



1.T指令对刀
用T指令对刀,采用的是绝对刀偏法对刀,实质就是使某一把刀的刀位点与工件原点重合时,找出刀架的转塔中心在机床坐标系中的坐标,并把它存储到刀补寄存器中。采用T指令对刀前,应注意回一次机床参考点(零点)。对刀步骤如下。
1)在手动方式中将刀具快速靠近工作,沿X轴负方向试车端面,然后沿X轴正方向退刀,不要移动Z轴,如图9-47所示。
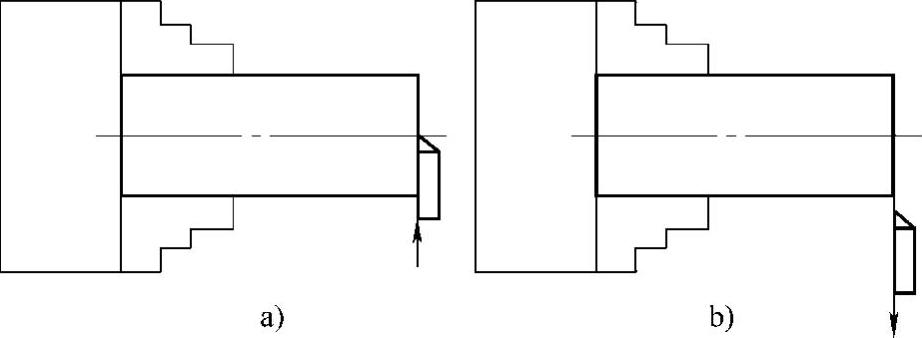
图9-47Z向对刀
a)沿X轴负方向试切端面 b)沿X轴正方向退刀
2)停止主轴,测量试切后的总长,计算工件坐标系的Z轴零点至试车端面的距离Zβ,Zβ等于试车端面后的长度减去工件的长度。
3)按MDI键盘中的OFFSET/SETTING键,按[补正]→[形状]软键,进入图9-48a所示的刀具偏置参数窗口。
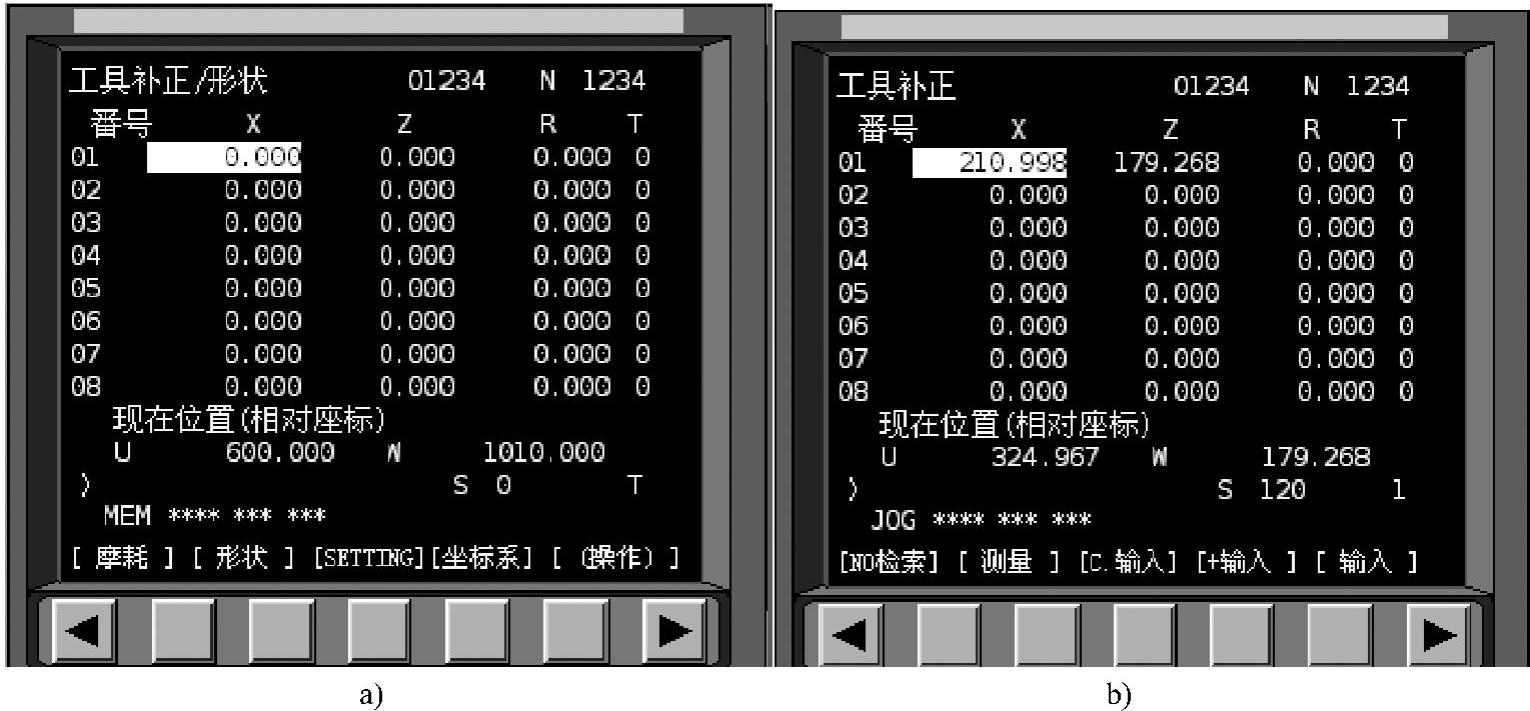
图9-48 刀具偏置参数窗口
4)移动光标键,选择与刀具号对应的刀补参数,输入Zβ。按[测量]软键,Z向刀具偏置参数会自动存入。
5)试切工件外圆,沿Z方向上退刀,不要移动X轴,如图9-49所示。停止主轴,测量被车削部分的直径D,在刀具偏置参数窗口输入XD,按[测量]软键,X向刀具偏置参数即自动存入,结果如图9-48b所示。
6)其他刀具按照相同的方法设定即可。
 (https://www.xing528.com)
(https://www.xing528.com)
图9-49X向对刀
a)沿Z轴负方向试车削外圆 b)沿Z轴正方向退刀
2.输入车床刀具补偿参数
车床刀具补偿参数包括刀具的摩耗补偿参数和形状补偿参数。
(1)输入摩耗补偿参数 刀具使用一段时间后磨损,会使产品尺寸产生误差,因此需要对刀具设定磨损量补偿。步骤如下:
1)在MDI键盘上按OFFSET/SETTING键,进入摩耗补偿参数设定界面。如图9-50所示。
2)用光标键 或
或 选择所需的番号,并用
选择所需的番号,并用 或
或 确定所需补偿参数的位置。输入补偿值到输入域,按[输入]软键或按[INPUT]键,补偿参数输入到指定区域。
确定所需补偿参数的位置。输入补偿值到输入域,按[输入]软键或按[INPUT]键,补偿参数输入到指定区域。
(2)输入形状补偿参数 按图9-50中的[形状]软键,系统进入形状补偿参数设定界面,如图9-48a所示。用光标键 或
或 选择所需的番号,并用
选择所需的番号,并用 或
或 确定所需补偿参数的位置。输入补偿值到输入域,按[输入]软键或按[INPUT]键,参数输入到指定区域。
确定所需补偿参数的位置。输入补偿值到输入域,按[输入]软键或按[INPUT]键,参数输入到指定区域。

图9-50 刀具磨损量的设定
(3)输入刀尖圆弧半径和方位号 分别把光标移到R或T,输入刀尖圆弧半径值或刀具方位号,按[输入]软键输入,如图9-51所示。

图9-51 输入刀尖半径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。