



1.数控机床坐标系
如图1-13所示,数控机床坐标系是为了确定工件在机床中的位置而在数控机床上建立的一个标准的右手直角笛卡儿坐标系。基本坐标轴X、Y、Z的关系及其正方向用右手直角定则判定。拇指为X轴,食指为Y轴,中指为Z轴,围绕X、Y、Z各轴的回转运动及其正方向+A、+B、+C分别用右手螺旋定则判定,拇指为X、Y、Z的正向,四指弯曲的方向为对应的A、B、C的正向。
不论机床的具体结构如何,一律看做是工件相对静止而刀具运动。机床的直线坐标轴的判定顺序是先Z轴,再X轴,最后按右手定则判定Y轴。增大工件与刀具之间距离的方向为坐标轴正方向。如果是刀具静止而工件运动,则用带“'”的字母表示工件的正向运动,如+X'、+Y'、+Z'分别表示工件相对于刀具正向运动的指令,它们与+X、+Y、+Z表示的运动方向恰好相反。
(1)Z坐标轴
Z坐标轴的运动由传递切削力的主轴决定,与主轴平行的标准坐标轴为Z坐标轴;若机床没有主轴(刨床),则Z坐标轴垂直于工件装夹面;若机床有几个主轴,可选择一个垂直与工件装夹面的主要轴为主轴,并以它确定Z坐标轴。
(2)X坐标轴
X坐标轴的运动是水平的,它平行于工件装夹面,是刀具或工件定位平面内的运动的主要坐标。如图1-14所示,对于工件旋转的机床(车床、磨床),X坐标的方向在工件的径向上,并且平行于横滑座,刀具离开工件回转中心的方向为X坐标的正方向。如图1-15所示,对于刀具旋转的机床(铣床),若Z坐标轴是水平的(卧式铣床),当由主轴向工件看时,X坐标轴的正方向指向右方;若Z坐标轴是垂直的(立式铣床),当由主轴向立柱看时,X坐标轴的正方向指向右方;对于双立柱的龙门铣床,当由主轴向左侧立柱看时,X坐标轴的正方向指向右方。对刀具和工件均不旋转的机床(刨床),X坐标平行于主要切削方向,并以该方向为正方向。
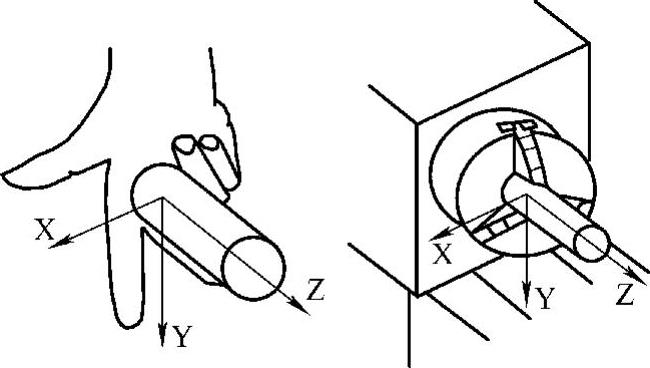
图1-14 数控卧式车床坐标系
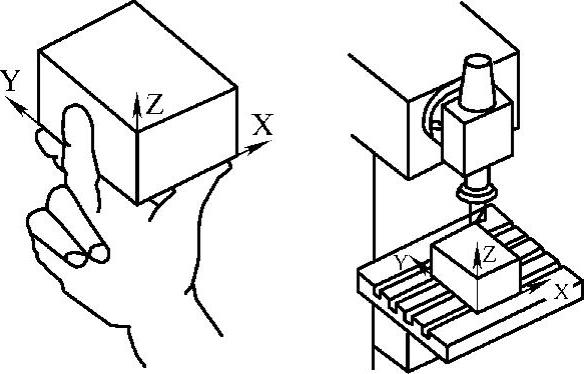
图1-15 数控立式铣床坐标系
(3)Y坐标轴
根据X、Z坐标轴,按照右手直角笛卡儿坐标系确定。如在X、Y、Z主要直线运动之外还有第二组平行于它们的运动,可分别将它们坐标定为U、V、W。
(4)机床坐标系定义示例
数控转塔压力机集机、电、液、气于一体化,它能够在板材上自动进行冲孔加工、浅拉深成形等压力加工,其外形结构如图1-16所示。它的坐标轴一般由X、Y、A和C轴组成。其中X轴指将工件沿垂直于床身长度方向移动的伺服驱动轴;Y轴指将工件沿垂直于床身长度方向移动的伺服驱动轴;A轴指旋转转塔型刀具库选择模具的旋转轴;C轴指模具自动分度的旋转轴,可以任意角度旋转模具。
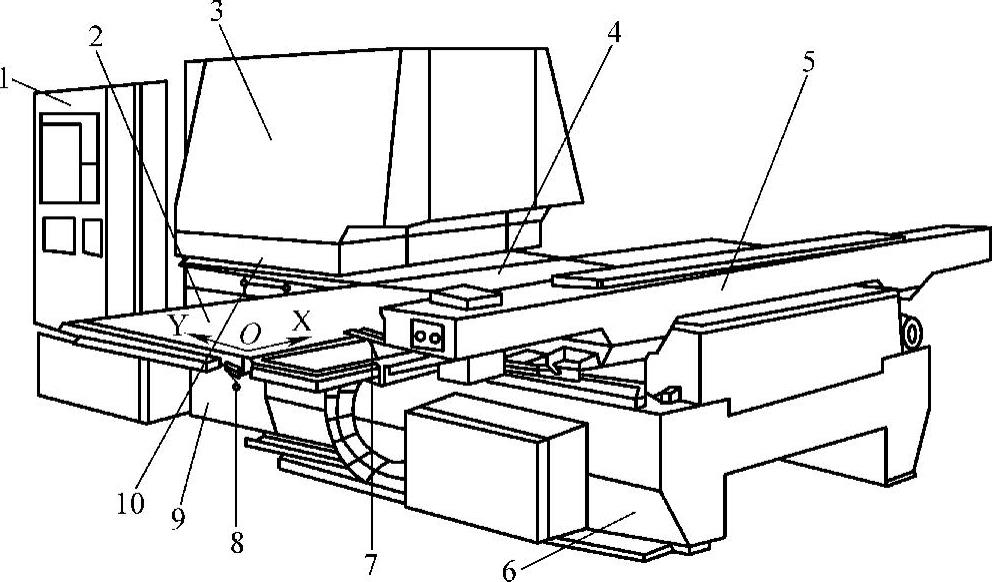
图1-16 数控转塔压力机外形及其坐标
1—数控柜 2—前工作台 3—外罩 4—加工中心工作台(板件和板坯滑道) 5—滑动托架(X轴传动) 6—基座(Y轴传动) 7—板材夹钳及其接近开关 8—定位器 9—床身 10—补充工作台
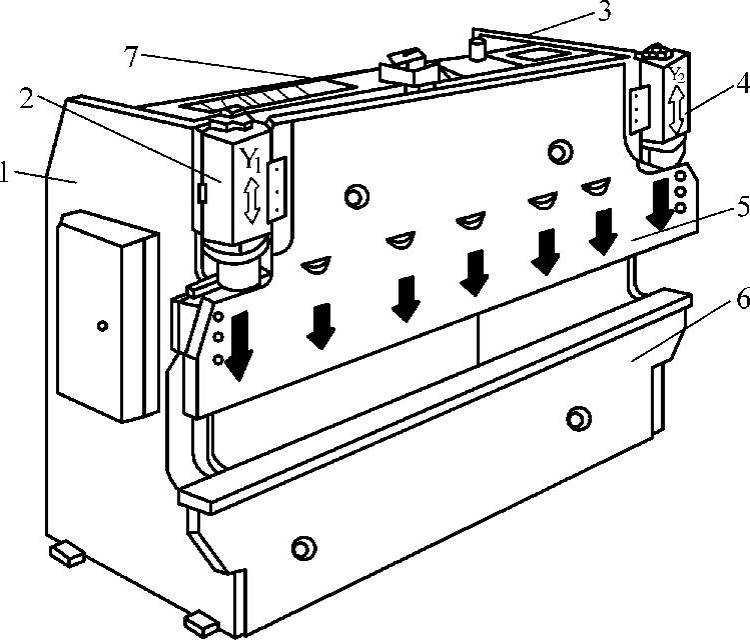
图1-17 数控折弯机(https://www.xing528.com)
1—左立板 2—左液压缸 3—右立板 4—右液压缸 5—滑块 6—工作台 7—机架
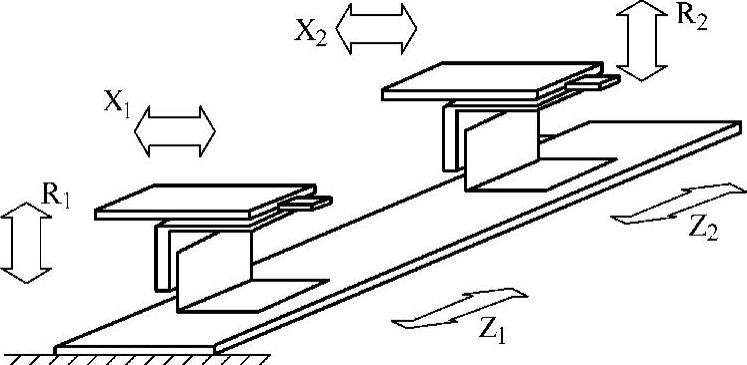
图1-18 数控折弯机坐标系示意图
数控折弯机是一种经金属板料在冷态下弯曲成形的加工机械,其外形结构如图1-17所示。两个液压工作缸2和4分别安装于左、右立板两侧,用以驱动滑块5及在其上固定的凸模做上、下往复运动。凹模则固定在工作台6上。在机架的后侧均安装有由伺服进给机构控制的后挡料系统,用以实现板料折弯处的精确定位。
后挡料定位系统一般由6个数控轴组成,如图1-18所示。X轴控制后挡料前后位置的调节,X1和X2轴实现挡料左右分别独立调节。Z轴控制后挡料左右位置的调节,Z1和Z2轴实现挡料左右分别独立调节。R轴实现后挡料高低位置的调节,R1和R2轴实现挡料左右分别独立调节。另外,Y1和Y2轴控制左、右液压缸上、下移动。
2.机床原点、机床参考点与工件坐标系
(1)机床原点、机床参考点
机床原点是指在机床上设置的一个固定点。它在机床装配、调试时就已确定下来,是数控机床进行加工运动的基准参考点。一般取在机床运动方向上最远的点,其具体位置由机床制造商通过设定机床参考点的坐标来确定。
通常,数控车床的机床零点多设在机床主轴法兰盘接触面的中心,即主轴前端面的中心上,其坐标系统如图1-19所示。
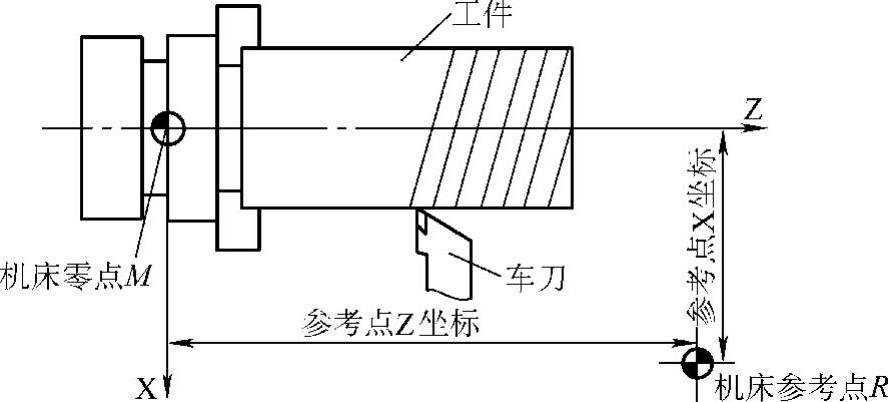
图1-19 数控车床机床原点及参考点示意图
在数控铣床上,机床原点一般取在X、Y、Z坐标的正方向极限位置上。图1-20a和图1-20b分别为立式数控铣床和卧式数控铣床的机床原点示意图。
机床参考点也是机床上的一个固定点。它不同于机床原点,一般是刀具退离机床原点最远的一个点,由安装于机床上的机械挡块和行程开关来确定。设置机床参考点R的主要目的是为了间接确定机床零点M,它相对于机床零点的坐标在机床出厂前已精确确定,并作为机床数据输入到了数控系统中,在机床每次开机时、解除急停报警或者超程后,必须通过返回参考点操作来找正机床原点,建立机床坐标。
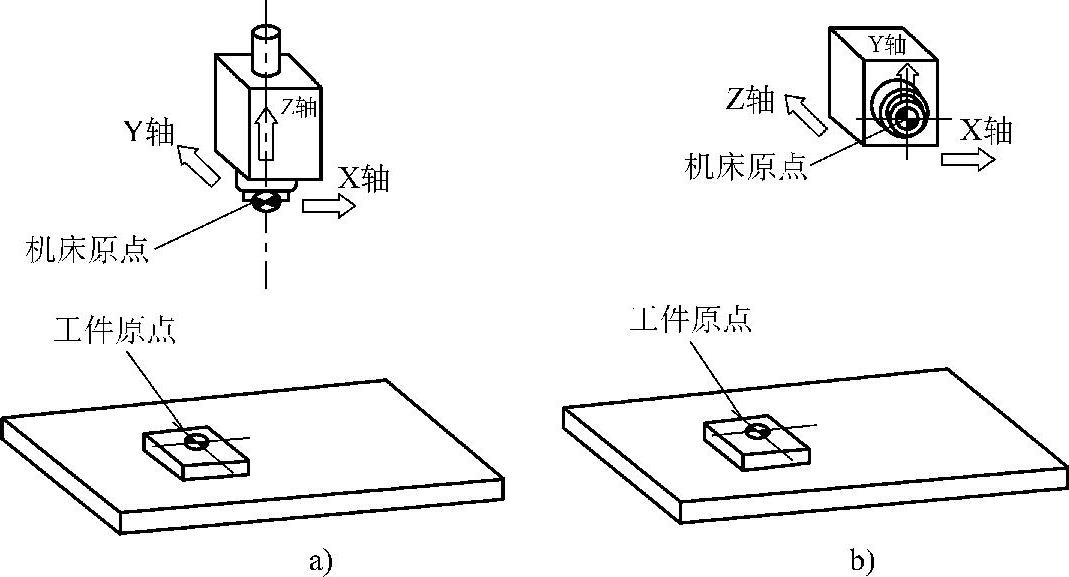
图1-20 数控铣床原点及参考点坐标
a)立式数控铣床原点 b)卧式数控铣床原点
(2)工件坐标系与工件坐标系原点
工件坐标系指编程人员在编程时,为了编程方便而设定的坐标系。工件坐标系坐标轴的确定与机床坐标系坐标轴方向一致。工件坐标系原点也称为工件原点或编程原点,立式数控铣床和卧式数控铣床的工件原点分别如图1-20a和图1-20b所示。其具体位置由编程人员根据编程计算方便性、机床调整方便性、对刀方便性、在毛坯上位置确定的方便性等具体情况来定义。通过相应的数控指令,可在机床坐标系中设定工件坐标系零点,从而确定工件坐标系。工件坐标系零点一般选择零件图上最重要的设计基准点,且与设计基准一致,要便于测量和检测。所以,工件坐标系零点尽量选在尺寸精度高、表面粗糙度低的工件表面或者工件的对称中心上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。