



主轴部件(图10-1)是车床的关键部分,在工作时承受很大的切削抗力。工件的加工精度和表面粗糙度在很大程度上取决于主轴的刚度和回转精度。使用中如发现因轴承磨损而致使间隙增大时,需及时进行调整。
主轴轴承间隙过大直接影响加工精度,主轴的旋转精度包括径向圆跳动及轴向窜动两项,径向圆跳动由主轴前端的双列向心短圆柱滚子轴承和后端的向心推力球轴承保证,轴向窜动由后端的向心推力球轴承和推力球轴承保证。
1.主轴部件的调整
(1)调整前轴承 当主轴产生径向圆跳动时,在一般情况下,调整前轴承即可,其办法如下:松开主轴Ⅵ前支撑右端锁紧螺母9,再松开调整螺母6上的紧定螺钉,拧紧螺母6,推动轴套7,这时双列短圆柱滚子轴承内圈相对于主轴锥面向右移动,很薄且具有1∶12锥度的内圈在轴向移动的同时产生径向弹性膨胀,将滚动轴承的滚子和内外圈之间的顶隙减小。调整合适后,再将右端锁紧螺母9和左端调整螺母6的紧定螺钉拧紧。

图10-1 CA6140型车床主轴部件
1、6—调整螺母 2、5、7—轴套 3—角接触球轴承 4—推力球轴承 8—双列短圆柱滚子轴承 9—锁紧螺母 10—前顶尖 Ⅵ—主轴
(2)调整后轴承 当主轴产生轴向窜动时,应调整主轴后轴承,其方法是:松开调整螺母1上的紧定螺钉,拧紧调整螺母1,推动轴套2、轴承3的内圈和滚珠,从而减小轴承3的顶隙,同时,向左拉主轴及轴套5,从而减小轴承4的轴向间隙。调整合适后,再将左端调整螺母1上的紧定螺钉拧紧。
2.调整注意事项(https://www.xing528.com)
1)打开主轴箱盖前应先切断电源。
2)在调整螺母1和6时,应先松开螺母1和6上的锁紧螺钉,调整后再将螺钉拧紧,防止锁紧螺钉掉入主轴箱内。
3)调整后应进行1h的空运转实验,主轴轴承温升不得超过70℃,否则应将螺母稍松开些。
3.旋转精度的检验
如图10-2所示,卡盘定心短锥的径向圆跳动量在1处为0.01mm,主轴法兰的轴向圆跳动量在2处为0.02mm,主轴的轴向窜动量在3处为0.01mm,主轴轴线的径向圆跳动量在近点4处时为0.005mm,在远点5处时(L>300mm)小于等于0.02mm。
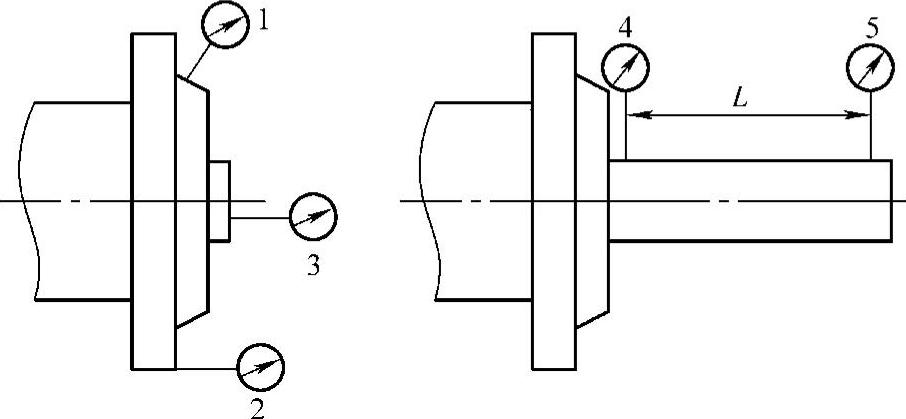
图10-2 车床主轴组件旋转精度的检验
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。