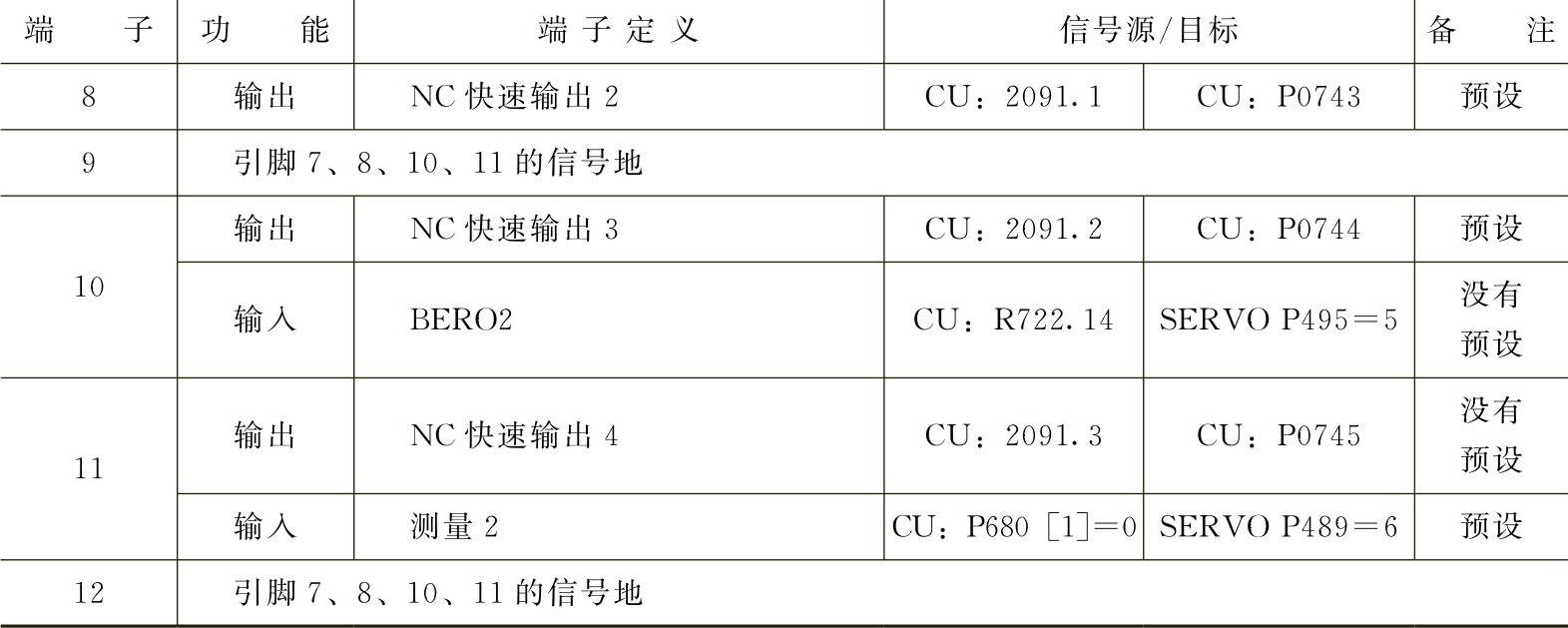
驱动调试向导在配置驱动的同时,还对PCU 210.3的X20、X21
端子进行了定义,如表6-7和表6-8所示。如果需要,可修改端子定义。
表6-7 SINUMERIK802DSL控制端子X20的定义
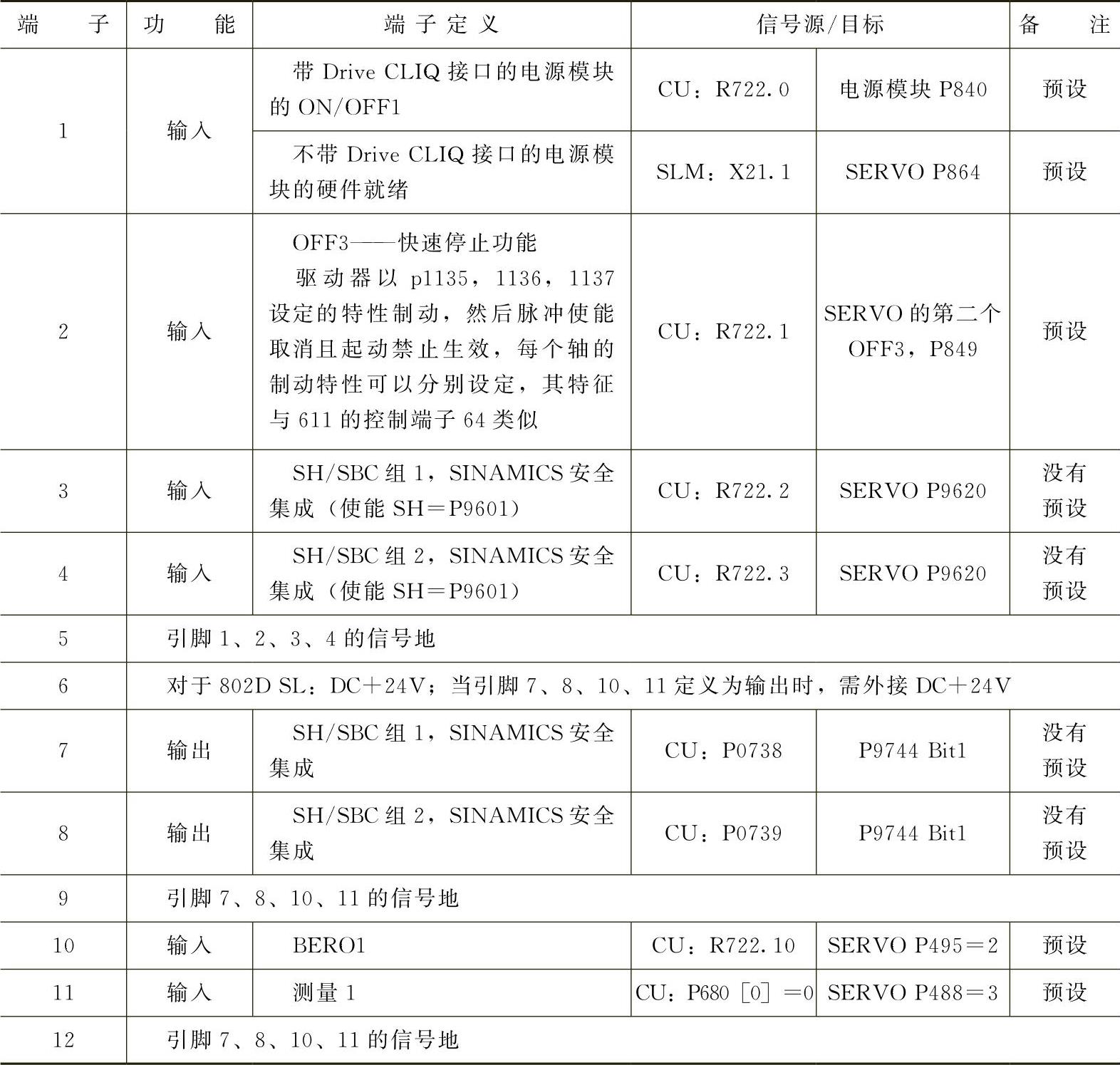
表6-8 SINUMERIK802DSL控制端子X21的定义
(续)
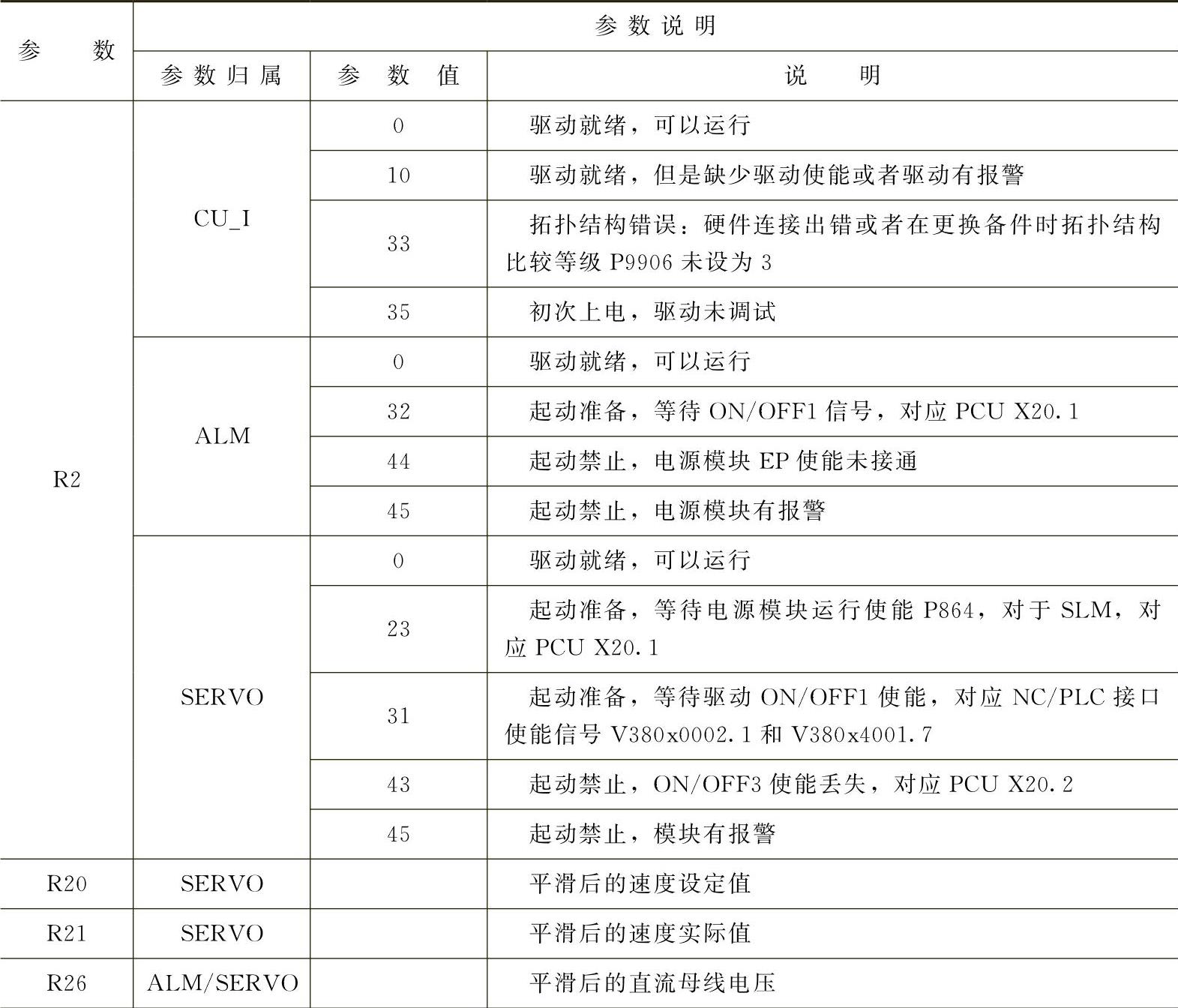
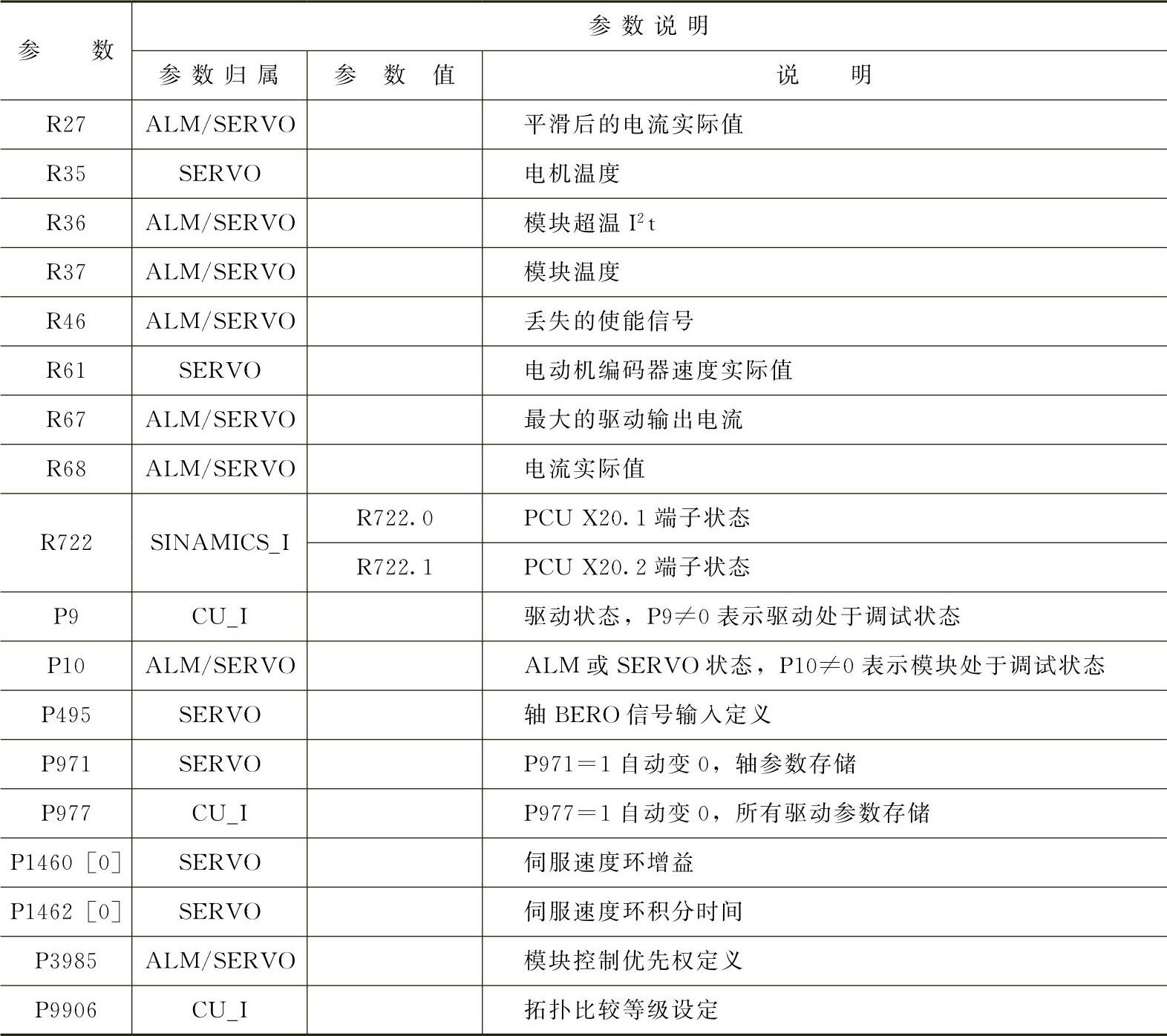
SINAMICS S120的参数有CU控制单元参数、ALM电源模块参数、SERVO轴参数。其中,R参数为只读参数,P参数为可读可写参数,如表6-9所示。
表6-9 SINAMICSS120参数
(续)
⑧NC调试。
NC调试内容主要有总线配置、驱动器模块定位、位置控制使能、传动系统参数配比、驱动器参数优化(速度环和电流环参数)、坐标速度和加速度、位置环增益、返回参考点相关的机床数据、软限位等。
SINUMERIK 802D SL是通过现场总线PROFIBUS对外设模块(如驱动器和输入/输出模块等),PROFIBUS的配置是通过通用参数MD11240来确定的,如图6-69所示。
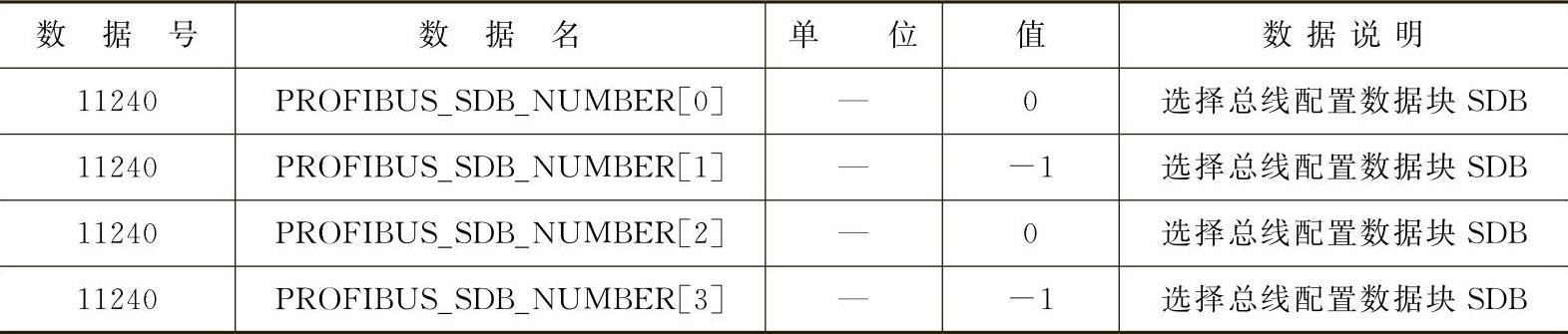
图6-69 MD11240数据
如图6-70所示,数控系统与驱动器之间通过总线连接,系 统根据参数MD30110和MD30220与驱动器建立物理联系。

图6-70 MD30110和MD30220数据
系统出厂设定各轴均为仿真轴,既系统不产生指令输出给驱动器,也不读电动机的位置信号。按图6-71设定参数可激活该轴的位置控制器,使坐标轴进入正常工作状态。

图6-71 MD30130和MD30240默认值
如图6-72所示,传动系统的参数决定了这个坐标轴的实际移动量。

图6-72 MD31030、MD31050和MD31060数据
其他的数据设定不再一一描述,请查阅系统安装调试手册。
⑨数据备份。
在系统调试完毕后,进行数据备份是十分重要的。SINUMERIK 802D SL可在系统内部备份,也可在CF卡上备份,或在计算机的硬盘上备份。
⑩主轴和PLC轴调试。
根据具体机床的主轴情况,对相关的参数如编码器类型、主轴定向停止等进行设定。
SINUMERIK 802D SL的PLC可以通过PLC-NC接口V380x3000/V390x3000对PLC轴进行控制,PLC轴可用于车床伺服刀塔控制、加工中心伺服刀库控制、工件传输等。其PLC轴的硬件配置和其他NC伺服轴相同,使用SINAMICS S120驱动和伺服电动机;PLC轴的类型可以为直线轴、旋转轴或分度轴,但不能为主轴或几何轴;在JOG点动和REF回参考点方式下,其PLC轴和NC伺服轴操作相同,通过点动键进行点动或回参考点操作;在MDA或AUTO自动操作方式下,不能通过加工程序对轴地址进行编程,只能由PLC对其进行控制,但可以充分利用NC-PLC公共数据区;PLC轴的显示和其他伺服轴相同,显示在SINUMERIK802D SL的轴显示区域。
2.SINUMERIK 840D数控系统
(1)功能特点(https://www.xing528.com)
SINUMERIK 840D是20世纪90年代中期开发设计的全数字化数控系统,具有高度模块化及规范化的结构。它将CNC和驱动控制集成在一块电路板上,将闭环控制的全部硬件和软件集成在一起,便于操作、编程和监控。
SINUMERIK 840D保持了西门子前两代系统SINUMREIK 880和SINU-MERIK 840C的三CPU结构,由人机通信CPU(MMC-CPU)、数字控制CPU(NC-CPU)和可编程序逻辑控制器(PLC-CPU)三个CPU分工协调工作,快速高效。在物理结构上,NC-CPU和PLC-CPU合为一体,合成在NCU中,但在逻辑功能上相互独立。
SINUMERIK 840D与SINUMERIK 611D数字化伺服驱动模块及SIMATIC S7-300PLC模块构成的全数字化数控系统,能实现钻削、车削、铣削、磨削等数控功能,也能应用于剪切、冲压、激光加工等数控加工领域。SINUMERIK 840D数控系统具有以下主要功能及特点。
1)控制类型 采用32位微处理器,实现CNC控制,可用于完成CNC连续轨迹控制以及内部集成式PLC控制。
2)机床配置 可实现钻、车、铣、磨、切割、冲、激光加工和搬运设备的控制,备有全数字化的SIMODRIVE 611D数字驱动模块。最多可控制31个进给轴和主轴,进给和快速进给的速度范围为103~999mm/min。其插补功能有样条插补、三阶多项式插补、控制值互联和曲线表插补,这些功能为加工各类曲线曲面零件提供了便利条件。此外,还具备进给轴和主轴同步操作的功能。
3)操作方式 其操作方式主要有AUTOMATIC(自动)、JOG(手动)、TEACH IN(示教编程)、MDA(手动数据自动化)。
4)轮廓和补偿SINUMERIK 840D可根据用户程序进行轮廓的冲突检测、刀具半径补偿的进入和退出及交点计算、刀具长度补偿、螺距误差补偿和测量系统误差补偿、反向间隙补偿、过象限误差补偿等。
5)安全保护功能 数控系统可通过预先设置软极限开关的方法,进行工作区域的限制及程序执行中的进给减速,同时还可以对主轴的运行进行监控。
6)NC编程SINUMERIK 840D系统的NC编程符合DIN 66025标准(德国工业标准),具有高级语言编程特色的程序编辑器,可进行公制、英制尺寸或混合尺寸的编程;程序编制与加工可同时进行;系统具备1.5MB的用户内存,用于零件程序、刀具偏置、补偿的存储。
7)PLC编程SINUMERIK 840D的集成式PLC完全以标准SIMATIC S7-300模块为基础,PLC程序和数据内存可扩展到288KB,I/O模块可扩展到2048个输入/输出点,PLC程序能以极高的采样速率监视数据输入,向数控机床发送运动停止/起动等指令。
8)操作部分硬件SINUMERIK 840D系统提供有标准的PC软件、硬盘、奔腾处理器,用户可在MS-Windows98/2000下开发自定义的界面。此外,两个通用接口RS232可使主机与外设进行通信,用户还可通过磁盘驱动器接口和打印机并行接口完成程序存储、读入及打印工作。
9)显示部分SINUMERIK 840D提供了多语种的显示功能,用户只需按一下按钮,即可将用户界面从一种语言转换为另一种语言。系统提供的语言有中文、英语、德语、西班牙语、法语、意大利语,显示器上可显示程序块、电动机轴位置、操作状态等信息。
10)数据通信SINUMERIK 840D系统配有RS232C/TTY通用操作员接口,加工过程中可同时通过通用接口,进行数据的输入/输出。此外,用PCIN软件可以进行串行数据通信,通过RS232接口可方便地使SINUMERIK 840D与西门子编程器或普通的个人电脑连接起来,进行加工程序、PLC程序、加工参数等各种信息的双向通信。用SINDNC软件可以通过标准网络进行数据传送,还可以用CNC高级编程语言进行程序的协调。
(2)系统基本构成
SINUMERIK 840D数控系统的基本构成如图6-73所示,主要包括以下几部分。
1)数控单元电源 主要提供+5V、+15V、-15V、+24V、-24V直流电源。其中,24V直流电源用于单元内继电器控制,其余用于各板的供电。
2)主电路板 主电路板应用模块式组合,连接各功能板、故障报警等。主CPU在该板上,CPU选用奔腾处理器,用于系统主控。
3)基本轴控制板 提供X、Y、Z和其他轴的进给指令,接收从X、Y、Z和其他轴位置编码器反馈的位置信号。
4)存储器板 接收系统操作面板的键盘输入信号,提供串行数据传送接口、手摇脉冲发生器接口、主轴模拟量和位置编码器接口、存储系统参数、刀具参数和零件加工程序等。
5)伺服系统 由FM354和SPWM、SIMODRIVE6、IFK6/IFK6/IFT5D等组成,实现对机床的运动控制。
6)位置检测系统 采用增量直线位移测量元件,实现机床的闭环检测。
7)操作面板 操作面板使用全数控键盘布局。
8)机床控制面板 机床控制面板按钮使用图形符号,使操作更加容易。
9)显示器 显示器选用10.4英寸彩色显示器,便于观察机床运行状态。
10)输入/输出接口 通过两个RS232C和RS444/485,实现与外部设备的连接。
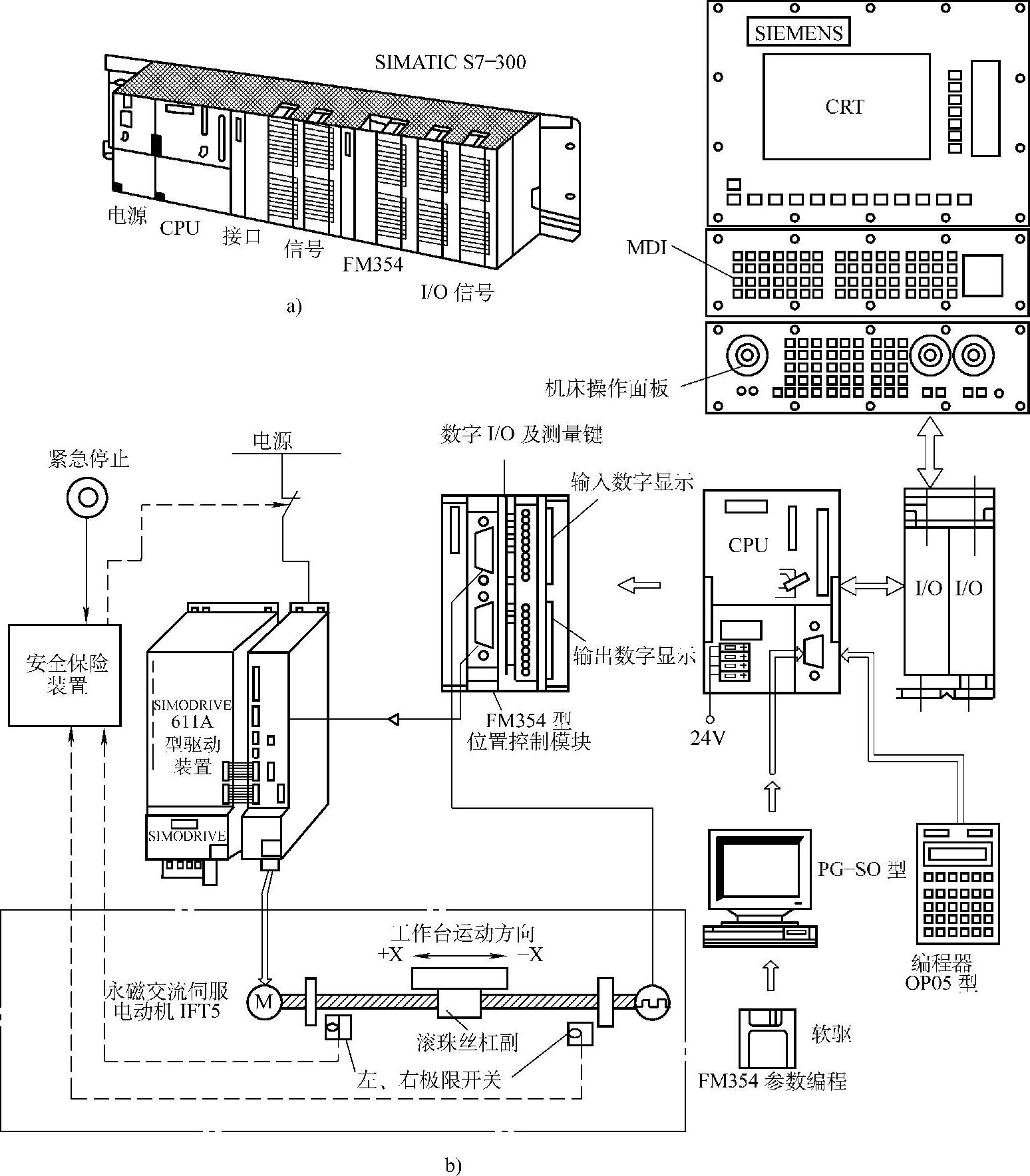
图6-73 SINUMERIK 840D数控系统的构成
a)模块式组合 b)连接图
(3)内部硬件组成
SINUMERIK 840D系统硬件组成原理如图6-74所示,包括以下主要功能单元。
1)数字控制单元(NCU)NCU(Numerical Control Unit,NCU)是SINU-MERIK 840D数控系统的控制中心和信息处理中心,数控系统的直线插补、圆弧插补等轨迹运算和控制、PLC系统的算术运算和逻辑运算都是由NCU完成的。在SINUMERIK 840D中,NC-CPU和PLC-CPU采用硬件一体化结构,合成在NCU中。
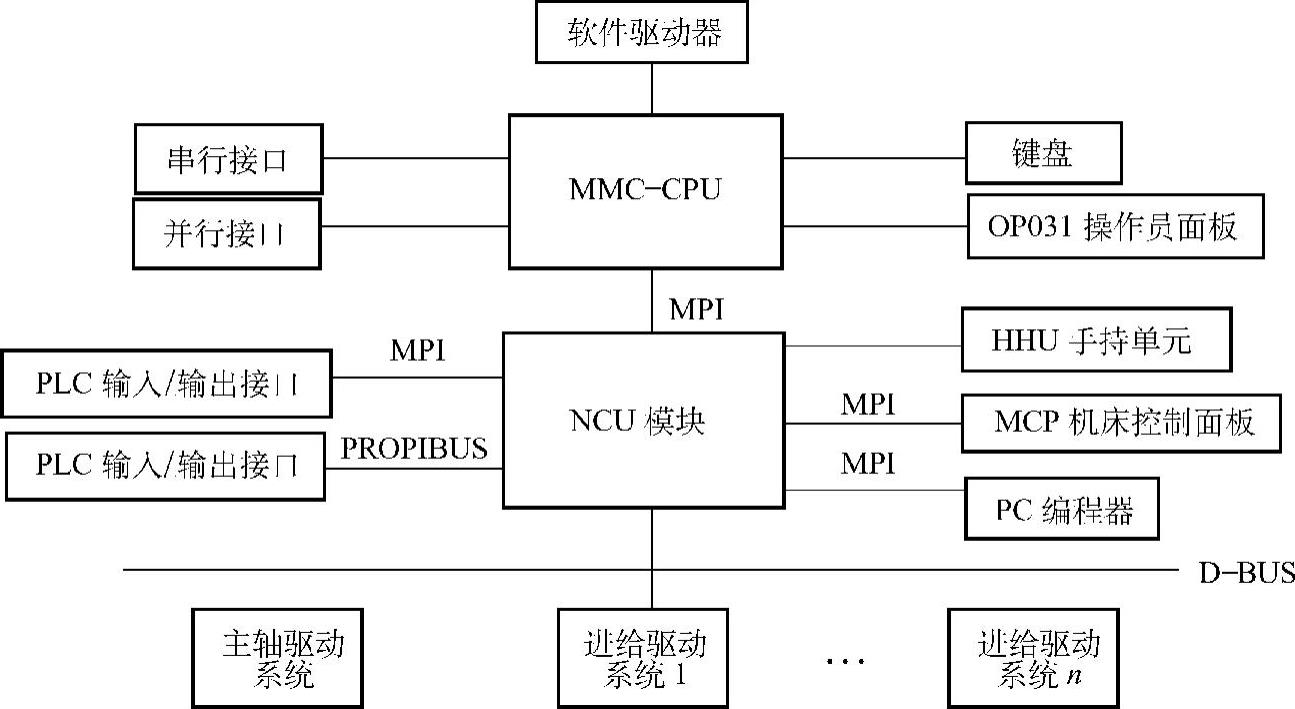
图6-74 SINUMERIK 840D数控系统硬件组成框图
2)人机通信中央处理单元(MMC-CPU)MMC-CPU的主要作用是完成机床与外界及与PLC-CPU、NC-CPU之间的通信。其内带硬盘,用以存储系统程序、参数等。
3)操作员面板(OP031)操作员面板OP的作用是:显示数据及图形,提供人机显示界面;编辑、修改程序及参数;实现软功能操作。
在SINUMERIK 840D中,有OP031、OP032、OP032S、OP030以及PHG等五种操作面板。其中,OP031是经常使用的操作员面板。
4)机床控制面板(MCP)MCP的主要作用是完成数控机床的各类硬功能键的操作,主要包括以下六个:
①操作模式键区。可选择的操作模式有了JOG、MD、TEACH-IN和AUTO等四种操作模式。
②轴选择键区。实现轴选择,完成轴的点动进给、回参考点和增量进给。
③自定义键区。供用户使用,通过PLC的数据块实现与系统的联系,完成机床生产厂家所要求的特殊功能。
④主轴操作区。主轴倍率开关,实现主轴转速0%~150%倍率修调。主轴起停按钮实现主轴驱动系统的起停,一般控制主轴驱动系统的脉冲使能和驱动使能。
⑤进给轴操作区。进给轴倍率开关,实现进给轴转速0%~200%倍率修调。进给轴起停按钮实现进给轴驱动系统的起停,一般控制进给轴驱动系统的脉冲使能和驱动使能。
⑥急停按钮。实现机床的紧急停车,切断进给轴和主轴的脉冲使能和驱动使能。
5)I/RF主电源模块 主电源模块的主要功能是实现整流和电压提升。
6)驱动系统 它包括主轴驱动系统和进给驱动系统两部分。
(4)系统软件结构
SINUMERIK 840D系统软件结构如图6-75所示,该系统包括MMC软件系统、NC软件系统、PLC软件系统和通信及驱动接口软件四大部分。
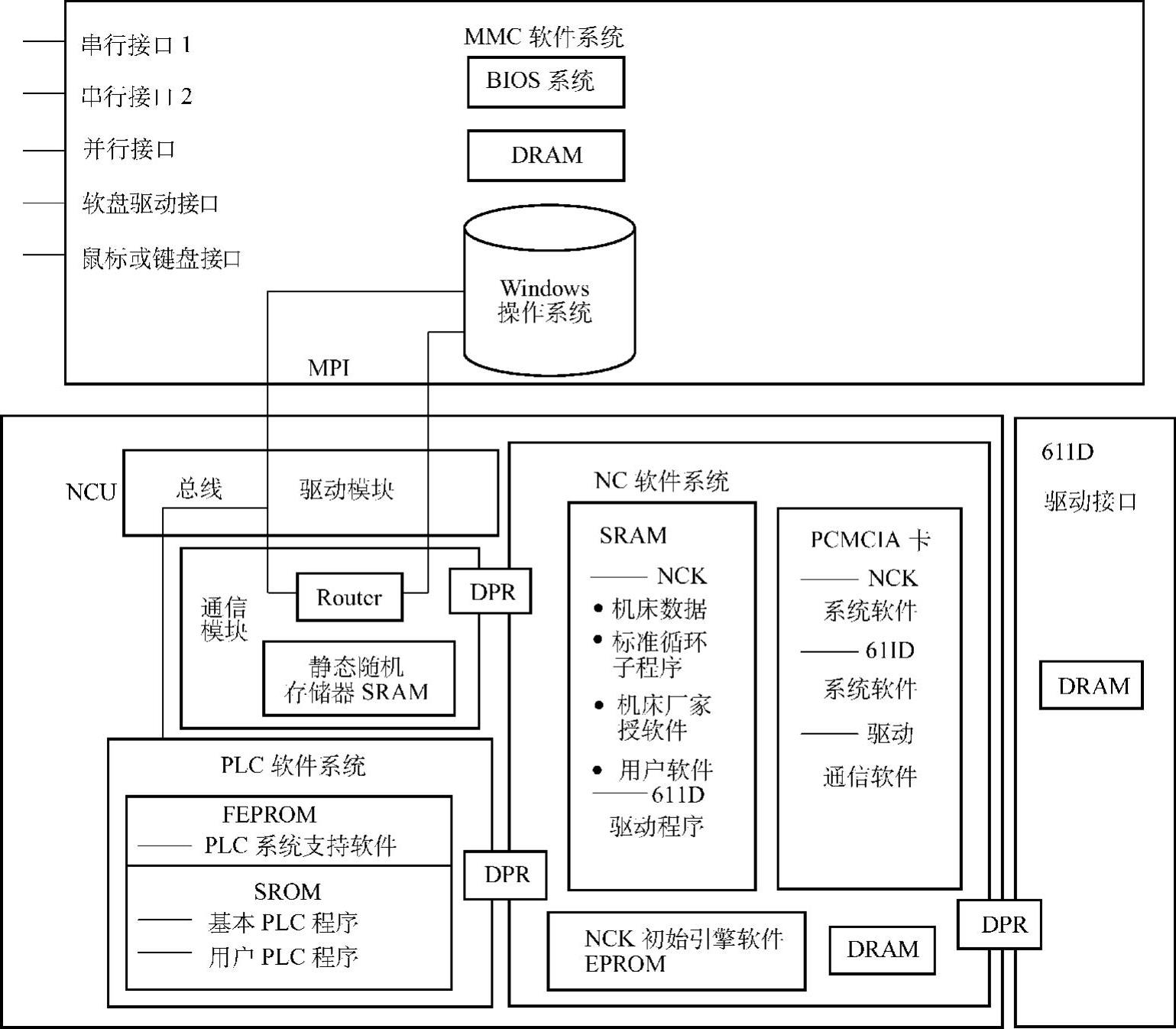
图6-75 SINUMERIK 840D数控系统软件结构图
1)MMC软件系统 在MMC102/103以上系统均带有5GB或10GB的硬盘,内装有基本输入/输出系统(BIOS),DR-DOS内核操作系统、Windows95操作系统,以及串口、并口、鼠标和键盘接口等驱动程序,支撑SINUMERIK与外界MMC-CPU、PLC-CPU、NC-CPU之间的相互通信及任务协调。
2)NC软件系统NC软件系统包括下列内容:
①NCK数控核初始引导软件。该软件固化在EPROM中。
②NCK数控核数字控制软件系统。它包括机床数据和标准的循环子系统,是西门子公司为提高系统的使用效能而开发的一些常用的车削、铣削、钻削和镗削等功能的软件。用户必须理解每个循环程序的参数含义后,才能进行调用。
③SIMODRIVE 611D驱动数据。它是指SINUMERIK 840D数控系统所配套使用的SIMODRIVE 611D数字式驱动系统的相关参数。
④PCMCIA卡软件系统。在NCU上设置有一个PCMCIA插槽,用于安装PCMCIA个人计算机存储卡,卡内预装有NCK驱动软件和驱动通信软件等。
3)PLC软件系统PLC软件系统包括PLC系统支持软件和PLC程序。
①PLC系统支持软件。它支持SINUMERIK 840D数控系统内装的CPU315-2DP型可编程序逻辑控制器的正常工作,该程序固化在NCU内。
②PLC程序。它包含基本PLC程序和用户PLC程序两部分。
4)通信及驱动接口软件 它主要用于协调PLC-CPU、NCK-PU和MMC-CPU三者之间的通信。
(5)各单元模块的外部连接端口功能
1)CNC模块 其接口如图6-76所示,其中各接口端的意义如下:
①X101:操作面板接口端,该端口通过电缆与MMC(人机通信接口板)及机床操作面板连接。
②X102:RS485通信接口端,该端口主要是满足西门子通信协议的要求。
③X111:PLC S7-300输入/输出接口端,该端口提供了与PLC连接的通道。
④X112:RS232通信接口端,实现与外部的通信。例如要由数个数控机床构成DNC系统,实现系统的协调控制,则各个数控机床均要通过该端口与主控计算机通信。
⑤X121:多路输入/输出接口端,通过该端口数控系统可与多种外接设备连接,例如与控制进给运动的手轮、CNC输入/输出的连接。
⑥X122:PLC编程器PG接口端,通过该端口与西门子PLC编程器PG连接,以此传输PG中的PLC程序到NC模块,或从NC模块将PLC程序拷贝到PC中,另外还可在线实时监测PLC程序的运行状态。
⑦X103A、X103B:电动机驱动器SIMODRIVE 611D的输入/输出扩展端口,通过扁平电缆将驱动总线与各个驱动模块连接起来,对各个伺服电动机进行控制。
⑧X172:数控系统数据控制总线端口,通过扁平电缆与各相关模块的系统数据控制总线联系起来。
⑨X173:数控系统控制程序储存卡插槽。
2)电源模块 其接口端如图6-77所示,其中主要接口端的意义如下:
①X111:“准备好”信号,由电源模块输出至PLC的电源模块,表示电源正常。
②X121:使能信号,由PLC输出至电源模块、数控模块,表示外部电路信号正常。
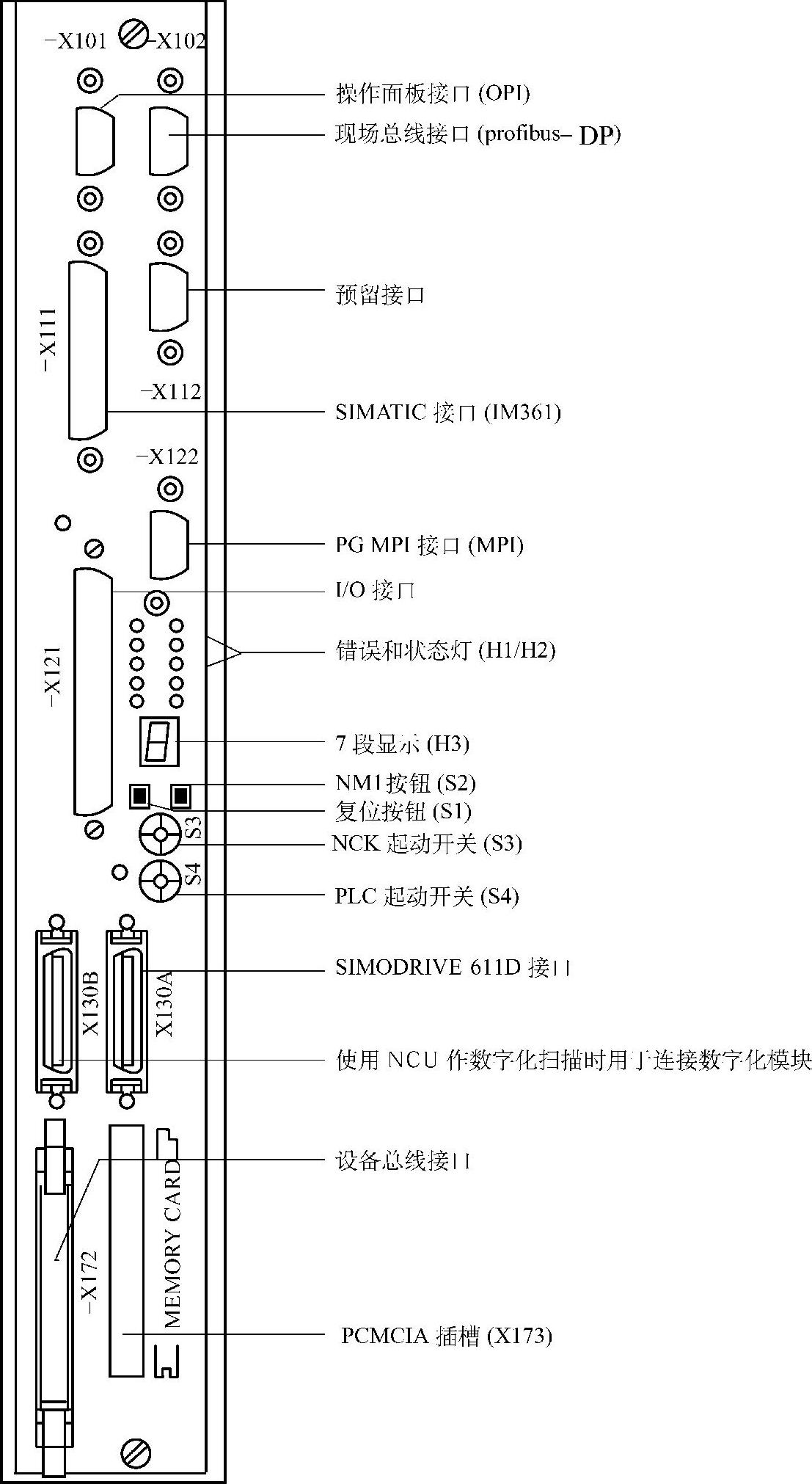
图6-76 SINUMERIK 840D CNC模块接口
③X141:电源模块的电源工作正常输出信号端口。
④X161:电源模块的设定操作和标准操作选择端口。
⑤X171:线圈通电触点,控制电源模块内部线路预充电接触器(一般按出厂状态使用)。
⑥X172:启动禁止信号端(一般按出厂状态使用)。
⑦X181:供外部使用的供电电源端口,包括直流电源600V、三相交流电源380V。
3)伺服电动机驱动模块 如图6-78所示,SIMODRIVE 611D分为双轴模块和单轴模块两种。相应的进给伺服电动机可采用1FT6或者1FK6系列,编码器信号为1Vpp正弦波,可实现全闭环控制。
①X411、X412:电动机内置光电编码器,反馈至该端口进行位置和速度反馈的处理。
②X421、X422:机床拖板直接位置反馈(光栅)端口。
③X431:脉冲使能端口,使能信号一般由PLC给出。
④X432:高速输入/输出接口端。
⑤X341、X351:驱动、数据总线端口。
(6)系统连接
各部分之间的关系和连接方法如图6-79所示。SINUMERIK 840D常用组态方式如图6-80所示。
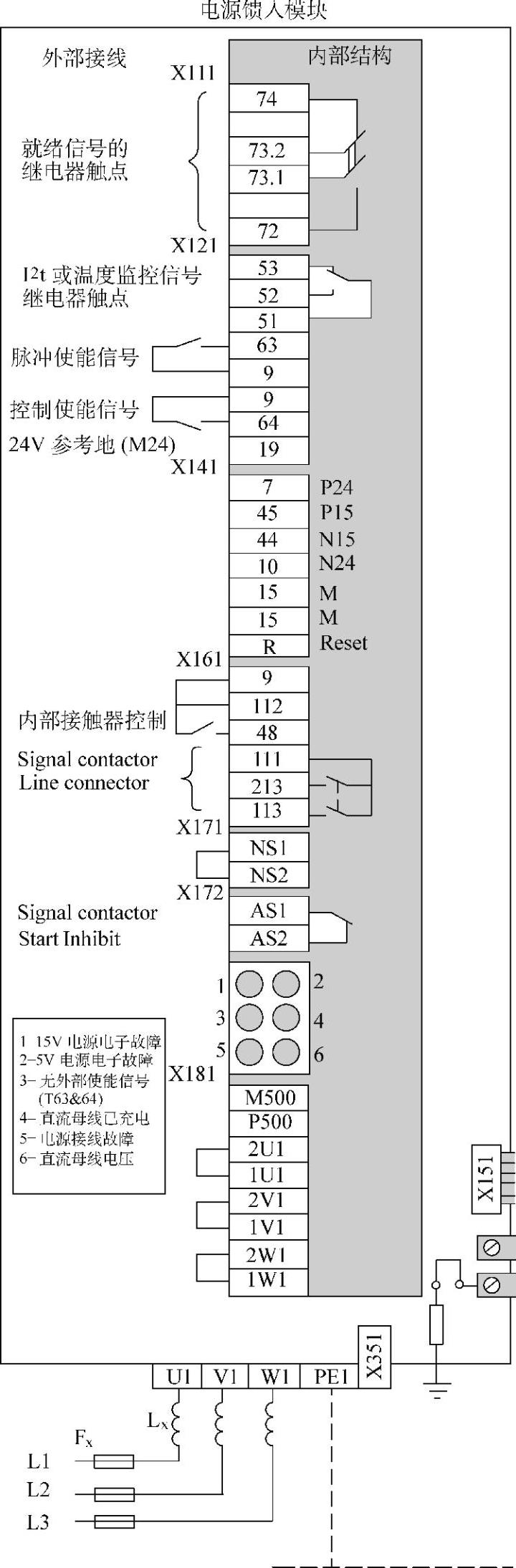
图6-77 SIMODRIVE 611D主电源 模块(10~55kW)连接图
(7)参数设置
SINUMERIK 840D的参数设置主要包括机床数据设置、变量的输入设置、接口参数设置和PLC参数设置。
1)机床数据设置 机床数据应设置的内容包括:
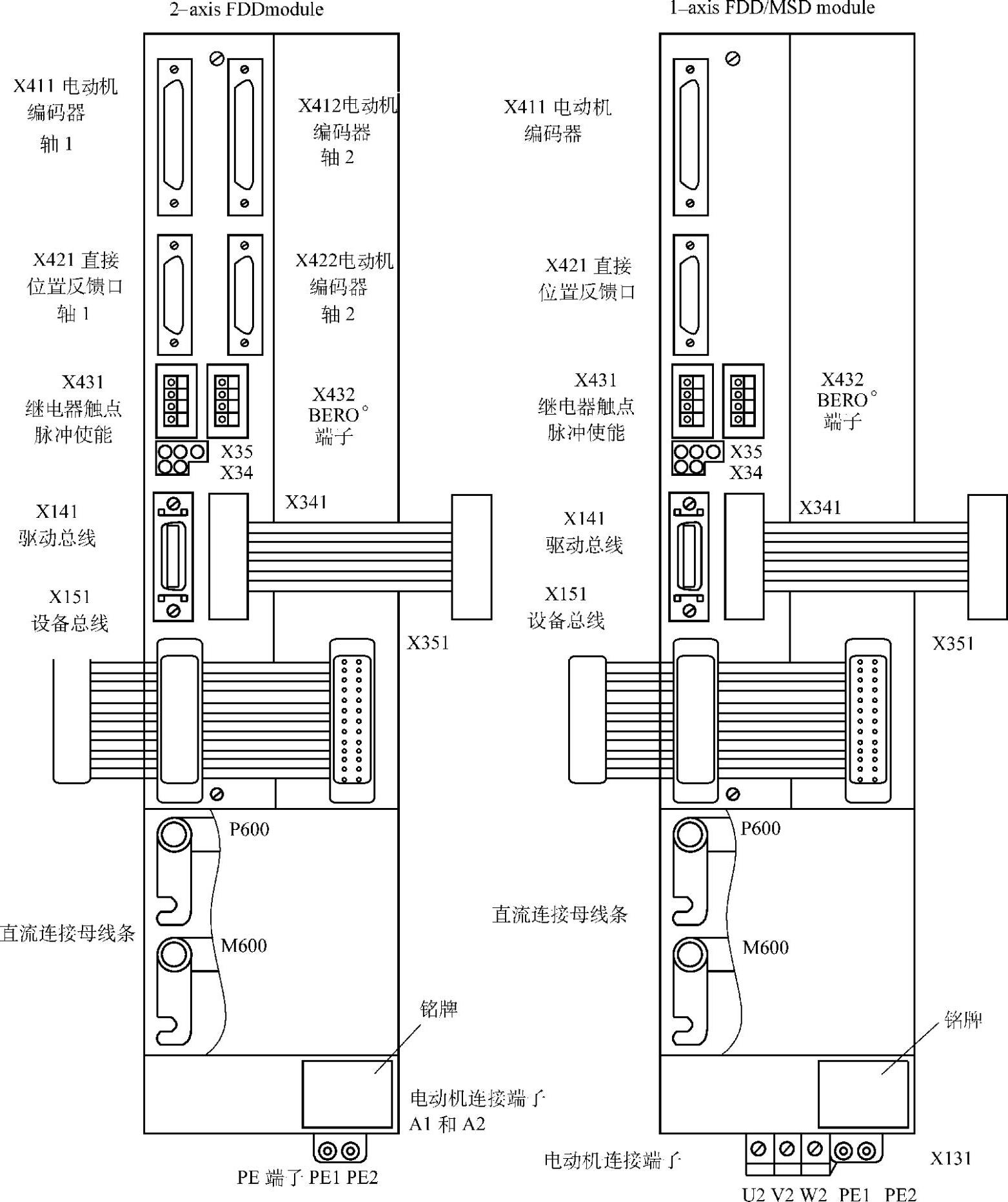
图6-78 SIMODRIVE 611D伺服电动机驱动模块
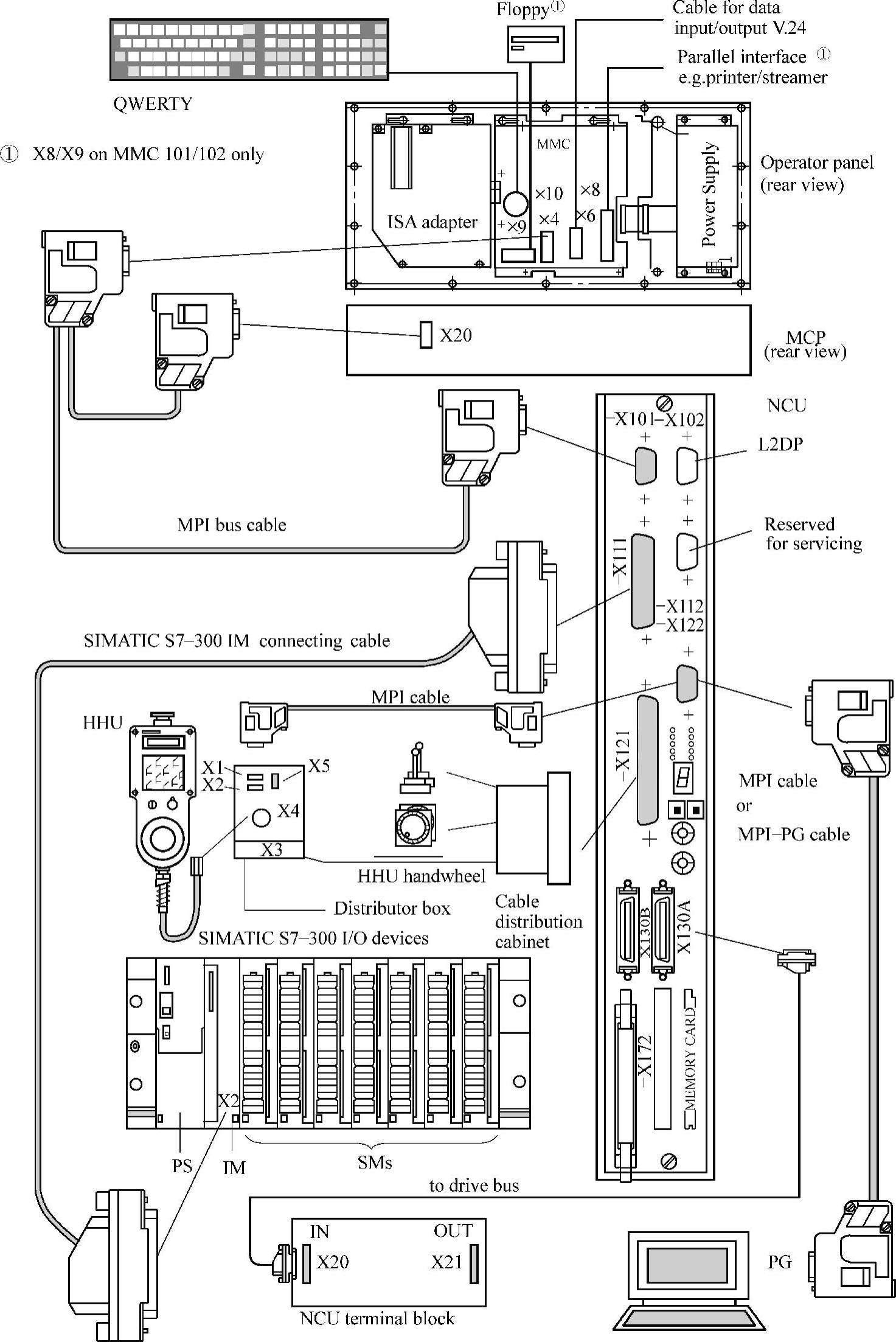
图6-79 SIMODRIVE 840D系统连接图
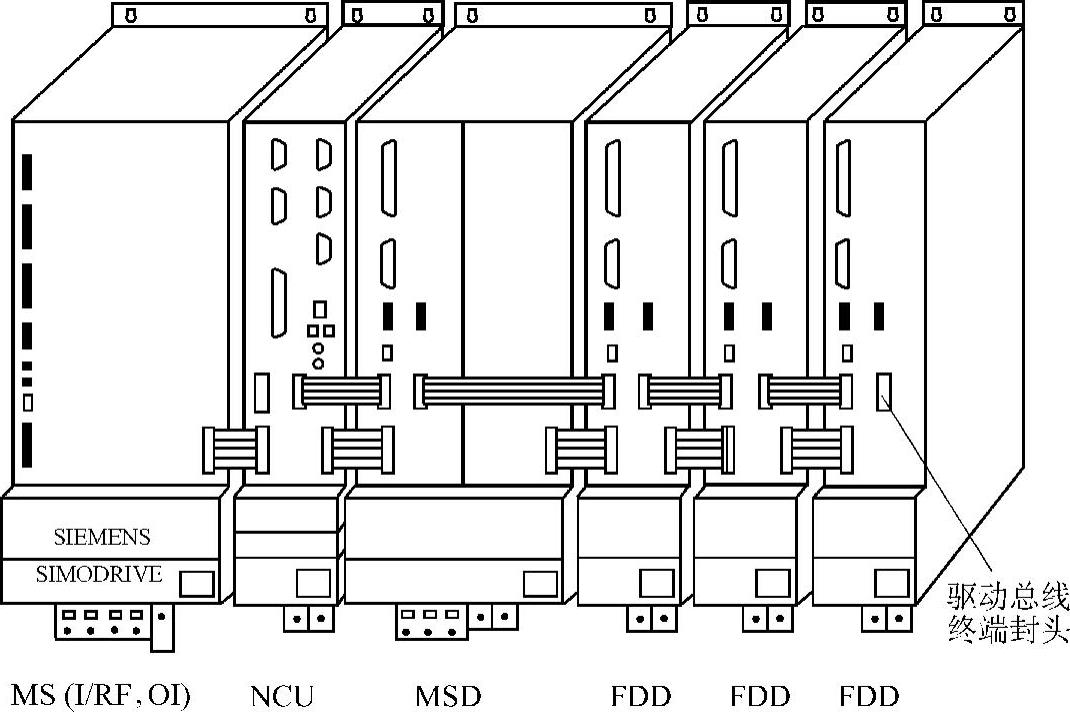
图6-80 SINUMERIK 840D常用组态方式
①驱动器数据。
②液压模块数据。
③操作面板数据。
④通用机床数据。
⑤专用机床数据。
⑥轴用机床数据。
2)变量设置 变量设置的内容主要包括:
①系统变量。
②轴状态变量。
③驱动状态变量。
④刀具和刀库数据。
⑤伺服系统变量。
⑥诊断数据。
⑦MMC状态数据。
3.SINUMERIK 810数控系统
(1)SINUMERIK 810T/M
SINUMERIK 810T/M是西门子公司在80年代中期推出的一种全功能数控系统,在我国应用较广泛。其中,SINUMERIK 810T用于数控车床,SINUMERIK810M用于数控铣床及加工中心的控制。该系统的主CPU为Intel 80186,协处理器为Intel 80187,具有CRT图形显示、引导式编程、轮廓简要描述、固定循环软件包、图形轨迹模拟等功能,还具有RS232的PLC数据传输和S5编程接口。该系统结构紧凑,具有很强的自诊断能力,能及时地对数控装置、伺服装置以及机床出现的故障在屏幕上显示报警号和报警信息,停止相应的运动。
SINUMERIK 810T/M数控系统内装集成式操作面板如图6-81所示。
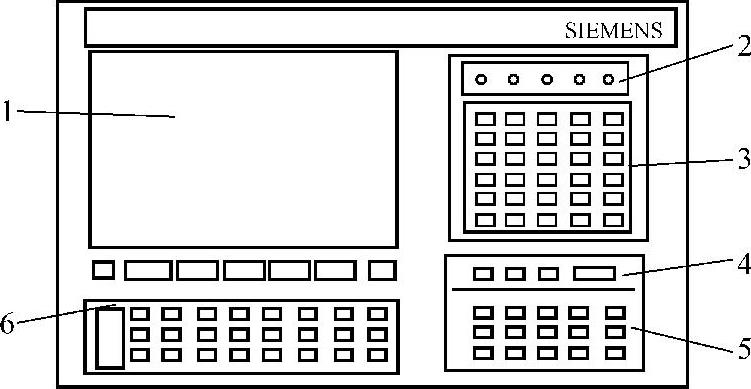
图6-81 SINUMERIK 810T/M系统
1—带软键的CRT显示 2—状态指示区 3—地址/数字键 4—编辑键和输入键 5—控制键 6—内置式机床控制面板
状态指示区装有五个发光二极管作状态显示,其符号和意义如图6-82所示。
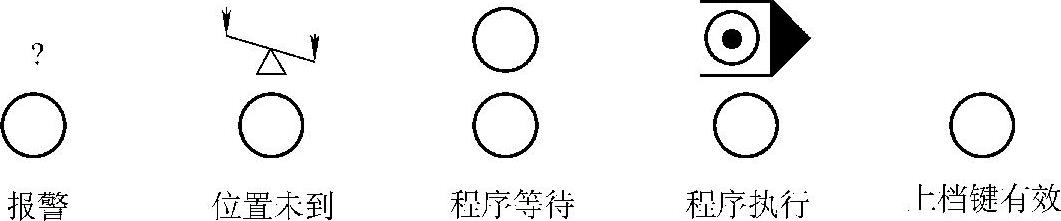
图6-82 状态指示区
SINUMERIK 810T/M系统背部端口如图6-83所示。
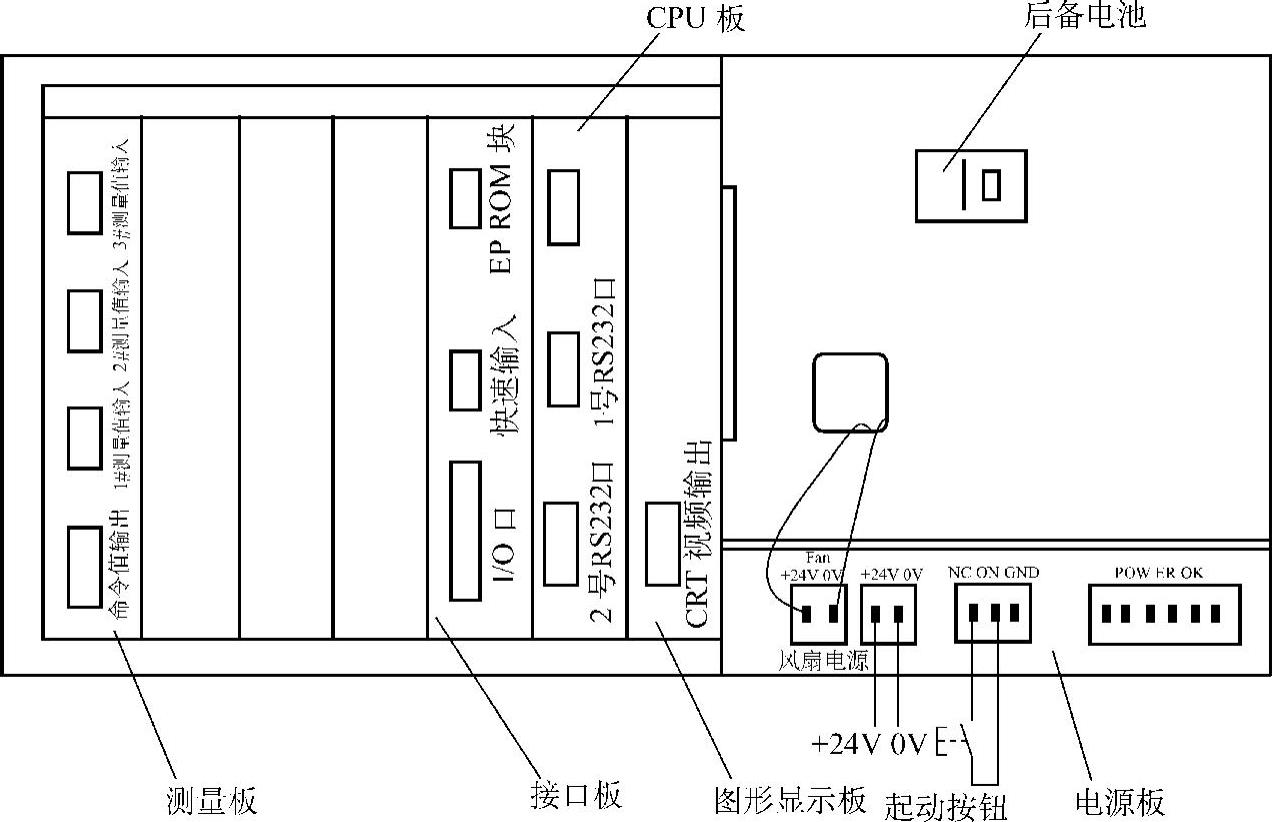
图6-83 SINUMERIK 810T/M系统背部端口
1)I/O口 可连接四块I/O板和一个手轮板(该手轮板可以接三个手轮),有三个34芯扁平插头(64个输入口,32个输出口,24V直流,额定电流0.5A)。
2)快速输入口 用于连接个坐标轴参考点减速开关。
3)RS232通信接口 该接口通过扁平电缆线引到前面板上,用来连接计算机等。
4)CRT视频输出 通过扁平电缆连接到CRT显示器。
5)位置命令输出口 可以接三组伺服驱动,每组四根线,连接如图6-84所示。
6)实际值(测量值)输入接伺服电动机的编码器反馈,2000脉/转。
7)SIMODRIVE 611A交流伺服驱动器SIMODRIVE 611A采用拼装式结构,一个功率板可以带两个伺服电动机。其外形及主要接口如图6-85所示。
(2)SINUMERIK 810D
SINUMERIK 810D数控系统可以看作是SINUMERIK 840D数控系统的简化版,与SINUMERIK 840D的操作控制系统、编程单元以及接口是完全一样 的。SINUMERIK 810D系统中没有驱动接口,它将数控系统与驱动控制系统作为一个不可分割的部分集成在同一块电路板上,最多可控制四个进给轴和两个主轴。如图6-86所示,其操作面板同SINUMER-IK 801T/M相似。

图6-84 位置给定命令输出与伺服驱动器的连接
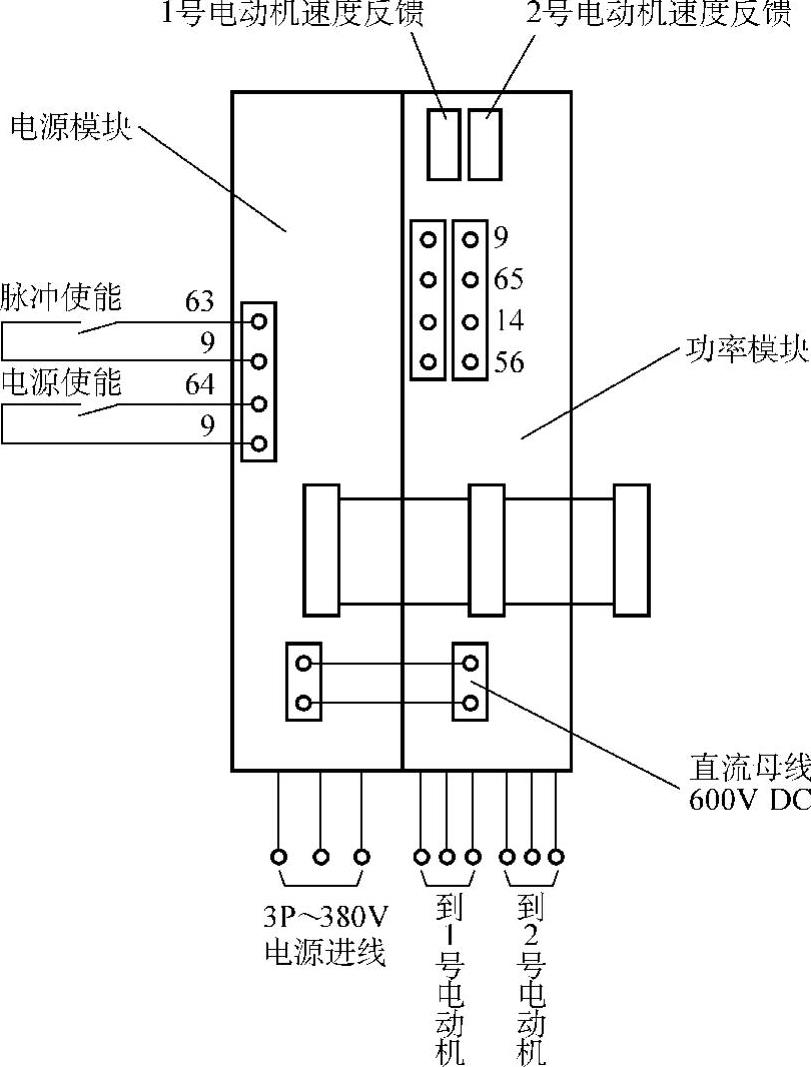
图6-85 SIMODRIVE 611A交流伺服驱动器外部结构及主要端口
图6-86 SINUMERIK 810D Power Line操作面板
如图6-87所示,SINUMERIK 810D的CCU 3单元有两轴版和三轴版两种规格:两轴版用于带两个最大不超过11N·m(9/18A)进给电动机的驱动,即2×11N·m;三轴版用于带两个最大不超过9N·m(6/12A)进给电动机的驱动和一个9 kW(18/36A→FDD或24/32A→MSD)的主轴,即2×9N·m+1×9kW(主轴)。CCU单元上有六个反馈接入口,最大可带六轴,包括一个主轴(带位置环),根据需要可在CCU单元右侧扩展SIMO-DRIVE 611D模块。
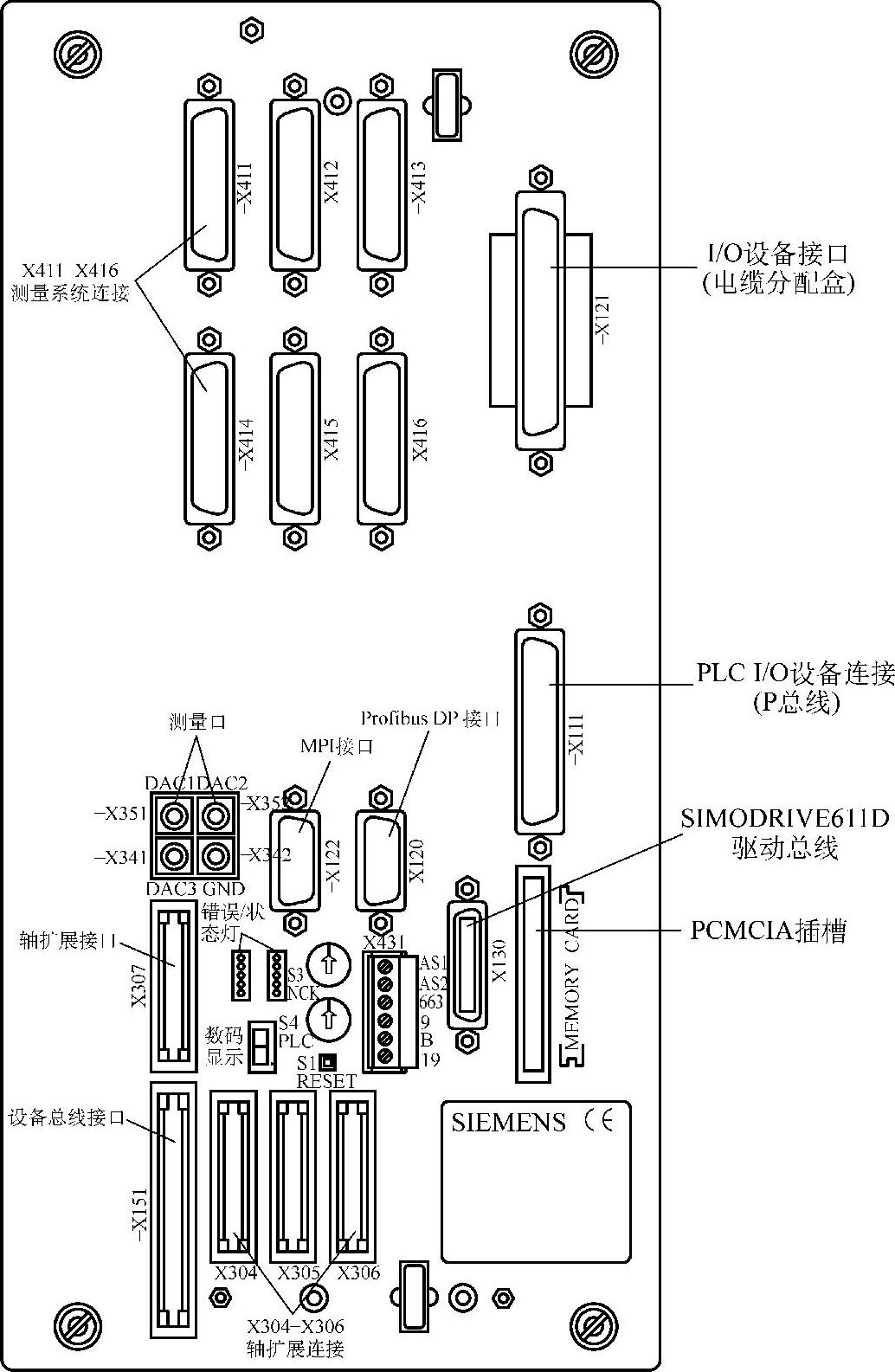
图6-87 SINUMERIK 810D CCU3接口图
SINUMERIK 810D系统连接如图6-88所示。
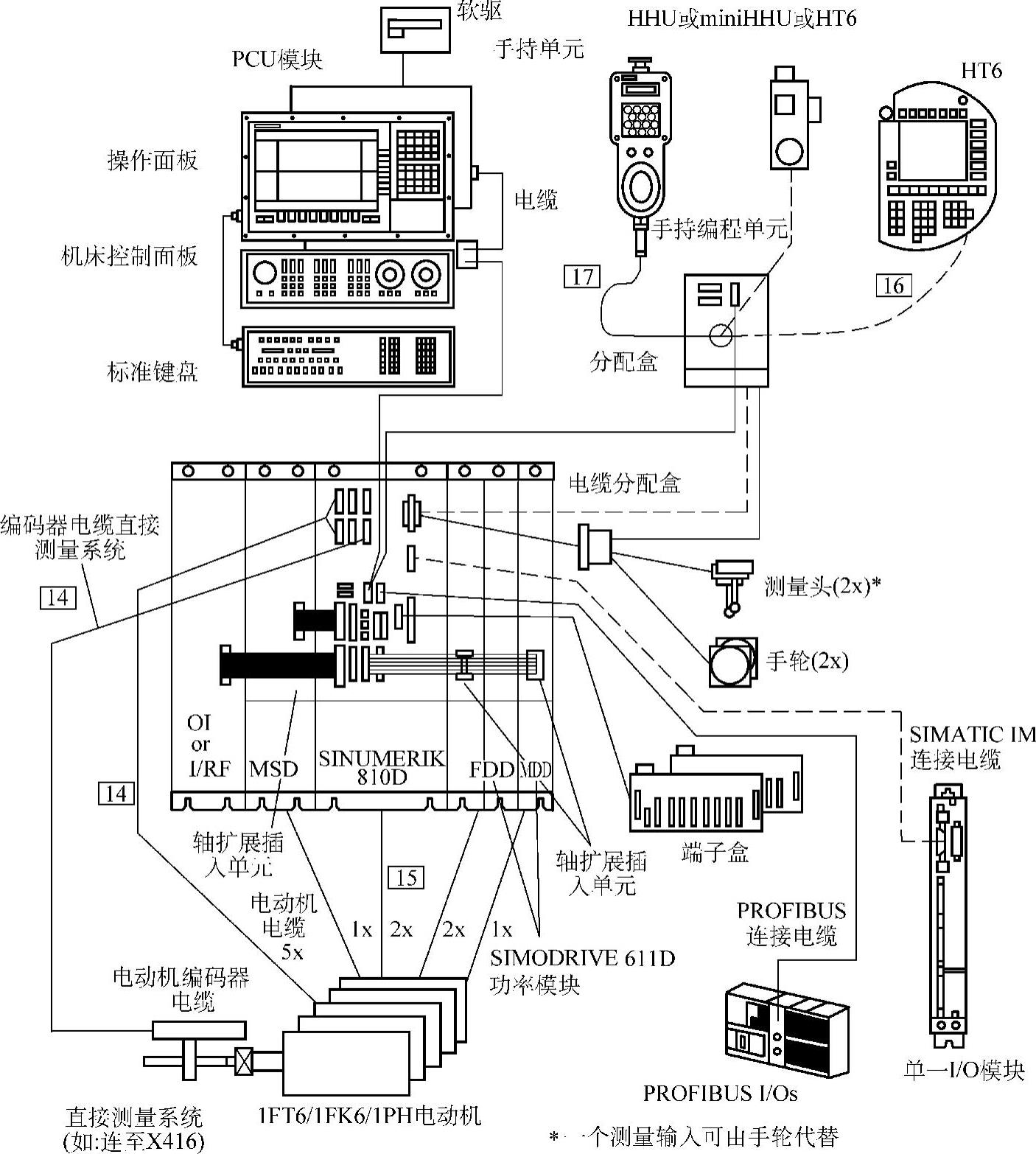
图6-88 SINUMERIK 810D系统连接图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。